Изобретение относится к электродуговой сварке, а именно электродуговой сварке с использованием защитных газов, и может быть использовано для измерения силового воздействия дуги на сварочную ванну при сварке плавящимся электродом в среде защитных газов.
Известен способ измерения силового воздействия сварочной дуги, при котором возбужденная на периферийной части пластины с стробирующим отверстием исследуемая дуга перемещается так, чтобы вход стробирующего отверстия пересек столб дуги по диаметру его поперечного сечения, а одновременно с перемещением дуги производится регистрация величины давления.
Поскольку точность измерения по данному способу зависит от диаметра стробирующего отверстия, а именно с уменьшением его диаметра точность измерения увеличивается, то при исследовании силового воздействия дуги при сварке плавящимся электродом существует возможность частичного или полного заплавления стробирующего отверстия расплавленным электродным металлом.
XI ю
XI Ю XI
ю
Недостатком данного способа является искажение результатов или даже полная невозможность исследования силового воздействия дуги при сварке плавящимся электродом.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ исследования силового воздействия сварочной дуги, при котором исследуемую дугу возбуждают между электродом и рабочей поверхностью чувствительного элемента измерительного прибора, а для определения результирующей объемных электромагнитных сил в металле сварочной ванны проводят опыт с коротким замыканием, т.е. когда реальная дуга замещается медным стержнем, установленным в емкость с жидким галлием.
Известно, что процесс сварки плавящимся электродом состоит из двух периодов: установившегося горения дуги и короткого замыкания электрода на сварочную ванну. В каждом из периодов силовое воздействие дуги имеет определенное значение.
Известный способ позволяет определить среднее значение силового воздействия дуги, но не позволяет измерить силовое воздействие дуги в период реального короткого замыкания электрода на сварочную ванну, а также в период установившегося горения дуги - максимальную величину силового воздействия в момент перегорания шейки, т.е. возникают трудности при определении результирующей объемных электромагнитных сил в металле сварочной ванны.
Поскольку по известному способу результирующая объемных электромагнитных сил определяется в опыте с коротким замыканием медного стержня на ванну с галлием, то это приводит к появлению ошибки, обусловленной зависимостью результирующей объемных электромагнитных сил от размеров галлиевого контакта, а также от расположения токоподводящих кабелей, поскольку соединение подвижной системы измерительного прибора с источником тока гибким проводником создает дополнительную электродинамическую силу, величина которой зависит от пространственного положения проводника и от опыта к опыту может изменяться. Как правило, она отличается от величины результирующей объемных электромагнитных сил, действующей в условиях с реальным горением дуги.
Таким образом, недостатком известного способа измерения является отсутствие информации о максимальной величине силового воздействия дуги на сварочную ванну в период установившегося горения дуги, а именно в момент разрыва шейки, а также искажение величины составляющей силового воздействия дуги - результирующей
объемных электромагнитных сил в металле сварочной ванны, что обуславливает невысокую точность способа.
Целью изобретения является повышение точности и сокращение времени измерения силового воздействия дуги на сварочную ванну.
Указанная цель достигается тем, что согласно способу измерения силового воздействия дуги на сварочную ванну при сварке
плавящимся электродом, при котором дугу возбуждают между электродом и рабочей поверхностью чувствительного элемента измерительного прибора, синхронно с регистрацией показаний датчика перемещения
чувствительного элемента измерительного прибора производят скоростную киносъемку и осциллографирование сварочного тока и напряжения дуги, совмещают осциллограммы перемещения датчика чувствительного элемента, сварочного тока и напряжения дуги, а также кадры скоростной киносъемки, а силовые воздействия дуги определяют по формуле
30
F Рэм + Рд + Рк,
где Рэм - результирующая объемных электромагнитных сил в металле сварочной ванны, измеряемых в период короткого
замыкания;
Рд - сила динамического напора дуги; Рк - энергия капли в момент разрыва шейки.
Силовое воздействие сварочной дуги
обусловлено динамическим напором дуги и результирующей объемных электромагнитных сил в металле сварочной ванны, а при сварке плавящимся электродом, кроме того, и воздействием переходящих капель.
Каждая из составляющих силового воздействия дуги вносит определенный вклад и играет определяющую роль в соответствующий период процесса. В период короткого замыкания основной вклад в силовое воздействие дуги вносит результирующая объемных электромагнитных сил, а при горении дуги - сумма результирующей объемных электромагнитных сил и динамического напора дуги плюс воздействие капли в момент
разрыва шейки. Знание величины каждой из составляющих необходимо для правильного выбора параметров режима сварки, разработки новых сварочных материалов.
