Изобретение относится к областям измерения количества тепла и сварке и может использоваться преимущественно для определения количества тепловой энергии, введенной в образцы сварочными источниками тепла, преимущественно сварочной дугой.
Для определения количества тепла, вводимого в изделие в процессе сварки, используют калориметрирование непосредственно сварочных образцов, помещенных в кассету из теплоизоляцонного материала. Измеряют среднюю начальную температуру сварочного образца и его среднюю температуру после выравнивания ее по окончании процесса сварки. По разности выровненной температуры и начальной температуры при известной теплоемкости металла рассчитывают приращение тепловой энергии в образце (см. Дудко Д.А., Корниенко А.Н. Тепловая эффективность процесса сварки плазменной дугой переменного тока // Автоматическая сварка. - 1967. - №11. - С. 27-32).
В таких калориметрах процесс выравнивания температуры в образце достаточно продолжителен или требуется измерение температуры в нескольких точках поверхности образца. Время выравнивания температур сложно определить достаточно точно. Условия поверхностной теплоотдачи при измерениях отличаются от условий во время сварки, что изменяет свойства сварочной дуги.
Известны также сварочные калориметры проточного типа, которые представляют герметическую емкость или змеевик внутри пластины, рабочая поверхность которой, подверженная нагреву сварочным источником тепла, выполняется из исследуемого материала. Через емкость пропускают проточную калориметрическую жидкость, обычно воду. Температуру воды измеряют перед входом в калориметр и на выходе из калориметра. Измеряют тем или иным способом расход воды через калориметр. По разности температуры воды на входе и выходе и расходу воды путем их перемножения рассчитывают тепловую мощность, переносимую водой, которую считают полезной мощностью сварочной дуги. (см. статью F. Jiang, Ch. Li, Sh. Chen. Experimental investigation on heat transfer of different phase in variable polarity plasma arc welding. Welding in the World (2019) 63: 1153-1162 https://doi.org/10.1007/s40194-019-00722-3).
У таких калориметров процесс теплонасыщения достаточно продолжителен, конструкция калориметра сложная, расход воды во время замеров подвержен флуктуациям, условия действия сварочного источника тепла, например, сварочной дуги существенно отличаются от реальных в производственных процессах.
Близким по конструкции для определения энергии в нагретых при сварке образцах, является калориметр, содержащий внутреннюю емкость с открытой верхней частью из металла, расположенную внутри внешней емкости на опоре с зазором между стенками, в котором размещают теплоизолирующий материал и во внутренней емкости датчик температуры. Во внутреннюю емкость наливают до определенного уровня воду для полного погружения сварочного образца, по изменению температуры которой при помещении сварочного образца после сварки можно рассчитать энергию, содержащуюся в сварочном образце к моменту погружения его в воду. Внутреннюю и внешнюю емкости плотно накрывают крышкой, к внутренней поверхности которой прикреплен изолирующий материал. В крышке выполняют отверстие для установки ручной или механизированной мешалки для перемешивания воды. В крышке также выполняется отверстие для установки термометра, служащего для измерения температуры воды. Образец в процессе опыта помещают в калориметр при открытой крышке (см. патент КНР CN203165302U по заявке от 15.04.2013). Отверстие для установки термометра может выполняться и через боковые стенки сосудов и термометр устанавливаться в придонной области внутреннего сосуда.
Технической проблемой таких калориметров является излишняя сложность их конструкции, заключающаяся в использовании двух, внутреннего и наружного сосудов с размещением между ними слоя термоизоляционного материала, что, при необходимости измерять тепловую энергию в сваренных образцах разных размеров, требует иметь несколько типоразмеров дорогостоящих калориметров. Сложность конструкции калориметра обусловлена необходимостью снижения потерь тепловой энергии на теплоотдачу от стенок внутреннего сосуда в окружающую среду. Однако такие потери могут быть с достаточно высокой точностью, необходимой при исследовании передачи тепловой энергии при сварке, быть учтены расчетным путем без наличия наружного сосуда и теплоизоляции между сосудами.
При этом внутренний сосуд чаще всего изготавливается из теплопроводного с высокой теплоемкостью металла для быстрого выравнивания температуры воды между ним и водой, что приводит к значительной доле энергии, поглощаемой стенками внутренней емкости калориметра и к существенному снижению температуры воды при калориметрировании. Следствием является уменьшение относительной точности измерения температуры воды, вследствие чего для получения нужной температуры воды необходимо затрачивать дополнительную энергию и время при сварке.
Чтобы учесть, какое количество тепла отбирается за время выравнивания температуры во внутреннем сосуде теплопередачей в стенки внутреннего сосуда, крышку, теплоизоляционный слой калориметра и мешалку, приходится экспериментально определять его водяной эквивалент. Это коэффициент пропорциональности, позволяющий определить общее количество поглощенного калориметром тепла на 1°С нагрева калориметрической жидкости. Для определения такого коэффициента в калориметр необходимо поместить эталонный образец с известным теплосодержанием. При этом возникают погрешности, связанные с точностью измерения массы, теплоемкости и температуры эталонного образца в момент помещения в калориметр. Для определения водяного эквивалента калориметра требуется проведение нескольких трудоемких опытов. Водяной эквивалент зависит от массы используемой воды и остальной массы калориметра и требуется его уточнение при изменении количества воды при измерениях.
Еще одной технической проблемой при использовании известного калориметра является существенная потеря тепловой энергии от испарения воды в промежуток времени между погружением сварочного образца в воду и закрыванием крышки калориметра.
Некоторая часть пара успевает выйти из калориметра, а часть, конденсирующаяся на внутренней поверхности крышки, увеличивает время выравнивания температуры воды и внутреннего сосуда калориметра. Вышедший пар уносит много энергии. Учет потерь от испарения воды представляет существенные затруднения, так как всегда остается неизвестным количество такой воды.
Точное определение массы воды во внутреннем сосуде калориметра затруднено тем, что масса воды составляет небольшую долю по сравнению с массой всего калориметра, поэтому определение массы воды взвешиванием калориметра может быть недостаточно точным.
В известном сварочном калориметре, содержащем сосуд для помещения калориметрической жидкости и сварочного образца, датчик измерения температуры калориметрической жидкости в придонной области, помещаемый через отверстие в калориметре, сосуд изготавливают разъемным из двух плотно входящих одной в другую частей из прозрачного водонепроницаемого неметаллического термостойкого материала толщиной 0,2-0,4 мм с известной удельной теплоемкостью, причем одна часть имеет цилиндрический и конический участки, у которой высота конической части составляет 0,25-0,45 высоты цилиндрической, разъемным сосуд делают по цилиндрической части с возможностью взаимного продольного перемещения частей, отверстие для помещения калориметрируемого сварочного образца выполняют на конической части длиной равной максимальной ширине образцов и шириной равной максимальной толщине образцов с допуском на свободное прохождение сварочного образца максимального размера, рядом с отверстием для погружения сварочных образцов устанавливают поворотную заслонку для закрывания отверстия после погружения сварочного образца в калориметр, датчик температуры подключают к измерительному прибору через разъем, закрепленный на стенке снаружи сосуда, а на наружной поверхности сосуда наносят деления для приблизительного измерения массы калориметрической жидкости.
Одним из вариантов исполнения калориметра является использование в качестве материала сосуда полиэтилентерефталата.
В качестве калориметрической жидкости следует применять дистиллированную воду, свойства которой хорошо известны.
Основной технический результат предлагаемого изобретения заключается в упрощении конструкции калориметра при обеспечении необходимой точности измерений тепловой энергии, содержащейся в сваренных образцах.
