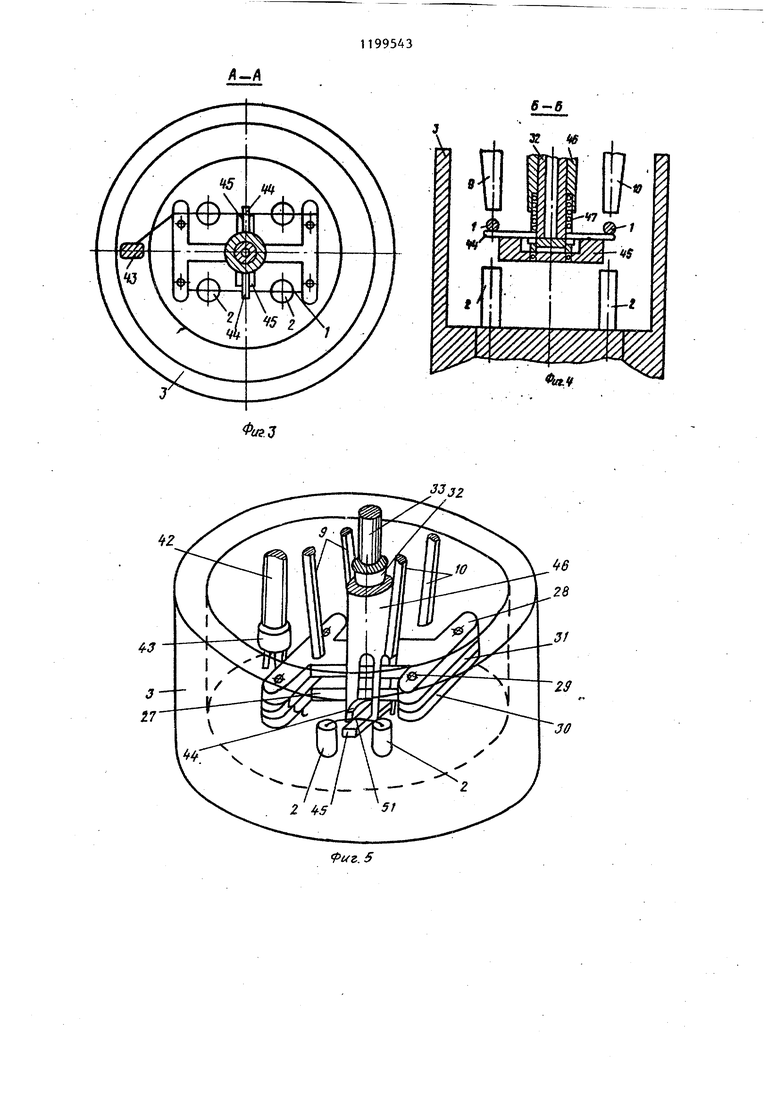
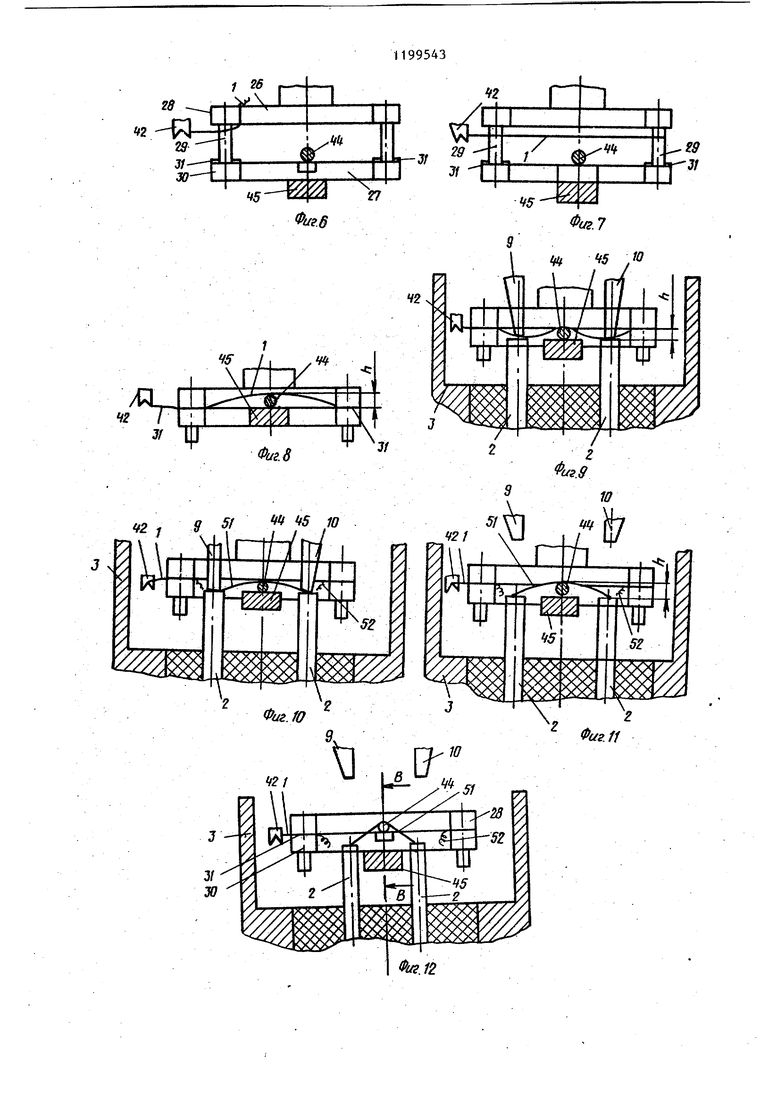
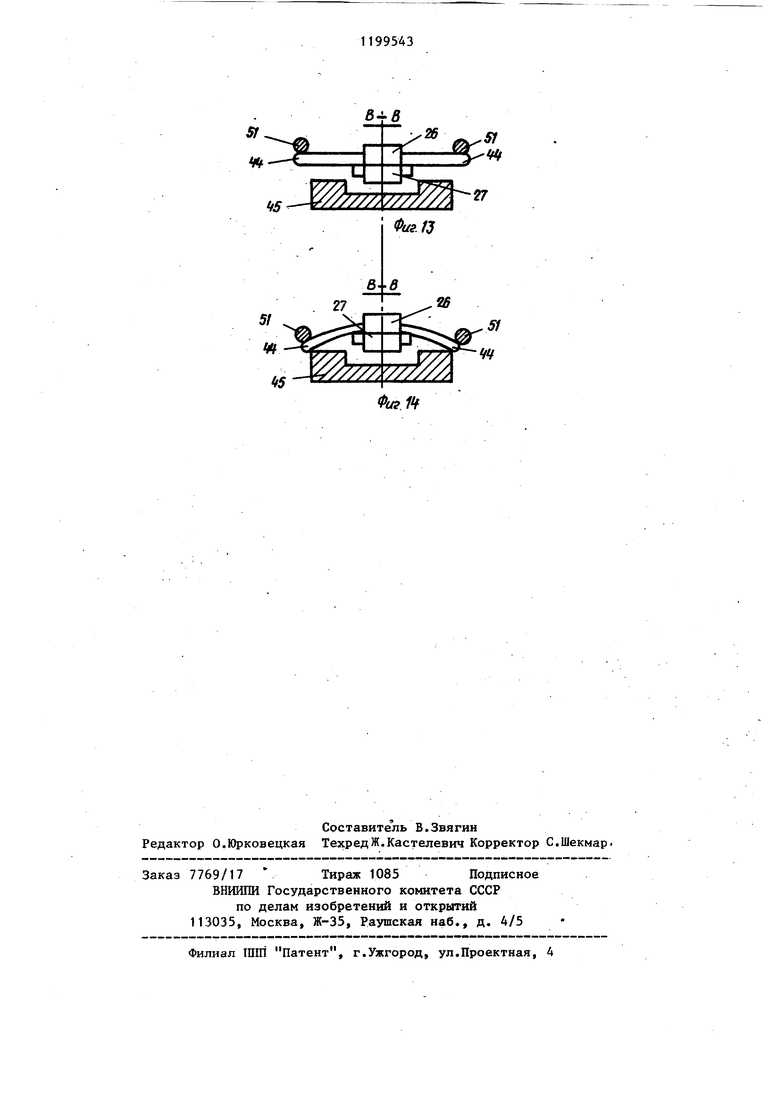
f 119 Изобретение относится к микро- t сварке, в частности к устройствам для приварки мостиков из проволоки к контактным площадкам, расположенным в углублении изделия, и предназначено для использования в приборостроении. Целью изобретения является повышение качества сварки, а также снижение трудоемкости за счет совмещения операции выведения прижимов из, углубления изделия с операцией контроля качества сварного соединения и исключения измерения выгиба мостиков после сварки. На фиг. 1 изображено устройство для приварки мостиков из проволоки к контактным площадкам, расположенным в углублении изделия, в исходном положении; на фиг. 2 - механизм подачи проволоки (держатели с прижимами введены в углубление изделия), продольный разрез; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - сварочные инструменты и держатели 1-образной формы механизма подачи проволоки в положении испытания мостика на отрыв при выведении прижимов из углубления изделия; на фиг. 6 - держатели с прижимами для проволоки до введения механизма подачи проволоки в углубление издел я, после зажатия конца проволоки к верхней полке; на фиг. 7 - то же, после намотки привариваемых участков проволоки на ориентеторы; на фиг. 8 - то же, после зажатия проволоки в прижимах и взаимодействия брусов и прижима (для придания брусам жесткости); на фиг. 9 - то же, после введения механизма подачи проволоки в углубление изделия и опускания сварочных инструментов на контактные площадки; на фиг. 10 - то же, после пропускания сварочного тока; на фиг.11 -то же, после подъемасвароч- ных инструментов; на фиг. 