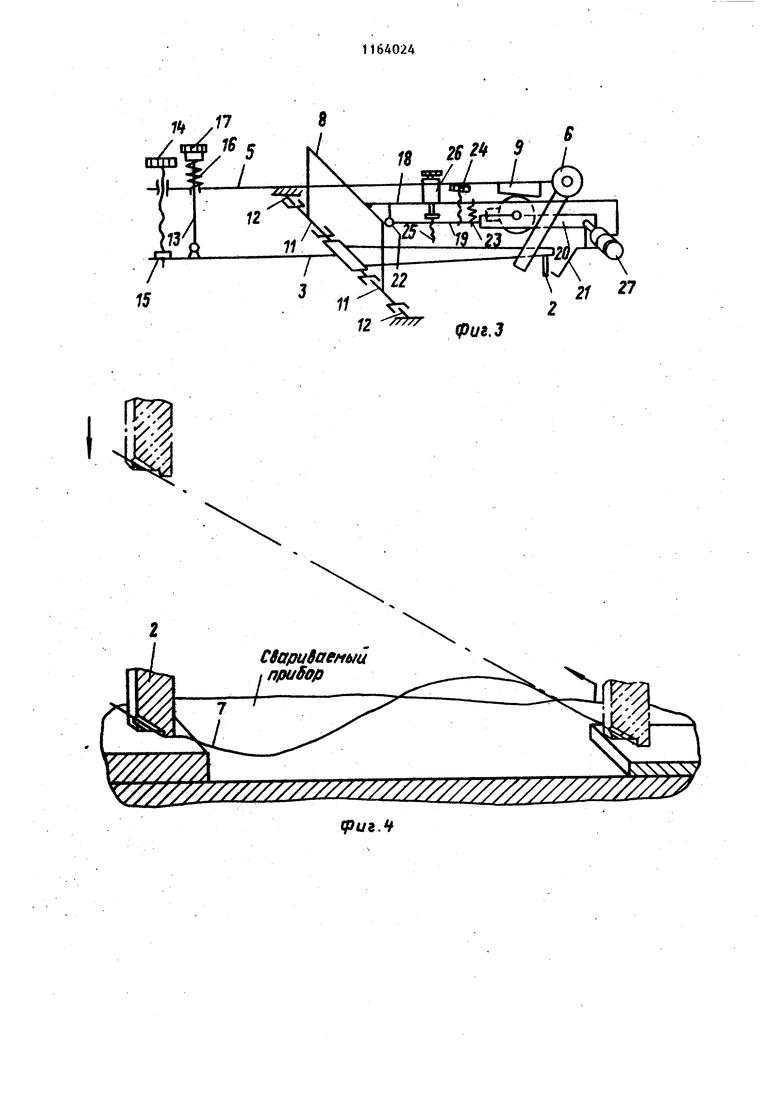
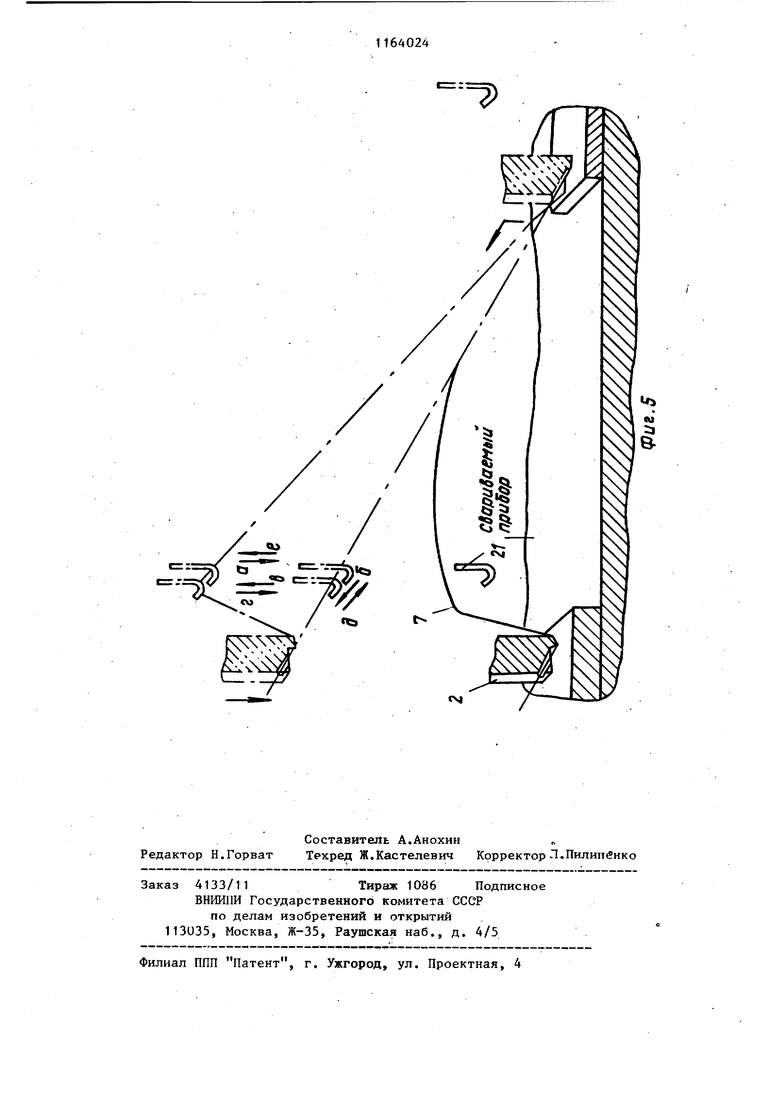
I Изобретение относится к микросва ке давлением и может быть использовано в установках для приварки проволочных перемычек при монтаже микросхем. Но основному авт. се. № 825296 известно устройстро для микросварки, Целью изобретения является расширение технологических возможностей устройства. На фиг. 1 схематически показано yctpoйcтвo, вид сбоку; на фиг, 2 то же, вид в плане; на фиг. 3 - кинематическая схема устройства; на фиг, 4 - схема процесса формировани привариваемой перемычки на известном устройстве; на фиг. 5 - схема процесса формирования привариваемой перемычки на устройстве. Устройство содержит размещенные в корпусе 1 держатель сварочного инструмента 2, выполненный в виде основного двуплечего рычага 3, при водной механизм вертикального пере мещения инструмента в виде кулачка 4 (на.фиг,3 условно не показан), расположенный на дополнительном дву плечем рычаге 5 механизм 6 подачи и обрыва проволоки 7 (условно не показана) , Дополнительный двуплечий рычаг 5 жестко закреплен на П-образном крон штейне 8 и взаимодействует через планку У посредством толкателя 10 (на схеме условно не показан) с кулачком 4. Основной двуплечий рычаг 3 закре лен на внутренней паре полуоосей 11 П-образного кронштейна 8, которьгй смонтирован в корпусе 1 с возможностью качания на наружной паре по луосей 12, Центры полуосей 11 и 12 расположены на общей О.СИ. Держатель 3 сварочного инструмента 2 установлен с возможностью взаимодействия с допол нительным рычагом 5 посредством регулируемЪй подпружиненной тяги 13 и упора 14 через электрический контакт 13, Тяга -13 шарнирно закреплена на основном двуплечем рычаге 3, свободно проходит через отверстие в дополнительном рЮчаге 5 и снабжена пружиной 16, усилие которой регулируется гайкой 17, На П-образном кронштейне 8 жестк закреплена несущая консоль 18 с 4 установленной на ней шарнирно с возможностью качания Б вертикальной плоскости подвеской 19, На подвеске 19 закреплено гибкое звено 20, несущее упругий, например, крючкообразный захват 21. . Подвеска Т9 соединена с консолью 18 шарниром 22 и пружиной 23 с возможностью периодического контактирования с регулируемым винтом 24, а посредством упора 25 и взаимодействия - с электромагнитом 26 в вертикальной плоскости. Гибкое звено 20 контактирует с якорем электромагнита 27 в