Это достигается применением сосуда из материала с небольшой и известной теплоемкостью с минимальной толщиной стенки, что обеспечивает небольшую массу сосуда калориметра и минимальное поглощение им тепловой энергии при измерениях, которое может быть рассчитано с высокой точностью. Небольшие толщина стенки и масса емкости обеспечивает быструю передачу тепла от воды стенке и быстрое выравнивание температуры стенок калориметра с температурой воды в нем на участке, покрытом водой практически одновременно с выравниванием температуры воды при ее перемешивании. Средняя температура остальной части сосуда, не соприкасающаяся с водой, может быть с достаточной точностью определена расчетным путем. Это позволяет при известной массе и теплоемкости материала стенок сосуда с высокой точностью определить тепло, поглощенное сосудом по разности начальной температуры стенки (начальной температуры воды) и температуры окружающего воздуха помещения.
Высокая точность измерений обеспечивается малой долей массы калориметра по отношению к суммарной массе калориметрической жидкости и сварочного образца и точными значениями поправок на потери тепловой энергии калориметром за время выравнивания температуры в калориметре.
Минимальная толщина стенки выбирается при калориметрировании сварочных образцов из легких сплавов (магниевые, алюминиевые), а максимальная толщина при калориметрировании образцов из сталей и титановых сплавов.
Важным техническим результатом предлагаемого решения, является возможность точного учета потерь тепловой энергии с поверхности калориметра на теплоотдачу конвекцией и излучением за небольшое время перемешивания воды и выравнивания температуры в процессе калориметрирования. Эти потери могут быть с высокой точностью определены расчетным путем на основе несложного эксперимента, выполненного предварительно до основных измерений. Поэтому может вводиться поправка на охлаждение температуры воды в процессе выравнивания ее температуры.
Дополнительным техническим результатом является отсутствие необходимости в специальной мешалке для перемешивания воды, что снижает потери энергии при калориметрировании и материальные затраты на создание калориметра. Наличие мешалки приводит к поглощению ею тепла и дополнительным потерям тепловой энергии. В предлагаемом калориметре перемешивание воды в калориметре осуществляется вручную, путем вращения его вокруг собственной оси с небольшим эксцентриситетом. При этом возможен небольшой подъем воды выше уровня заполнения, что способствует выравниванию температур воды и стенок сосуда.
Техническим результатом является и практически полное исключение погрешностей, возникающих от испарения калориметрической жидкости.
Этот результат достигается благодаря тому, что размеры отверстия для погружения образца и крышки берутся минимальными, обеспечивающими только прохождение образцов в калориметр с минимальным зазором и подавляющее количество образующегося пара при закрытом отверстии оседает на конической части и внутренней поверхности стенки калориметра и способствует ускорению выравнивания температуры воды и стенок. Потери на испарение, благодаря малой массе калориметра, могут быть также оценены путем точного взвешивания массы калориметра с водой и образцом до и после калориметрирования. Наличие конического участка на одной из частей калориметрического сосуда и расположение на нем отверстия для погружения образца с поворотной заслонкой обеспечивает быстрое ручное закрывание отверстия и способствует уменьшению потерь на испарение.
Важным техническим результатом является возможность быстрого и точного измерения массы остающейся воды в серии опытов после вынимания сварочного образца путем взвешивания калориметра с водой перед серией опытов и после каждого опыта. Высокая точность обеспечивается малой массой сосуда по отношению к массе воды. При этом отпадает необходимость освобождения калориметра от жидкости после каждого измерения, сушки внутренних поверхностей от воды и нового заполнения ею, а также уменьшается время на определение погрешностей, вызванных с потерями жидкости при заполнении ею калориметра, например, на стенках мерного сосуда. Такое взвешивание обеспечивает подключение электрического датчика температуры воды (термопары или термосопротивления) через разъем, размещенный на наружной стенке сосуда.
В известной конструкции можно точно определить массу воды в калориметре путем взвешивания ее вместе с мерным сосудом и мерного сосуда после переливания воды в калориметр, но после каждого измерения калориметр необходимо осушать и повторять измерение массы наливаемой воды. Это повышает трудоемкость опытов.
Техническим результатом того, что сосуд состоит из двух разъемных частей с возможностью их взаимного перемещения является то, что высота сосуда калориметра и его объем могут регулироваться в зависимости от длины сварочных образцов. Это расширяет номенклатуру сварочных образцов, позволяет изменять количество воды и массу образцов, регулировать их соотношение, добиваясь оптимального соотношения с точки зрения оптимальной точности измерений. Также обеспечивается легкое удаление образца из калориметра после опыта.
Техническим результатом того, что сосуд калориметра изготавливается из прозрачного материала с мерными рисками является то, что это позволяет быстро и с достаточной точностью наливать требуемое количество воды без использования мерного сосуда, что сокращает время измерений. Если в процессе нескольких опытов массы воды в сосуде станет недостаточно, то легко дополнить ее необходимое количество и снова взвесить массу сосуда с водой.
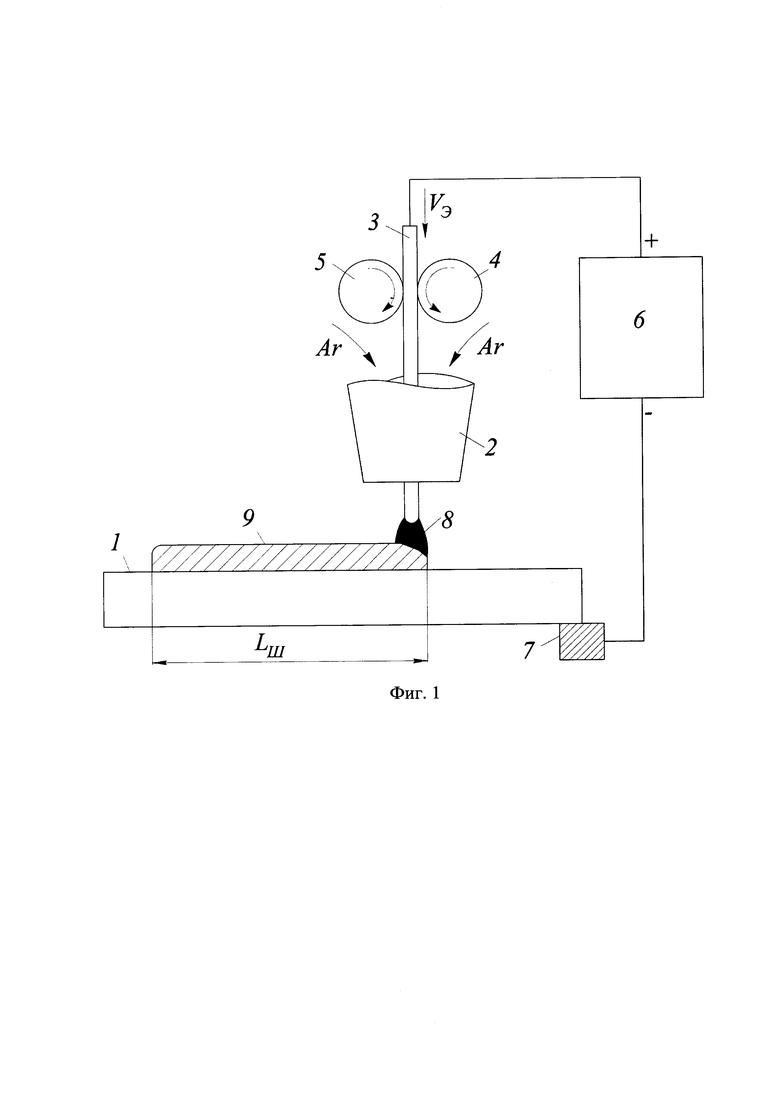
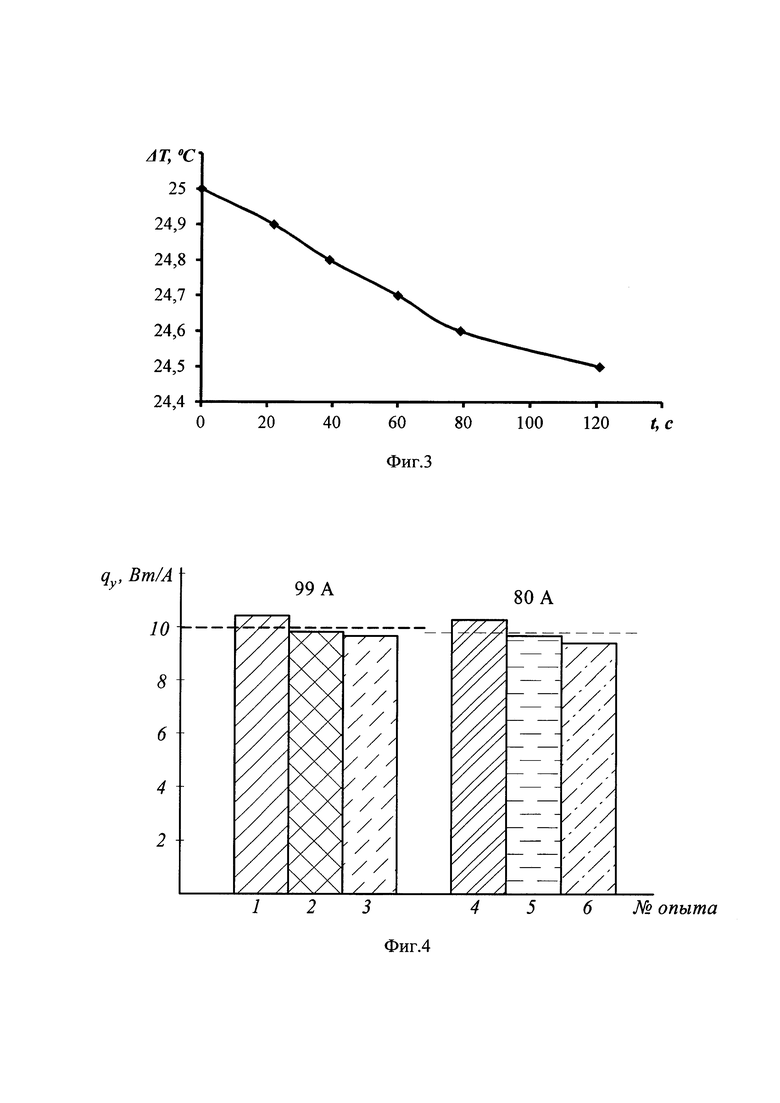
На фиг. 1 представлена схема наплавки на пластину подвижной сварочной дугой, на фиг. 2 схематично показан общий вид предлагаемого калориметра, на фиг. 3 - график экспоненциальной функции теплоотдачи, на фиг. 4 - диаграмма удельной эффективной мощности сварочной дуги.
На фиг. 1 сварочный образец 1 в виде пластины с размерами L⋅B⋅S мм из испытуемого сплава наплавляется с помощью сварочной горелки с соплом 2 плавящимся электродом 3, который механизированно подается в зону наплавки с постоянной скоростью VЭ с помощью роликов 4 и 5 подающего механизма. Ток от сварочного источника питания 6 подводится к электроду 3 через ролики 4 и 5. Второй полюс сварочного источника питания 6 подсоединяется к сварочному образцу 1 с помощью съемного токоподвода 7, который одновременно служит держателем сварочного образца 1 в горизонтальной плоскости. Наплавка производится в среде инертного газа (аргона или гелия), подаваемого в сопло 2. После зажигания сварочной дуги 8 начинается ее передвижение с постоянной скоростью наплавки VС вдоль сварочного образца 1. В результате на сварочном образце 1 образуется сварной шов 9 длиной LШ. При этом часть электродного металла электрода 3 теряется на испарение и разбрызгивание, а большая часть переходит в сварной шов 9. Для получение точного значения массы сварочного образца 1 необходимо точно взвесить его до наплавки и после проведения калориметрирования. Это необходимо не только для получения более точного результата измерений, но также для определения количества тепловой энергии, передаваемой каплями расплавленного электрода 3 сварочному образцу 1. В процессе переноса сварочного образца 1 в калориметр в нем происходит выравнивание температур, что влияет на процесс образования пара при погружении сварочного образца 1 в калориметр с водой. Поэтому время переноса сварочного образца 1 может иметь оптимальное значение. При слишком быстром погружении сварочного образца 1 могут увеличиваться потери на испарение, а при слишком медленном - увеличиваются потери на поверхностную теплоотдачу от образца. Возможен и такой подбор времени действия дуги и ее мощности, что средняя температура сварочного образца 1 при помещении в калориметр не достигнет температуры кипения воды и парообразования не будет. Но при этом недостаточно высоким может быть изменение температуры воды, что снизит точность измерений.
До наплавки фиксируют значения условий сварки. Во время наплавки фиксируют режимы сварки. Наиболее оптимально наряду с этим вести запись мощности дуги и интегрировать ее для получения общей энергии дуги. Время от окончания процесса наплавки до погружения образца в калориметр фиксируется по записи электрических параметров дуги и началу роста температуры воды в калориметре. Это время необходимо для расчета поправки на теплоотдачу от образца в окружающую среду.
При расчете температур в свариваемых изделиях при сварке и размеров сварных швов важной величиной является эффективная мощность сварочного источника тепла. Часть энергии сварочных источников тепла при сварке в различной степени теряется в окружающую среду. Эффективная мощность - это мощность, передаваемая свариваемому изделию, включая теплоотдачу с его поверхности. Поскольку теплоотдача с поверхности изделия в начальный момент действия источника тепла равна нулю и увеличивается со временем, то измерить можно только некоторую усредненную эффективную мощность за некоторое время. Среднее ее значение за время действия сварочного источника тепла можно определить по формуле