12 - то же, после опускания /контактировавшего с брусами прижима; на фиг. 13 - сечение В-В на фиг. 12 (после опускания прижима); на фиг. 14 - то же, в стадии подъема механизма подачи проволоки и взаимодействия брусов с приваренными мостиками. Устройство для приварки мостиков5 из проволоки 1 к контактным площадкам 2, расположенным в углублении изделия 3, содержит станину 4, на кото431 рой смонтированы механизмы 5 подачи проволоки, кассета 6 с проволокой 1, координатные столики 7 и 8 с механизнами сжатия со сварочными инструментами 9 и 10, а координатный столик 11 с пневмоцилиндром 12, осуществляющий подъем и опускание гневда 13 для изделия 3. Последнее выполнено из электроизоляционного матеРиала и содержит контакты 14 и 15, взаимодействующие со штьфями, являющимися продолжением контактных площадок 2. К контактам 14 и 15 присоединены токоподводы 16 и 17, соединенные с источником питания (не показан). Сварочные инструменты 9 и 10 соединены с источником питания с помощью токоподводов 18 и 19. Механизм сжатия содержит рычаги 20 и 21, установ bie на осях на координатных столиках 7 и 8 и несущие сварочные инструменты 9 и 10, а также пружины 22 и 23, создающие усилие сжатия, и штоки 24 и 25, взаимодействующие с рычагами 20 и 21, осуществляя подъем и опускание сварочных инструментов 9 и 10. Механизм подачи проволоки 1 снабжен двумя держателями 26 и 27 1-образной формы, один из которых выполнен с полками 28, несущими ориентаторы 29 для проволоки, а второй - с полками 30, несущими прижимы 31 для проволоки. Прижимы 31 держателя 27 взаимодействуют с противолежащими частями держателя 26. Держатель 26 закреплен в своей средней части между полками 28 на конце поворотной, относительно