Попытки оценить силовое воздействие дуги по показаниям датчика перемещений
чувствительного элемента без синхронного осциллографирования тока дуги и напряжения сварки и скоростной киносъемки не осуществимы, поскольку отсутствие кадров киносъемки не позволяет контролировать быстро протекающие процессы перехода капли и перегорания перемычки и исследователь вынужден в качестве силового воздействия дуги принимать его действующее значение, а для определения результирующей объемных электромагнитных сил производить дополнительный опыт с коротким замыканием электрода на галлиевую ванну. При таком способе исследования теряется информация о пиковых значениях силового воздействия дуги при переходе капли, а также искажается информация о результирующей объемных электромагнитных сил, поскольку возникают погрешности при замещении реального процесса сварки коротким замыканием медного электрода на галлиевую ванну.
При регистрации показаний датчика перемещения чувствительного элемента, синхронной с осциллографированием тока сварки и напряжения дуги и скоростной киносъемкой процесса, наличие коротких замыканий дугового промежутка используется для определения отдельных составляющих силового воздействия дуги и является благоприятным фактором, позволяющим произвести замеры всех составляющих за один цикл сварки. При этом отпадает необходимость в дополнительном опыте с коротким замыканием. В результате повышается точность измерения и появляется возможность дифференцированного измерения составляющих силового воздействия сварочной дуги.
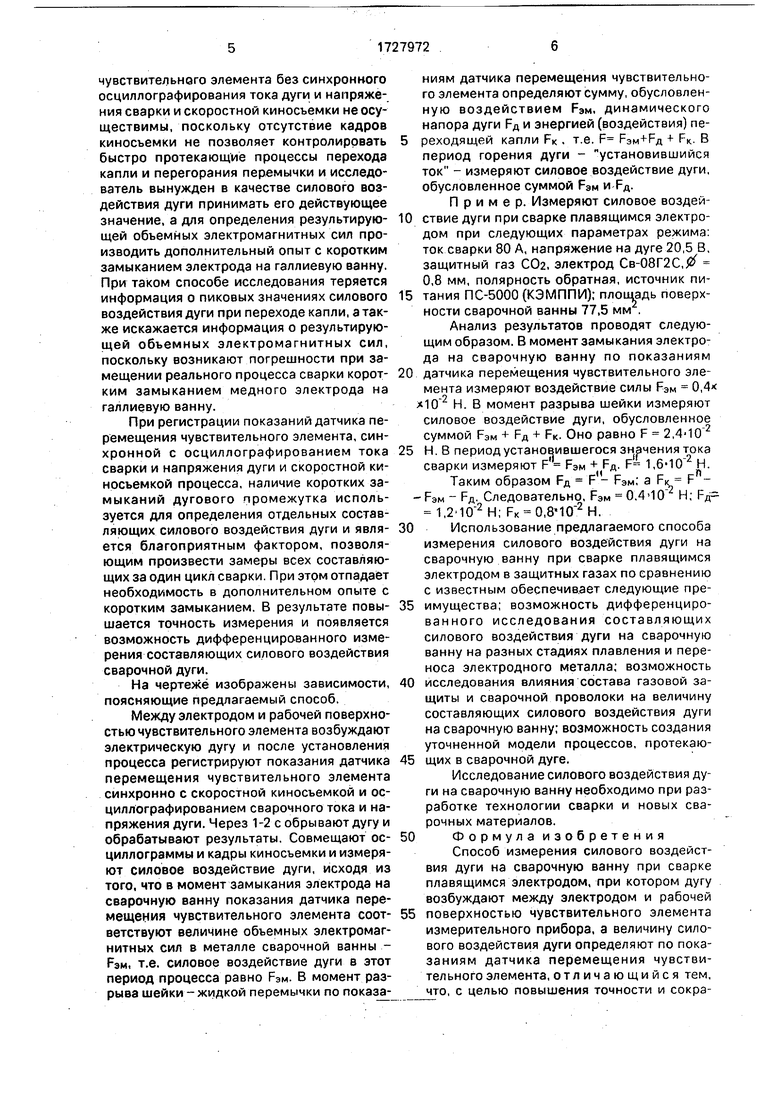
На чертеже изображены зависимости, поясняющие предлагаемый способ.
Между электродом и рабочей поверхностью чувствительного элемента возбуждают электрическую дугу и после установления процесса регистрируют показания датчика перемещения чувствительного элемента синхронно с скоростной киносъемкой и осциллографированием сварочного тока и напряжения дуги. Через 1-2 с обрывают дугу и обрабатывают результаты. Совмещают осциллограммы и кадры киносъемки и измеряют силовое воздействие дуги, исходя из того, что в момент замыкания электрода на сварочную ванну показания датчика перемещения чувствительного элемента соответствуют величине объемных электромагнитных сил в металле сварочной ванны - Рэм, т.е. силовое воздействие дуги в этот период процесса равно Рэм. В момент разрыва шейки- жидкой перемычки по показаниям датчика перемещения чувствительного элемента определяют сумму, обусловленную воздействием Рэм. динамического напора дуги Рд и энергией (воздействия) пе- реходящей капли Рк . т.е. Р Рэм+Рд + FK. В период горения дуги - установившийся ток - измеряют силовое воздействие дуги, обусловленное суммой Рэм и Рд.