где Q - полная тепловая энергия, введенная в свариваемое изделие, Дж,
t - время действия сварочного источника тепла, с.
q измеряется в Вт.
В начальный период действия сварочного источника тепла, передаваемая им изделию мощность максимальна, так как почти отсутствуют потери тепловой энергии от изделия в окружающую среду. Она представляет собой начальную мгновенную истинную эффективную мощность. Однако определить ее путем калориметрирования сложно из-за малого количества выделенной за короткое время тепловой энергии и переходных процессов в источнике питания и в самом источнике тепла. Кроме того, значение начальной эффективной мощности имеет малое практическое значение и больше теоретическое значение, так как может существенно отличаться от среднего за большой период времени. Поэтому процесс сварки должен протекать достаточно продолжительное время, за которое и определяется средняя эффективная мощность. Увеличение продолжительности времени сварки в свою очередь приводит к увеличению потерь тепловой энергии от сварочного образца на теплоотдачу от поверхности, которые становится сложнее учесть с необходимой точностью. В процессе сварки передача полезной мощности несколько изменяется, так как меняется состояние, как свариваемого тела, так и сварочного источника тепла. Источник тепла может быть как движущимся, так и неподвижным. На величину эффективной мощности влияет ряд параметров сварки, роль которых и служит предметом изучения в научных, производственных и учебных целях. Параметры сварки следует разделять на условия сварки и режимы сварки. Условия сварки устанавливаются до начала сварки и не могут быть измерены во время сварки. К условиям сварки, например, неплавящимся электродом в инертном газе можно отнести диаметр электрода, угол заточки конца, притупление на конце, начальную температуру свариваемых деталей и другие. Режимы сварки могут быть измерены во время сварки. Обоснование необходимости разделения параметров сварки на условия и режимы сварки содержится в статье Сидорова В.П., Мельзитдиновой А.В. «Методика определения требований к точности параметров сварки». Сварка и Диагностика. - 2014. - №3. - С. 10-13.
В настоящее время отсутствуют методики прямого расчета эффективной мощности большинства сварочных источников тепла, приемлемые для инженерной практики. Во многом причиной этого является недостаточный объем экспериментальных данных, обусловленный сложностью калориметрирования сварочных образцов.
Поэтому для расчетов температур в свариваемых изделиях используют понятие эффективного коэффициента полезного действия η сварочного источника тепла, который является безразмерной величиной