плоскости, перпендикулярной оси инструмента. Электромагниты 26 и 27 неподвижно закреплены на несущей консоли 18. Электромагниты могут быть заменены пневмо-или гидроцилиндрами, а гибкое звено выполнено в виде шарнирно соединенных стержнеобразных звеньев. Установка работает следующим образом, В исходном Положении контактную площадку свариваемого прибора совмещают с вертикальной осью сварочного инструмента 2, при этом проволока 7 подается через боковое отверстие под торец свароч.сого инструмента. При вращении приводного кулачка 4 через толкатель 10 осуществляется поворот по часовой стрелке относительно неподвижной оси, проходящей черей центры полуосей 11 и 12, дополнительного рычага 5 совместно с механизмом 6 подачи и обрыва проволоки 7 и держателем 3 до соприкосновения сварочного инструмента 2 с контактной площадкой свариваемого прибора. После этого движение держателя 3 прекращается и происходит размыкание упора 14 и электрического контакта 15, что служит сигналом для начала дальнейшего программированного поворота дополнительного рычага 5 в том же направлении и последующей остановки кулачкового привода с подачей сварочного импульса в зону сварки. Во время сварки сварочное усилие на инструменте определяется в основном статическим усилием сжатия пружины 16 без влияния инерционных сил системы. По окончании сварки сварочный инструмент 2 посредством кулачкового привода совершает запрограммированное движение вверх на уровень перехода. Одновременно с этим свариваемый прибор перемещается посредством координатного стола или манипулятора, совмещая вторую контактную площадку с осью сварочного инструмен та 2. По достижении сварочным инструментом 2 уровня перехода над второй точкой сварки посредством электр рои чичлии ,joai/i.n iiwv,jt/v, .- v.« - « магнитов 26 и 27 совершает запрогра мированные движения крючкообразный захват 21, формируя привариваемую перемычку. На фиг. 5 стрелки и их буквенные обозначения указывают порядок и направление перемещений упругого захвата в процессе формирования проволочной перемычки. Из верхне-бокового исходного положения рабочая часть крючкообразного захвата 21 совершает а - опускание вертикально вниз вдоль оси инструмента; б - горизонтальное перемещение под перемычку (между инструментом и первой точкой сварки) в - подъем вверх на заданную величину, равную необходимой высоте пере.