Пример. Измеряют силовое воздей0 ствие дуги при сварке плавящимся электродом при следующих параметрах режима: ток сварки 80 А, напряжение на дуге 20,5 В, защитный газ С02, электрод Св-08Г2С, 0,8 мм, полярность обратная, источник пи5 тания ПС-5000 (КЭМППИ); площадь поверхности сварочной ванны 77,5 мм .
Анализ результатов проводят следующим образом. В момент замыкания электрода на сварочную ванну по показаниям
0 датчика перемещения чувствительного элемента измеряют воздействие силы РЭм 0,4 10 Н. В момент разрыва шейки измеряют силовое воздействие дуги, обусловленное суммой Рэм + Рд + Рк. Оно равно F 2,
5 Н. В период установившегося значения тока сварки измеряют Р РЭм + Рд. Р 1, Н. Таким образом Рд р Рэм, а Рк. F - -Рэм - Рд. Следовательно, Рэм 0.4-10 Н; Рд- 1, РК 0,.
0 Использование предлагаемого способа измерения силового воздействия дуги на сварочную ванну при сварке плавящимся электродом в защитных газах по сравнению с известным обеспечивает следующие пре5 имущества; возможность дифференцированного исследования составляющих силового воздействия дуги на сварочную ванну на разных стадиях плавления и переноса электродного металла; возможность
0 исследования влияния состава газовой защиты и сварочной проволоки на величину составляющих силового воздействия дуги на сварочную ванну; возможность создания уточненной модели процессов, протекаю5 щих в сварочной дуге.
Исследование силового воздействия дуги на сварочную ванну необходимо при разработке технологии сварки и новых сварочных материалов.
0Формула изобретения
Способ измерения силового воздействия дуги на сварочную ванну при сварке плавящимся электродом, при котором дугу возбуждают между электродом и рабочей
5 поверхностью чувствительного элемента измерительного прибора, а величину силового воздействия дуги определяют по показаниям датчика перемещения чувствительного элемента, отличающийся тем, что, с целью повышения точности и сокращения времени измерения силового воздействия дуги на сварочную ванну, синхронно с регистрацией показаний датчика перемещения чувствительного элемента измерительного прибора производят скоростную киносъемку и осциллографирование сварочного тока и напряжения дуги, совмещают осциллограммы перемещения датчика чувствительного элемента, сварочного тока и напряжения дуги, а также кадры ско0
ростной киносъемки, а силовое воздействие F дуги определяют по формуле
F Рэм + Рд + Рк,
где Рэм - результирующая объемных электромагнитных сил в металле сварочной ванны, измеряемых в период короткого замыкания;
Рд - сила динамического напора дуги;
Рк - энергия капли в момент разрыва шейки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения силового воздействия дуги на сварочную ванну | 1989 |
|
SU1655730A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1993 |
|
RU2098246C1 |
| Способ оценки устойчивости электрической сварочной дуги | 1981 |
|
SU998041A1 |
| Способ дуговой сварки | 1990 |
|
SU1756061A1 |
| СПОСОБ ОЦЕНКИ СТАБИЛЬНОСТИ ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1994 |
|
RU2063316C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
RU2038935C1 |
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1986 |
|
SU1362584A1 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2009 |
|
RU2418659C1 |

Изобретение относится к области элек- тродуговой сварки с использованием защитного газа и может быть использовано для измерения силового воздействия дуги на сварочную ванну при сварке плавящимся электродом в среде защитных газов. Цель изобретения - повышение точности и сокращение времени измерения силового воздействия дуги на сварочную ванну. Способ заключается в следующем. Между электродом и рабочей поверхностью чувствительного элемента измерительного прибора возбуждают дугу. Величину силового воздействия дуги определяют по показаниям датчика перемещения чувствительного элемента. Проводят дифференцированное измерение составляющих силового воздействия дуги на сварочную ванну на разных стадиях плавления и переноса электродного металла за период одного цикла сварки синхронно с регистрацией показаний датчика. Силовое воздействие дуги F определяют по следующей зависимости: F РЭм + Рд + FK, где Рэм - результирующая объемных электромагнитных сил в металле сварочной ванны в период короткого замыкания; Рд - сила динамического напора дуги; FK - энергия капли в момент разрыва шейки. Способ позволяет создать уточненную модель процесса. 1 ил. (Л С
Дуга Короткое Оф0$о$. Высокий Устано- Дуга
цпеньыа- заныкание шейки ток оибиийсъ уменьиаетсятокется
| Селяненков В.Н | |||
| и др | |||
| Об измерении давления дуги | |||
| - Сварочное производство | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Ерохин А.А | |||
| и др | |||
| Силовое воздействие импульсной дуги на свариваемый металл | |||
| - Автоматическая сварка, 1976, № 5, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