где Р - полная мощность сварочного источника тепла, Вт.
При определении эффективной мощности сварочного источника тепла точность должна быть сопоставимой с точностью измерения полной мощности, так как эффективная мощность определяется в основном для определения эффективного КПД и в инженерных и научных расчетах используется эффективный КПД. При дуговой сварке применяют еще один показатель тепловой эффективности сварочной дуги - удельная эффективная мощность. Это мощность, передаваемая изделию на 1 А тока сварочной дуги

где I - ток дуги, А.
В этом случае точность измерения эффективной мощности должна быть сопоставима с точностью измерения тока дуги.
Измерения полной мощности сварочного источника тепла выполняется с определенной погрешностью. Например, при исследовании сварочной дуги необходимо измерять ток дуги и напряжение дуги. Вследствие инерционности электромагнитных процессов в сварочных источниках тепла сварочный ток достигает стабильной величины за некоторое время, исчисляемое в интервале 0,1-1 секунда. Аналогично напряжение дуги также меняется с изменением тока. При выключении дуги происходят аналогичные процессы. Поэтому оптимальным при измерениях полной мощности является определение мгновенных значений тока и напряжения, их перемножение и интегрирование для получения полной энергии за время сварки. При этом используемые датчики имеют относительные погрешности, которые можно оценить в ±2%. На это указано в работе (см. М.В. Nasiri, M.Behzadinejad, Н. Latifi, J. Martikeinen. Investigation on the influence of various welding parameters on the arc thermal efficiency of the GTAW process by calorimetric method / Journal of Mechanical Science and Technology 28 (8) (2014) 3255-3261 DOI 10.1007/s12206-014-0736-8:). «…Следовательно, неопределенность 2% предполагается во всех оценках мощности дуги…» (с. 3257). Следовательно, и при калориметрировании сварочных образцов не имеет смысла стремиться получить более высокую точность для количества тепла.
Мощность сварочных источников тепла, например сварочной дуги, подвержена в свою очередь влиянию ряда случайных факторов, сложно поддающихся стабилизации. К таким факторам относится, например, влияние состояния поверхностей электродов - наличие окислов, чистота поверхности, степень легирования и распределение химических элементов по поверхности и много других. Поэтому на практике по этой причине значения полной и эффективной мощностей дуги всегда будут отличаться при близких сварочных параметрах. Это приводит к дополнительным погрешностям при определении эффективного КПД.
При использовании калориметрирования методом помещения образца после сварки в калориметр имеет место неопределенность, связанная с потерями энергии во время сварки, которая не зависит от устройства конкретного калориметра. Меры по уменьшению потерь энергии в процессе сварки делает условия опытов отличающимися от сварочных и не могут применяться в инженерной практике.
О том, что на значения эффективного КПД сварочной дуги, горящей с вольфрамового электрода в среде аргона на прямой полярности, в большей степени влияют погрешности параметров сварки, чем точность калориметрических измерений свидетельствует весьма большой разброс данных по зависимости от тока дуги у разных исследователей (0,35-0,9). Данные приведены в монографии: Кархин В.А. Тепловые процессы при сварке / СПб.: Изд-во Политехи, ун-та, 2015. - 672 с. - С. 46. рис. 1.2.12. При этом следует отметить, что этот способ сварки является наиболее простым при экспериментальных исследованиях, так как отсутствует плавление электрода.
В работе A. Haeslig, M.Kusch, P.Mair. New findings on the efficiency of gas shielded arc welding / Welding in the World. - 2012. - vol. 56. - P. 98-104 приводятся данные, что коэффициент полезного действия дуги η с неплавящимся электродом изменяется в пределах 0,68-0,79, а дуги с плавящимся электродом диапазон изменений л составляет 18%. Причем остается неизвестным, как именно влияют конкретные условия сварки на значения η в этих диапазонах. Поэтому пользуются средними значениями диапазона, что дает погрешность определения эффективной мощности ±5,5% и ±9% соответственно. Это необходимо учитывать при выборе конструкции калориметра для изучения эффективной мощности.
В специальной литературе приводятся таблицы для выбора эффективного КПДη, такие как таблицы 1.
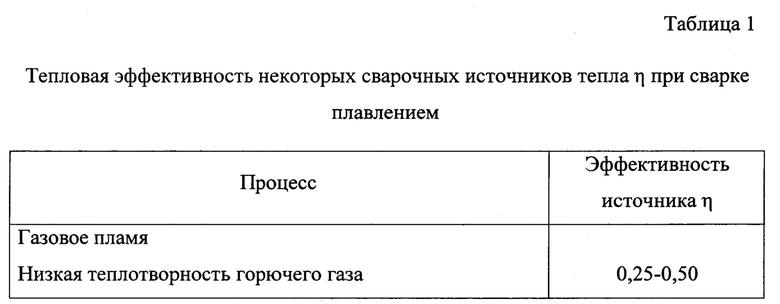
Данные таблицы 1 взяты из монографии Кархина В.А. «Тепловые процессы при сварке» / СПб.: Изд-во Политехн. ун-та. - 2015. - С. 59, табл. 1.7.1. Из этой таблицы видно, какую большую погрешность дает определение эффективной мощности с помощью эффективного КПД. Поэтому обеспечение возможности прямого измерения эффективной мощности для условий сварки обеспечит значительное повышение качества продукции за счет оптимизации ее тепловых условий.
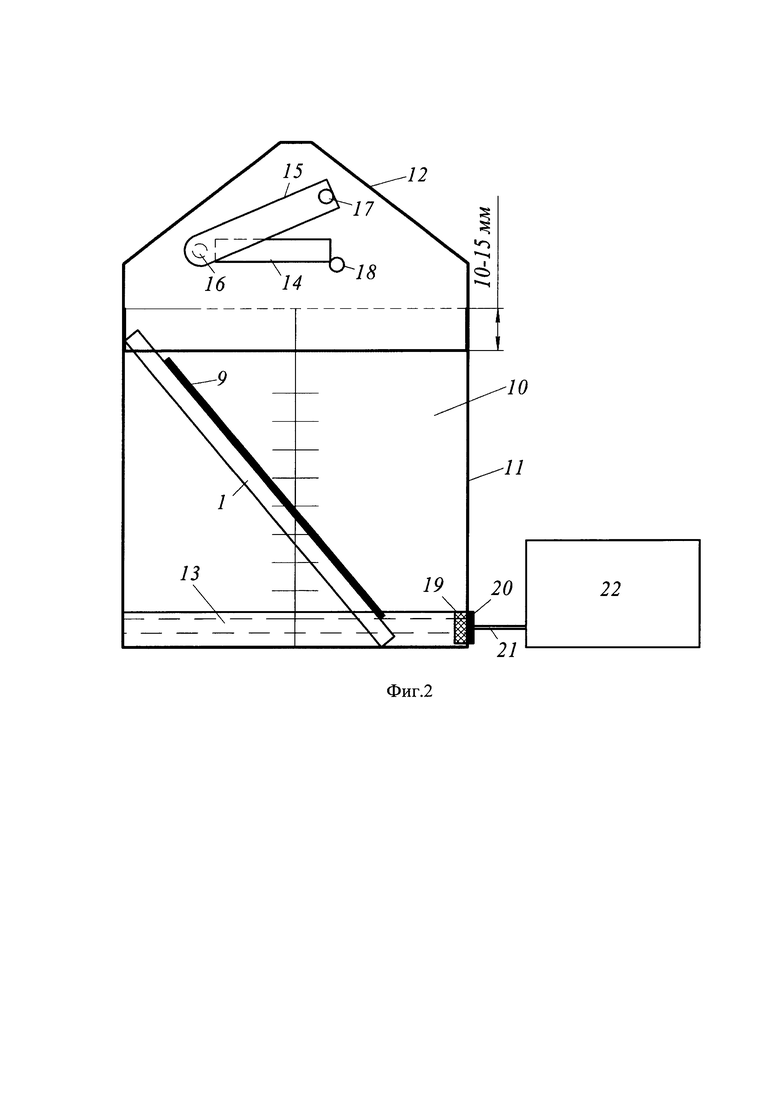
На фиг. 2 схематично представлен предлагаемый калориметр. Он представляет из себя герметичный сосуд 10 из прозрачного тонкого полиэтилентерефталата, выполненного в виде герметичной емкости из двух цилиндрических частей 11 и 12 с конической верхним участком. Высота конического участка части 12 выбирается в зависимости от ширины сварочного образца 1 со сварным швом 9. Часть 12 плотно одевается на часть 11 на высоту 10-15 мм. Калориметр наполняется водой 13 до 0,2-0,5 высоты цилиндрической части 11 сосуда 10, чтобы примерно 0,3-0,6 длины сварочного образца 1 находилась над поверхностью воды 13. Сварочный образец 1 располагается в сосуде 10 под наклоном с опорой на его дно и стенку верхней части 12. В конической поверхности части 12 сосуда 10 выполняют отверстие 14, по форме совпадающее с формой поперечного сечения меньшей площади сварочного образца 1. Отверстие 14 закрывается поворотной заслонкой 15 из того же материала, из которого изготовлены части 11 и 12 сосуда 10. Ось 16 заслонки 15 изготавливается из такого же материала, что и стенки сосуда 10, плоское основание оси 16 приклеивается к конической части сосуда 12. На заслонке 15 клеем крепится ручка 17 с отверстием для оси 16 заслонки 15. Фиксация заслонки 15 после погружения нагретого сварочной дугой сварочного образца 1 в сосуд 10 производится с помощью штифта 18, закрепленного клеем на конической поверхности части 12 сосуда 10. В сосуд 10 в донной части устанавливается датчик 19 (термопара или термосопротивление), с разъемом 20, прикрепленном к наружной стороне сосуда 11. Соединительные провода 21 от датчика 19 через разъем 20 присоединяются к измерительному прибору 22 через разъем 21. На наружную поверхность части емкости 10 наносят мерные риски, приблизительно показывающие объем залитой в нижнюю часть сосуда 10 воды 13.
Сварочный образец 1 опускается в сосуд 10 с водой вертикально вниз предпочтительно стороной с большей температурой, опирается на дно. В процессе его наклона и опирания на стенку сосуда 12 он быстро охлаждается водой 13, что ускоряет выравнивание температуры в нем. Затем происходит перемешивание воды 13 и выравнивание ее температуры в течение нескольких секунд. Температура воды 13 фиксируется измерительным прибором 22.
Определение общего количества тепла Q, переданного сварочным образцом калориметру, схема которого представлена на фиг. 2, производится по формуле

где QW - приращение количества тепловой энергии воды в сосуде, Дж,
QO - приращение количества тепловой энергии в образце, Дж,
QI - потери тепловой энергии теплоотдачей от калориметра в процессе выравнивания в нем температуры, Дж,
QS - приращение количества тепловой энергии в стенке сосуда калориметра, Дж.
Количество тепловой энергии QW определяется по формуле

где MW - масса воды в калориметре во время калориметрирования, г,
cW - удельная теплоемкость воды, Дж/(г⋅°С),
TW0 - средняя температура воды перед помещением сварочного образца в сосуд калориметра, °С,
TWK1 - средняя температура воды после выравнивания температуры в сосуде калориметра с учетом поправки на теплоотдачу от калориметра в окружающую среду за время выравнивания температуры воды, °С.
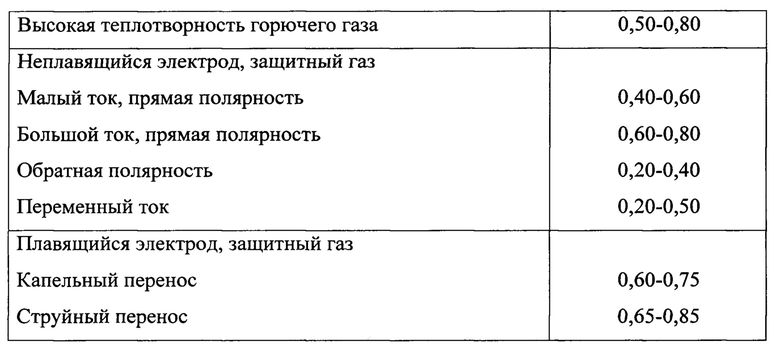
Удельная теплоемкость воды зависит от ее температуры. Эта зависимость приведена в таблице 2.
Данные взяты с сайта:
tehtab.ru/GuideMedias/GuideWater/GuideWater1barOt0100deg/ (Дата обращения 27.11.20).
Удельная теплоемкость обычной воды отличается от теплоемкости дистиллированной в третьем знаке.
Выбор значения теплоемкости с помощью таблицы 2 или ей аналогичных должен выполняться по среднему значению между температурой воды в калориметре после ее выравнивания TWK и ее начальной температурой TW0 методом линейной интерполяции с округлением результата к большему значению. Это позволит уменьшить погрешность измерения, вязанную с небольшой разницей между TWK и TWK1.
Для обеспечения высокой точности измерений количество тепловой энергии QW при проведении измерений должно существенно преобладать над другими слагаемыми формулы (4). Для этого масса воды должна существенно преобладать над массой образца и стенок калориметра. Проведенные эксперименты показали, что три последних слагаемых в формуле (4) в сумме составляют примерно 10% от первого слагаемого. Поэтому общая точность измерений будет определяться в основном погрешностями множителей в формуле (5). Из этих множителей наибольшее значение будет иметь точность определения температуры воды в калориметре, которую можно оценить в ±0,5%.
Приращение количества тепловой энергии в образце QO определяется по формуле