мычки над кристаллом (при этом проволока вытягивается из-под инстру24мента), г,д,е - последовательный возврат в исходное положение. Затем сварочный инструмент 2 опускается на вторую контактную площадку свариваемого прибора, образуя проволочную перемычку. Процесс сварки тот же, что и на первой контак гной площадке..После сварки производится обрыв приваренной проволоки за свар - --. „ым соединением, сварочный инструмент поднимается в исходное положение и свариваемая проволока по дается под его торец. Механизм формирования перемычки позволяет расширить технологические возможности устройства, то есть перед второй сваркой каждой перемычки придать ей заданную форму. Кроме того, установкой захвата 21 необходимой упругости без дополнительных устройств обеспечивают контроль ка-г чества сварного соеДинения после второй св.арки посредством запрограммированных движений захвата. Механизм формирования ретли прост в изготовлении, надежен в работе и не требует изменения конструкции устройства микросварки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая установка для присоединения проволочных выводов | 1988 |
|
SU1625630A1 |
| Устройство для микросварки | 1978 |
|
SU825296A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Устройство для микросварки | 1975 |
|
SU569418A1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Автомат для ультразвуковой микросварки | 1982 |
|
SU1044451A1 |
| Устройство для микросварки | 1979 |
|
SU872120A1 |
| Автоматическая установка для присоединения проволочных выводов | 1983 |
|
SU1215928A1 |
| Автоматическая установка для присоединения проволочных выводов | 1985 |
|
SU1312869A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
УСТРОЙСТВО ДЛЯ МИКРОСВАРКИ по авт. св. 825296, отличающееся тем, что, с целью расширения техйологических возможностей, оно снабжено механизмом формирования перемычки, выполненным в виде несущей консоли, жестко закрепленной на П-образном кронштейне, и шарнирно-соединенной с ней подвески с гибким звеном и упругим захватом, а также двумя электр 1агнитами, размещенными на консоли, причем подвеска и гибкое звено установлены с возможностью качания во взаимно перпендикулярных плоскостях. 5 С/) с Ю фиг,г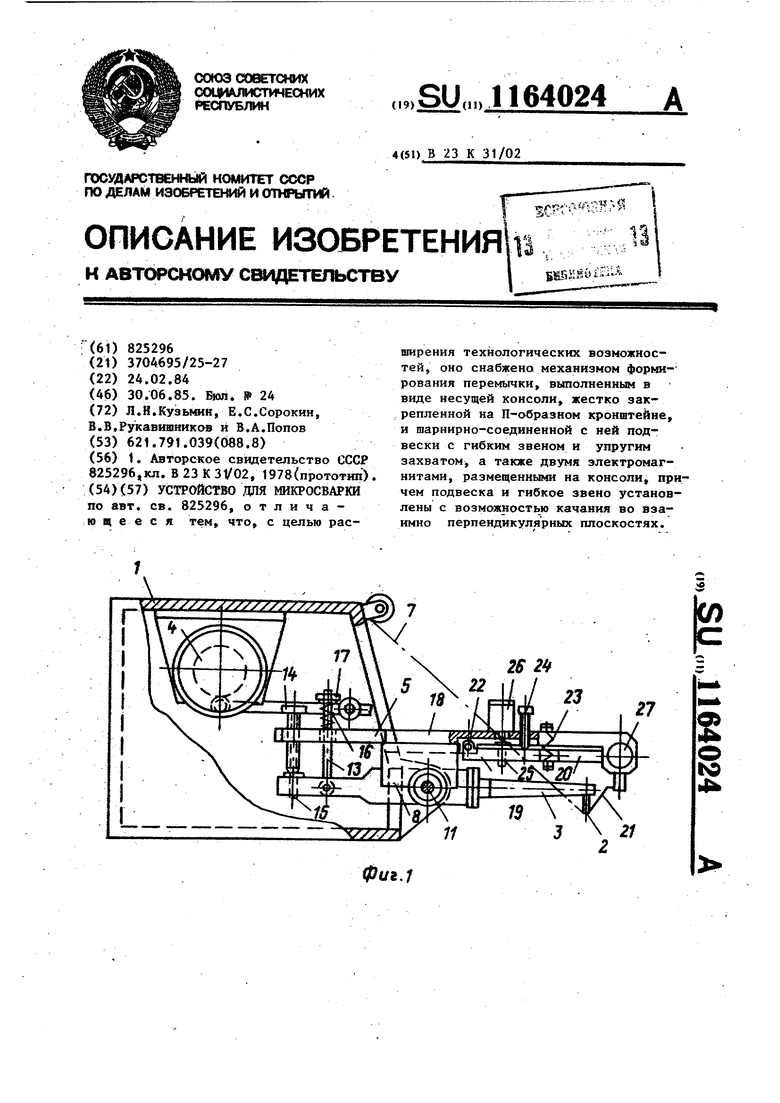
С9ариВаен1ии t прибор
игМ J -f// / Ъ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для микросварки | 1978 |
|
SU825296A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