где MO - масса образца после опыта, г,
cO - удельная теплоемкость металла образца, Дж/(г⋅°С),
Т00 - средняя температура образца перед началом действия сварочного источника тепла, °С. При длительном выдерживании металлических образцов в помещении проведения опытов их температура принимается равной температуре помещения.
Разность температур в формуле (6) обычно >0. В этом случае QO получается положительной величиной.
Масса образца должна дополнительно определяться после калориметрирования. Это позволит учесть изменение массы образца при наплавке проволоки или потери расплавленного металла сварочной ванны.
Удельная теплоемкость металла образцов из конкретного сплава обычно известна с достаточной точностью и может приниматься по справочникам.
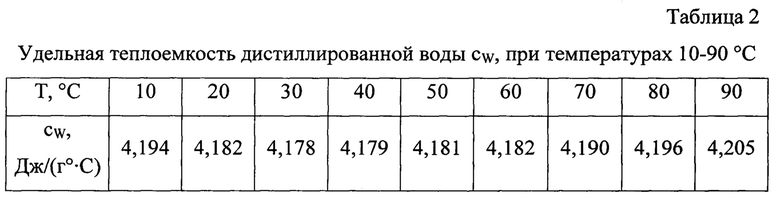
В таблице 3 представлена зависимость теплоемкости высоколегированной стали Х18Н10 от температуры.
Данные таблицы 3 взяты по сайту: www/http//ssk2121.com/teploemkost-nerzhaveyuschey-stali// (Дата обращения 15.11.2020).
Значение cO для расчетов по формуле (6) должно выбираться методом линейной интерполяции для среднего значения температуры TCP в интервале температур между начальной температурой образца перед опытом T00 и средней температурой воды в калориметре после выравнивания температур

Поскольку разница температур по формуле (6) при измерениях составляет порядка 10-50°С, то погрешность при использовании усредненной удельной теплоемкости будет очень мала. При расчете теплоемкости с помощью формулы (7) округление также следует проводить в сторону увеличения теплоемкости до ближайшей значащей цифры.
Как следует из таблицы 3 удельная теплоемкость высоколегированной стали в интервале температур 20-100°С изменяется в пределах ±3,45% от среднего значения, а в пределах температур измерений существенно меньше. Поэтому использование усредненной теплоемкости в формуле (6) обеспечивает необходимую точность.
Потери тепловой энергии на теплоотдачу с поверхности калориметра QI в процессе выравнивания температуры воды в калориметре можно учесть с помощью поправки, основанной на законе Ньютона. Известно, что охлаждение тела через его поверхность происходит по закону Ньютона и зависимость средней температуры воды в калориметре от времени можно описать экспоненциальной функцией вида

где TH - средняя начальная температура воды в калориметре, °С,
TC - температура окружающей среды в процессе теплоотдачи, °С.
В - эмпирический коэффициент, учитывающий общую поверхностную
теплоотдачу и имеющий размерность 1/с.
Вывод формулы (8) приведен в учебнике «Теория сварочных процессов» под ред. В.В. Фролова. М.: Высшая школа, 1988. - 559 с. - С. 148-149.
Коэффициент В в формуле (8) для конкретных условий теплоотдачи можно определить экспериментально. Для точного определения В необходимо измерить несколько раз температуру воды в калориметре при охлаждении с определенным интервалом времени от какой-то начальной температуры и определить с помощью логарифмирования В, а затем усреднить результат по количеству опытов. Шаг по времени для измерения температуры воды следует брать достаточно большим, порядка 10 с.
При проведении опыта следует наполнить калориметр водой в объеме, используемом при измерениях, то есть примерно на 1/3 от объема цилиндрической части при температуре, соответствующей диапазону измерений, например 50°С. За температуру калориметра принимается температура воды в нем. Среднюю температуру воды в сосуде перед началом ее выравнивания TWK1 можно определить из формулы на основе (8)

Таким образом, по результатам опытов по определению В производится интерполяция средней температуры воды и образца на момент погружения образца на TWK1. Решение производится с помощью логарифмирования выражения (9)

Для решения нелинейных уравнений типа (10) в справочниках имеются готовые компьютерные программы, в частности в книге Дьяконова В.П. Справочник по алгоритмам и программам на языке Бейсик для персональных ЭВМ. М.: Наука. 1987. 240 с. - С. 86-91. Эти программы легко могут быть переведены на другие языки программирования. Решение (10) также возможно графоаналитическим методом путем построения графиков правой и левой частей (10).
На фиг. 3 приведен график аппроксимированной зависимости для формулы (8), полученный по шести точкам остывания калориметра с водой при комнатной температуре 22°С с помощью компьютерной программы справочника. Опытные значения практически полностью совпадают с расчетными. Вода охладилась от температуры 47°С до 46,5°С за 121 секунду. При этом получили расчетное значение начальной температуры ТН=24,97947°С, значение коэффициента В=1,729488428⋅10-4 1/с. Среднее алгебраическое отклонение (САО) между расчетными и опытными значениями меньше 0,1%. Это дает значение поправки на охлаждение температуры воды за время ее перемешивания с примерно такой же точностью.
При необходимости могут быть выполнены несколько серий опытов по определению коэффициента В формуле (8) для диапазона используемых температур и массы воды. Тогда значение В может впоследствии выбираться с помощью интерполяции.
Количество тепла в стенках сосуда QS должно определяться по формуле

где MS - масса сосуда с датчиком температуры и массой разъема, заслонки, г,
cS - средняя удельная теплоемкость материала стенки сосуда образца, Дж/(г°С),
TWS - среднемассовая температура массы калориметра, °С,
TW0 - средняя температура воды и стенок сосуда перед помещением образца в калориметр, °С.
Принятие средней теплоемкости массы калориметра равной теплоемкости стенок, вносит очень малую погрешность, что обусловлено близкими значениями удельной теплоемкости разных материалов и малой долей массы элементов конструкции калориметра к его общей массе.
В формуле (11) используется не температура воды с учетом потерь тепловой энергии в от теплопередачи в окружающую среду TWK1, а температура после ее выравнивания TWK, что учитывает, то, что перепад температур во время передачи энергии через стенку сосуда в окружающую среду происходит при температуре окружающей среды примерно на 10-20°С ниже, чем температура воды после помещения образца. Распределение температур по толщине стенки таково, что вторая производная d2T/dx2 положительна, поэтому использование в формуле (11) TWK обеспечивает более высокую точность определения слагаемого QS.
Наиболее сложным является определение средней температуры стенок сосуда. Температура стенок постоянна в пределах высоты воды в цилиндре и изменяется от максимума на границе у поверхности воды TWK1 до некоторой неизвестной температуры на верхней поверхности сосуда, которую можно в первом приближении можно принять равной начальной температуре стенок T00. Распределение температур носит нелинейный характер. Точное распределение температур можно найти как решение задачи о распределении температур в бесконечном стержне. Начальным и граничным условием будет равенство температуры стенки на уровне воды температуре TWK1. Распределение температур определяется для момента времени окончания выравнивания температуры воды. Затем можно выполнить путем интегрирования среднюю температуру стенки. Решение такой задачи известно. Однако в таком точном решении нет необходимости.
Также точное значение формы распределения температур вдоль стенок калориметра можно получить путем измерения температуры поверхности в нескольких точках по высоте сосудов с помощью широко используемых бесконтактных термометров.
Достаточную точность обеспечит определение средней температуры по формуле

Допустим температура стенки на границе воды после перемешивания TWK1=40°С, а начальная температура T00=20°С. Тогда TC=25°С, что на 5°С ниже полусуммы температур. При этом погрешность определения средней температуры части сосуда, свободной от воды не превысит 2°С. Учитывая, что, допустим, масса этой части сосуда составит 60% его общей массы, средняя температура стенок составит

Таким образом, общая погрешность определения средней температуры стенок будет иметь погрешность около 3%. Учитывая, что масса стенок составляет не более 10% от общей массы воды и образца, это даст вклад в общую погрешность измерений порядка 0,3%. Средняя температура стенок сосуда будет зависеть от соотношения масс стенок до уровня воды и выше уровня воды и может быть как больше полусуммы температур TWK и T00, так и меньше.
Удельная теплоемкость материала стенки сосуда cS, который изготавливается из полиэтилентерефталата, также может выбираться по справочной литературе и мало изменяется в небольшом интервале температур воды порядка 20-50°С, при которой происходит калориметрирование сварочных образцов. При выборе cS может учитываться доли массы и теплоемкости элементов калориметра из других материалов - датчика температуры воды, соединительных проводов и т.д.
Калориметр используется следующим образом. При калориметрировании тепловой энергии, выделяемой сварочным источником тепла, например, сварочной дугой вначале в диапазоне исследуемых мощностей подбирают приращение температуры воды в калориметре, обеспечивающее достаточно низкую погрешность измерения температуры. Например, если для измерения используется цифровой милливольтметр с точностью измерения ЭДС термопары 0,1 mV, то абсолютная погрешность измерения температуры будет примерно такой же. При необходимости обеспечения относительной точности измерения температур порядка ±1% температура воды в калориметре должна увеличиться примерно на 10°С. Зависимость теплоемкости исследуемого металла образцов от температуры металла известна с высокой точностью и приводится в справочной литературе. Можно использовать правило, что масса воды должна составлять примерно 3-4 массы образца.
В качестве материала свариваемых или наплавляемых образцов выбирают сплав определенной марки, для которого известны точные значения удельной теплоемкости в используемом интервале температур. Размеры образцов отличаются не более чем на 1 мм. Перед проведением опытов все образцы взвешиваются на точных весах с точностью до 0, 01 г. В месте хранения образцов устанавливается термометр с точностью измерения температуры места хранения не менее 0,1°С. Образцы маркируют термостойким красителем для идентификации результатов измерений.
Масса сухого калориметра должна быть измерена с той же точностью, что и масса образцов. В эту массу входят и датчик температуры и заслонки калориметра, а также масса соединительных проводов вместе с разъемом для подключения прибора измерения температуры в калориметре.
До сборки двух частей емкости калориметра в нижнюю цилиндрическую часть наливают необходимое количество воды, ориентируясь на мерные риски из условия оптимального повышения температуры воды в калориметре после погружения образа и выравнивания температуры воды. Определяют продолжительность нагрева образца сварочным источником тепла, исходя из ориентировочных исследуемых параметров процесса.
После залива воды собирают верхнюю часть сосуда с нижней частью и взвешивают массу калориметра с водой. По разнице масс точно рассчитывают массу воды в калориметре, которая наиболее важна для точного измерения количества теплоты. После этого через разъем подключают датчик измерения температуры, например термопару, расположенную в калориметре в донной его части. Изменение температуры воды в калориметре фиксируют с помощью записывающего регистратора с использованием компьютерной программы.
Перед сваркой маркированного образца измеряют температуру в месте хранения, которую принимают за начальную температуру образца T00.
Перед началом сварки и до окончания выравнивания температур ведут видеофиксацию процесса горения сварочной дуги со скоростью не менее 120 кадров в секунду, что обеспечивает определение времени сварки, времени переноса образца в калориметр и времени выравнивания температур с точностью выше 0,01 с.
После сварки высвобождают свариваемый образец из держателя и с помощью специальных щипцов с теплоизоляцией перемещают его в калориметр, опуская через отверстие в конической части сосуда вниз к донной части стороной с более высокой температурой для ускорения передачи тепла от образца к воде. После опускания образца, когда он опускается ко дну и опирается на стенку внутри калориметра, заслонку отверстия на конической части немедленно закрывают. В случае образования пара, подавляющая его часть конденсируется на стенках сосуда, в том числе на конической поверхности, способствуя передаче энергии стенкам и выравнивания температуры стенок и воды. Причем в данной конструкции в случае образования пара он, благодаря конической форме верхней части сосуда, максимально конденсируется на стенках сосуда, что ускоряет выравнивание температуры стенок сосуда с температурой воды. Если ориентировочно принять, что доля пара, потерянная из сосуда в окружающее пространство пропорциональна отношение площадей поверхности сосуда и площади отверстия, то она составит порядка 0,02% всей массы пара. Такая погрешность очень незначительно скажется на суммарной погрешности измерения количества теплоты.
После этого вручную перемешивают воду в калориметре в течение нескольких секунд. Для спокойного перемешивания воды лучше, чтобы форма сосуда была в виде цилиндра, но возможны и другие формы. Опыт заканчивают после протекания времени заведомо большего времени выравнивания температуры воды, например через 10 с. При обработке и анализе результатов значение максимальной температуры и время выравнивания температур определяют по записи термического цикла температуры воды на регистрирующем устройстве, сравнивая его с данными по времени при видеофиксации процесса.
После окончания опыта отключают датчик температуры через разъем, сосуд разъединяют на две части, и вынимают сварочный образец. Его высушивают и повторно взвешивают. Он может затем использоваться через достаточно большое время, после выравнивания в нем температуры до температуры помещения. Взвешивание необходимо в любом случае, даже если образец не пригоден к повторному использованию потому что, даже при отсутствии дополнительного металла при сварке, возможно разбрызгивание металла сварочной ванны и его испарение. Если имеет место изменение массы образца после сварки, то в расчетах количества энергии необходимо использование массы образца после высушивания. При сварке с использованием дополнительного металла (присадочной или электродной проволоки) эта проволока должна храниться длительное время в том же помещении, что и образцы.
После удаления образца из калориметра две его части снова соединяют и взвешивают. Это позволяет точно определить массу воды в следующем опыте, поскольку масса самого калориметра не изменяется. При необходимости перед взвешиванием доливают в сосуд воду, ориентируясь на мерные риски. После этого снова с помощью разъема подсоединяют датчик температуры и можно проводить следующий опыт с новым образцом.
При исследованиях эффективной мощности чаще всего используют образцы из пластин с отношением длины к ширине не менее 2-3 и при ширине одной пластины порядка 50 мм. Таким образом, длина образца 100-150 мм. В зависимости от длины образцов может быть выбрана высота цилиндрической части калориметра. Сварку тонких образцов менее 2 мм реализовать сложнее, так как происходит деформирование образцов во время сварки, что требует их прижатия к подкладным устройствам, в которые отбирают тепло от образцов, что трудно учесть. Сварка или наплавка образцов должна выполняться навесу при минимальном контактировании с опорами и токоподводом. Токоподвод выполняется с помощью компактного пружинного прижима для быстрого высвобождения образца после сварки или наплавки, чтобы минимизировать потери энергии при переносе образца в калориметр. Наиболее целесообразно выполнять наплавку. При необходимости учесть влияние зазора, разделки кромок, других факторов на эффективную мощность, должна быть обеспечена фиксация двух деталей, например с помощью прихватки. В этом случае взвешивают собранные образцы для учета массы прихваток. Поэтому оптимальными толщинами образцов при исследованиях является толщины 4-5 мм. При этих толщинах тепловая энергия сосредотачивается в образце, потери энергии в окружающую среду минимальны. В то же время обеспечивается достаточная жесткость образца, позволяющая обойтись без подкладных и прижимных устройств. При больших толщинах она оказывает небольшое влияние условия ввода тепла и теплоотдачу, но необходимо существенное увеличение размеров калориметра и массы воды в нем.
Пример 1. С помощью калориметра предлагаемой конструкции калориметрировали количество тепловой энергии, передаваемой сварочной дугой наплавляемой пластине из коррозионностойкой стали Х18Н10. В качестве сварочного источника тепла использовали свободную дугу, горящую в среде аргона с неплавящимся вольфрамовым электродом. Наплавку вели без присадочной проволоки. Размеры образцов 96×49×3,7 мм. Дугу питали в режиме постоянного тока прямой полярности от сварочного источника Brima TIG-200P AC/DC, предназначенного для сварки разнополярными импульсами тока прямоугольной формы. Для наплавки использовали сварочную горелку типа ГНР с керамическим соплом, которое заканчивалось цилиндрическим участком с внутренним диаметром 13 мм и длиной 27 мм. Установочная длина дуги во всех опытах была 2,7 мм. Вольфрамовый электрод марки ЭВИ диаметром 4 мм затачивался на угол 30°, расстояние от сопла до изделия 7 мм. Расход защитного аргона, измеряемого по ротаметру РМ-0,04 ЖУ2, составлял 7 л/мин. На каждом из токов дуги I=99 А и I=80 А производили по 3 опыта с некоторым изменением времени горения дуги tД. Время горения дуги определялось с помощью видеосъемки дуги со скоростью 120 кадров в секунду с точностью 0,0083 с. Ток дуги измеряли с видеофиксацией цифровой панели источника питания, напряжение дуги - стрелочным вольтметром Э59 класса 0.5, также видеофиксацией. Массу образцов определяли взвешиванием на химических весах с точностью до 0,01 г. Масса каждой пластины составляла в среднем 147, 3 г.
Наплавку на пластины производили на весу при токоподводе сварочного кабеля к пластине с двух сторон на общей площади 2 см2, что, по сравнению с суммарной площадью поверхности 105 см2, составляет меньше 2%, что обеспечивало небольшие потери энергии в токоподводы во время наплавки. Следует учитывать, что потери тепла в токоподвод компенсируются выделением небольшой мощности Джоуля-Ленца в контакте токоподвода с образцом. На каждую пластину наплавляли точки с 30% смещением от центра по длине образцов, чтобы иметь возможность погружались их в воду стороной с более холодной частью, что сводит к минимуму испарение при погружении образца в воду.
После наплавки образец быстро перемещали в калориметр с водой в течение 5-6 секунд и после перемешивания и выравнивания температуры воды производили повторное измерение температуры воды с образцом.
Для изготовления калориметра была использована емкость из полиэтилентерефталата с толщиной стенки 0,3 мм диаметром 80 мм, объемом около 1000 см3, состоящая из двух частей, одна из них которых была на конце конусной. Теплоемкость этого материала cS=1,08 Дж/г, теплопроводность λ=0,14 Вт/(м°⋅К). Температура плавления данного материала составляет 200°С, поэтому при погружении образца в случае соприкосновения его со стенками, стенки не подплавлялись. Температура на кромках образца не превышает этой температуры, поэтому предохранять стенки от расплавления нет необходимости. Теплофизические данные взяты на сайте http//vuzlit.ru/728916/fizicheskie_ (Дата обращения 02.11.2020).
Собранный сухой калориметр взвешивали вместе с термопарой, отключенный от измерительного прибора через разъем. Его масса составляла 40,1 г. Воду в нижнюю часть калориметра заливали до сборки частей, ориентируясь на нанесенные риски на внешней поверхности сосуда, а затем устанавливали верхнюю часть с конусом и отверстием для погружения образца. Размеры отверстия на 0,5 мм превышали размеры образцов, то есть были 49,5×4,2 мм, что обеспечивало свободное прохождение образца в сосуд калориметра. Отверстие быстро закрывалось поворотной заслонкой из того же материала после погружения образца.
В придонной области калориметра устанавливали термопару из сплава хромель-алюмель и измеряли температуру воды с точностью 0,1°С по предварительно оттарированному микропроцессорному прибору 2ТРМ0. После помещения образца в калориметр воду в нем перемешивали до момента выравнивания ее температуры в течение 5-7 секунд. Сварочный образец находился в сосуде под наклоном к стенке и опирался одним ребром в дно емкости, и боковой поверхностью на стенку. Образец погружается в воду примерно на 0,3-0,5 его длины. Вследствие большой площади соприкосновения сварочного образца с водой и высокой теплопроводности металла происходит полное выравнивание температуры воды и образца за время перемешивания. Результаты измерений и расчетов приведены в таблице 4 и на диаграммах фиг. 4.
Диаграммы получены для двух токов дуги 99 и 80 А. Средние значения удельной эффективной мощности по трем опытам показаны пунктирными линиями. Малая величина среднего алгебраического отклонения удельной эффективной мощности на 1 А для обеих токов свидетельствует о достаточно высокой точности определения количества тепла, поглощаемого свариваемыми образцами. Значения эффективной мощности получены без учета поправок на теплоотдачу от наплавляемых образцов при сварке и при переносе их в калориметр. Значения удельной эффективной мощности хорошо согласуются с результатами, полученными с помощью сложного калориметра Seebeck Envelope Calorimetr в работе GTA Welding Efficiency: Calorimetric and Temperature Field Meausuremtnts / B.W Giedt, L.N. Tfllerico and P.W. Fuerschbach//Welding Research Supperment. - 1989 t. - 96. - s. 28-32 при близких параметрах.
После заполнения сосуда калориметра водой его снова взвешивали и по разнице замеров заполненного и сухого калориметра определяли массу воды с точностью 0,01 г. Температуру образца до сварки принимали равной температуре помещения, в котором образцы выдерживались длительное время.
Конечную среднюю температуру воды в калориметре принимали после данным видеосъемки табло микропроцессорного прибора.
При выполнении расчетов удельную теплоемкость воды cW принимали по справочнику по среднему значению в интервале ее начальной температуры и температуры после выравнивания. Удельная теплоемкость стали cC, принималась по справочным данным как среднее значение в интервале между начальной температурой и температурой после выравнивания cC=0,465 Дж/(г°С), удельная теплоемкость полиэтиллентерефталата СП, принималась по данным ранее приведенного сайта постоянной сП=1,08 Дж/(г°С). Время переноса образца в калориметр определяли по видеосъемке. На каждом из токов дуги I=99 А и I=80 А производили по 3 опыта с некоторым изменением времени горения дуги td. Время горения дуги измерялось с помощью видеосъемки дуги со скоростью 120 кадров в секунду с точностью 0,01 с. Ток дуги измеряли с видеофиксацией цифровой панели источника питания, напряжение дуги - стрелочным вольтметром Э59 класса 0.5, также видеофиксацией.
Предварительно, путем проведения опытов по измерению температуры воды в калориметре, был рассчитан коэффициент В при таком же объеме воды, залитой в калориметр. Температуру измеряли с интервалом 10 секунд и для определения коэффициента по методу наименьших квадратов использовали стандартную компьютерную программу расчета экспоненциальной функции, приведенную в справочнике Дьяконова В.П. Справочник по алгоритмам и программам на языке Бейсик для персональных ЭВМ. М.: Наука. 1987. - 240 с. - С. 141, программа 5.22. В результате получили среднее значение В=1,7310-4 1/с при среднем относительном отклонении абсолютных величин от среднего значения САО 0,1%. Значения САО дают наиболее простую и наглядную оценку разброса опытных данных (см. Львовский Е.Н. Статистические методы построения эмпирических формул. М.: Высш. шк. - 1988. - 239 с. - С. 28).
После проведения опыта сначала рассчитывали среднюю температуру воды в калориметре WK1 с учетом потерь теплоты от калориметра в окружающую среду с помощью формулы (11). В результате температурная поправка (TW1-TW0) на снижение средней температуры воды в калориметре за счет теплоотдачи в процессе выравнивания температуры изменялась в опытах в пределах 0,07-0,1°С (таблица 4)
Затем вели расчет составляющих тепловой энергии сварки по формуле (4). Для повышения производительности расчетов была составлена компьютерная программа на языке С+, на которой выполняли все необходимые расчеты.
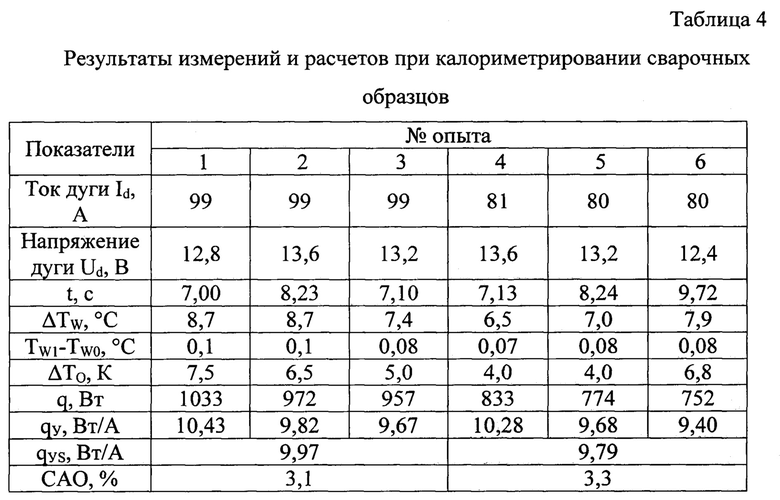

Примечание: qУS - среднее значение удельной эффективной мощности по данным трех опытов; ηS - среднее значение эффективного КПД по данным трех опытов.
Так как время горении дуги отличалось в разных опытах, что равносильно изменению скорости сварки при сварке протяженных сварных швов, то наилучшим образом разброс экспериментальных данных характеризует удельная эффективная мощность на 1 А тока дуги qy. САО для двух серий опытов разных токах отличаются незначительно. Значения эффективного КПД отличаются примерно на 4,5% в меньшую сторону, чем полученные в аналогичных условиях в работе GTA Welding Efficiency: Calorimetric and Temperature Field Meausuremtnts / B.W. Giedt, L.N. Tfllerico and P.W. Fuerschbach // Welding Research Supperment. - 1989 t. - 96. - s. 28-32 с помощью сложного калориметра Seebeck Envelope Calorimetr. При этом в данной работе калориметрирование проводилось для движущейся дуги. Известно, что с увеличением скорости сварки КПД несколько выше из-за интенсификации конвективной передачи тепла дугой к более холодному изделию. Поэтому точность измерений с помощью предлагаемого калориметра на уровне высокоточных сложных калориметров.
Удельная эффективная мощность qy в приведенной выше работе увеличивается с увеличением тока сварки. Приращение при увеличении тока на 100 А составляет 0,63-10-2 Вт/А2. В нашем случае аналогичное приращение составляет 0,9-10-2 Вт/А2. То есть в обоих случаях обнаружена подобная зависимость роста удельной эффективной мощности с ростом тока, причем диаметры вольфрамовых электродов были различны. Это свидетельствует о высокой точности измерений, обеспечиваемой при использовании калориметра предлагаемой конструкции.
Из таблицы 4 видно, что потери энергии на теплоотдачу от калориметра в процессе выравнивания температур весьма незначительны.
За значения qy и η принималось ее среднее значение по данным трех опытов на одном токе.
Пример 2. Проводили определение эффективной мощности сварочной дуги обратной полярности с плавящимся электродом при механизированной наплавке шва на образцы из алюминиевого сплава АМц (см. фиг. 1).
Наплавку вели от источника питания Kempi KMS-50 с подающим механизмом Kempi FastMig MXF 65 проволокой диаметром 1,2 мм, содержащей 99,7% алюминия. Расход защитного аргона по ротаметру установки составлял 20 л/мин. Наплавку выполнял квалифицированный сварщик. На данной установке задается скорость подачи проволоки, которая поддерживается постоянной, регулированием силы тока. Кроме того, записывали данные по току и напряжению дуги с помощью электронного регистратора на компьютер.
Определение эффективной мощности производили с помощью калориметрирования наплавленных сварочной дугой образцов (пластин) размерами 127×39×6 мм. После наплавки пластины помещали в калориметр из тонкостенного полиэтилентерефлата, с водой массой 500 г. Масса калориметра составляла 34,9 г. В верхней части калориметра было выполнено закрывающееся узкое отверстие с размерами, обеспечивающими быстрое погружение образца в воду. После погружения образца в воду отверстие закрывали во избежание утечки из него пара. Образцы наплавляли вдоль пластины по ее центру и погружали в воду стороной с более холодной частью, что сводило к минимуму испарение. При этом в случае испарения пар оседает на стенках калориметра, нагревает их и воду, что повышает точность измерений. Массу образцов определяли взвешиванием на химических весах с точностью до 0,01 г до сварки и после калориметрирования. Температуру образца до сварки принимали равной температуре помещения, в котором образцы выдерживались длительное время. При повторном использовании образца после его остывания его температура уточнялась с помощью специальной термопары, прижимаемой к поверхности. В придонной области калориметра устанавливали термопару и измеряли температуру воды с точностью 0,1°С по микропроцессорному прибору 2ТРМ0. После помещения образца в калориметр, воду в нем перемешивали до момента выравнивания ее температуры, что происходило в течение примерно 5 секунд.
Образцы располагались на решетчатом сварочном столе без прижатия, что обеспечивало небольшие потери энергии во время наплавки. Время наплавки в зависимости от тока дуги варьировалось от 3 до 10 секунд.
Эффективную мощность сварочной дуги qИ рассчитывали без учета потерь в окружающую среду в процессе наплавки и при переносе образца в калориметр по формуле:

где cW - удельная теплоемкость воды, Дж/(г⋅°С),
MW - масса воды, г,
ΔТB - изменение температуры воды по отношению к ее начальной температуре, °С,
cS - удельная теплоемкость сплава АМц, принималась по литературным данным cS=1,0 Дж/(г⋅°С),
MO - масса образца после окончания опыта, г,
ΔTO - изменение температуры пластины по отношению к ее начальной температуре, °С,
cS - удельная теплоемкость полиэтилена, принималась по литературным данным сП=1,0 Дж/(г°С),
MS - масса стенок емкости из полиэтилена, г,
tД - время горения дуги, секунд.
На токе дуги 200 А произвели 3 опыта с некоторым изменением времени горения дуги t. Время горения дуги измерялось с помощью видеосъемки дуги со скоростью 120 кадров в секунду с точностью выше 0,01 с. Ток дуги измеряли с видеофиксацией цифровой панели источника питания, напряжение сварки - стрелочным вольтметром Э59 класса 0.5 и также видеофиксацией. За значение эффективной мощности принималось ее среднее значение по данным трех опытов на одной установке тока. Результаты измерений и расчетов приведены в таблице 5.
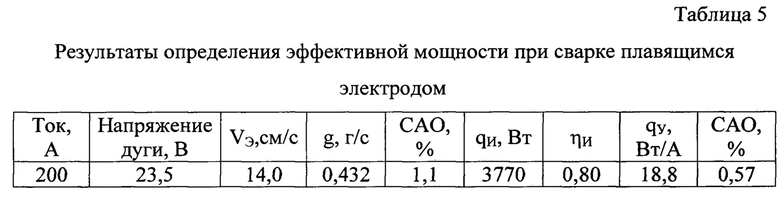
Примечание: g - производительность наплавки электродной алюминиевой проволоки; указаны значения САО для величины в предыдущем столбце.
Как видно из таблицы 5 значение САО=0,57% для удельной эффективной мощности очень мало, что свидетельствует о высокой стабильности и точности измерений тепловой энергии с учетом того, что время наплавки изменялось, а перемещение дуги вдоль образца производилось вручную.
Полученное значение эффективного КПД дуги с плавящимся электродом η=0,8 хорошо совпадает с литературными данными. В работе A. Haeslig, M.Kusch, P.Mair. Welding in the World. New findings on the efficiency of gas shielded arc welding. - 2012. - vol. 56. - P. 98-104 установлено, что дуга в аргоне с плавящимся электродом на обратной полярности имеет эффективный КПД в пределах η=0,73-0,91. Среднее значение получается η=0,82. С учетом того, что в примере 2 не учитывались потери на теплоотдачу, совпадение очень хорошее.
Предлагаемая конструкция калориметра отличается доступностью комплектующих материалов, что позволяет изготовить такой калориметр для большого диапазона толщин свариваемых изделий и проводить определение эффективной мощности не только в исследовательских целях, но и в условиях производственных лабораторий сварки и учебных заведений. Значительно сокращается трудоемкость проводимых опытов. В то же время обеспечивается высокая точность измерений тепловой энергии соответствующая точности ее воспроизведения в условиях сварки. Это свидетельствует о промышленной применимости калориметра и позволит проводить оптимизацию параметров сварки, существенно экономить как непосредственно сварочную энергию и затраты полной энергии ее преобразователей. Методика измерений количества тепла сварочных образцов с помощью предлагаемого калориметра имеет возможности повышения точности измерений за счет уточнения коэффициентов теплоотдачи с поверхности калориметра и уточнения степени выравнивания температуры стенок с температурой воды за время выравнивания температуры воды.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАЛОРИМЕТР | 2019 |
|
RU2717141C1 |
| КАЛОРИМЕТР | 2019 |
|
RU2717140C1 |
| КАЛОРИМЕТР | 2019 |
|
RU2707981C1 |
| Способ определения коэффициента полезного действия процессов сварки | 1980 |
|
SU984758A1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| КАЛОРИМЕТРИЧЕСКИЙ СПОСОБ ПРЕЦИЗИОННОГО ИЗМЕРЕНИЯ ТЕПЛОТЫ СГОРАНИЯ ПРИРОДНОГО ГАЗА И ДРУГИХ ВИДОВ ГАЗООБРАЗНОГО ТОПЛИВА | 1999 |
|
RU2169361C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2021 |
|
RU2791542C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОЕМКОСТИ МАТЕРИАЛА ОДНОВРЕМЕННО С ОПРЕДЕЛЕНИЕМ ЕГО ТЕМПЕРАТУРНОГО РАСШИРЕНИЯ | 2010 |
|
RU2439511C1 |
| Способ регулирования глубины проплавления при автоматической дуговой сварке | 2018 |
|
RU2707287C2 |
Изобретение может быть использовано для определения количества тепла, вводимого в изделие сварочными источниками тепла в процессе дуговой сварки или наплавки. Сосуд калориметра выполнен разъемным из двух плотно входящих одна в другую частей. Одна часть выполнена цилиндрической, а другая имеет цилиндрический участок и конический участок с возможностью взаимного продольного перемещения его цилиндрических участков для изменения объема сосуда в зависимости от длины сварочного образца. На конической части выполнено отверстие для введения в сосуд калориметрируемого сварочного образца. На конической части сосуда установлена поворотная заслонка для закрывания упомянутого отверстия после погружения сварочного образца в сосуд. Датчик температуры в донной части сосуда подключен к измерительному прибору через разъем, закрепленный на стенке снаружи сосуда. На наружную поверхность сосуда нанесены деления для измерения массы калориметрической жидкости. Малая толщина стенок сосуда обеспечивает минимум энергии, поглощаемой стенками, что обеспечивает высокую общую точность измерений. Калориметр имеет простую конструкцию при точности определения удельной эффективной мощности сварочной дуги ±2%. В качестве материала сосуда предлагается использовать полиэтилентерефталат. 1 з.п. ф-лы, 4 ил., 5 табл., 2 пр.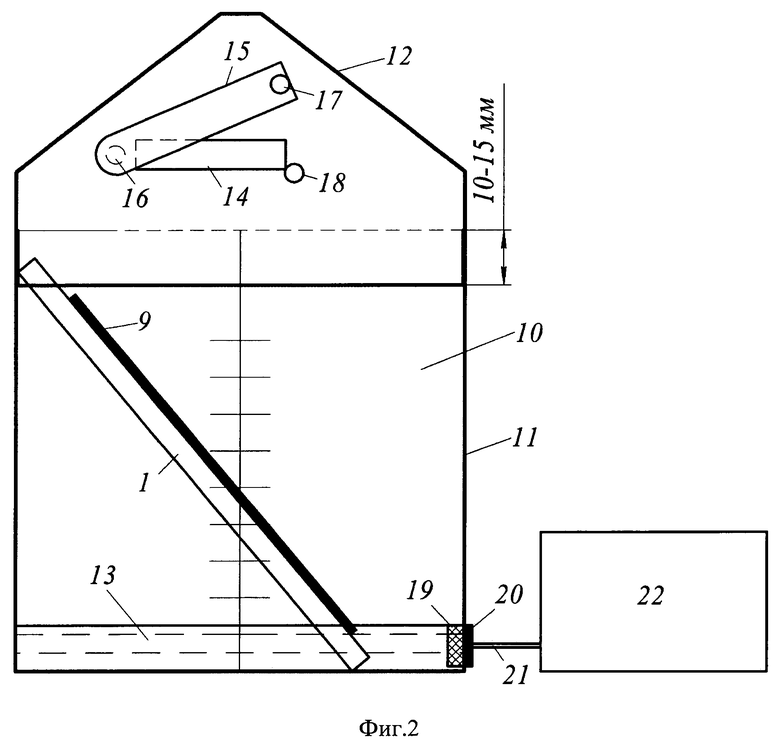
1. Сварочный калориметр для измерения тепловой энергии, введенной в сварочный образец в процессе дуговой сварки или наплавки, содержащий сосуд для размещения в нем калориметрической жидкости и сварочного образца, датчик измерения температуры калориметрической жидкости, расположенный в придонной области, отличающийся тем, что сосуд выполнен разъемным из двух плотно входящих одна в другую частей из прозрачного водонепроницаемого неметаллического термостойкого материала толщиной 0,2-0,4 мм, причем одна часть выполнена цилиндрической, а другая имеет цилиндрический участок и конический участок, высота которого составляет 0,25-0,45 высоты цилиндрического участка, при этом разъемный сосуд выполнен с возможностью взаимного продольного перемещения его цилиндрических участков для изменения объема сосуда в зависимости от длины сварочного образца, а на конической части выполнено отверстие для введения в сосуд калориметрируемого сварочного образца, при этом длина отверстия равна максимальной ширине сварочного образца, а ширина отверстия равна максимальной толщине свариваемого образца с допуском на его свободное прохождение, причем на конической части сосуда установлена поворотная заслонка для закрывания упомянутого отверстия после погружения сварочного образца в сосуд, а датчик температуры в донной части сосуда подключен к измерительному прибору через разъем, закрепленный на стенке снаружи сосуда, при этом на наружную поверхность сосуда нанесены деления для измерения массы калориметрической жидкости.
2. Сварочный калориметр по п. 1, отличающийся тем, что сосуд выполнен из полиэтилентерефталата.
| CN 203165302 U, 28.08.2013 | |||
| Калориметр | 1985 |
|
SU1323869A1 |
| Устройство для определения средней температуры металла в сварочной ванне | 1980 |
|
SU877350A2 |
| Устройство для коммутации электрических цепей постоянного тока | 1981 |
|
SU964758A1 |
| DE 10024147 C1, 04.10.2001. | |||