ее продольной. оси втулки 32, а держатель 27 на конце приводнЬго штока 33, кото-рый помещен внутри втулки 32 и подвижен относительно нее вдоль оси. Сварочные инструменты 9 и Ш расположены между полками 28 и 30 держателей 26 и 27. Гнездо 13 с изделием 3с помощью пневмоцилиндра 12 перемещается относительно держателей 26 и 27 вдоль оси поворота держателей. Втулка 32 закреплена на шайбе 34, поворотной относительно корпуса 35, смонтированного на станине 4. Положение поворотной шайбы 34 определяется фиксатором 36. Шток 33 подпружинен относительно шайбы 34 с втулкой 32 с помощью пружины 37. Шайба 34 снабжена винтом 38 с шариком 39, периодически взаимодействующим с поворотным относительно шайбы 34 и штока 33 кулачком 40,
3
который также периодически взаимодействует с кнопкой 41, закрепленной на штоке 33. Такое вьшолнение механизма 5 подачи позволяет зажимать проволоку 1 прижимами 31 е возможностью проскальзывания пружиной 37, заклинивать проволоку 1 в прижимах 31 с помощью кулачка АО, а также полностью раскрывать держатели 26 и 27 для их очиртки от остатков проволоки, нажимая кнопку 41, для чего кулачок 40 устанавливается в такое положение, когда он не упирается в кнопку 41. От кассеты 6 проволока 1 подается между держателями 26 и 27 с помощью направляющей вилки 42 с прижимом 43, предотвращающим убегание проволоки 1 при обрыве. К боковой стейке держателя 27 на середине с обеих сторон привариваемых участков проволоки. 1 перпендикулярно им прикреплены упругие брусы 44 выше линии натяжения проволоки в прижимах 31 на толщину бруса, которые периодически взаимодействуют с прижимом 45, изменяя таким образом свою жесткость. Прижим 45 закреплен параллельно бру|Сам в нижней части разрезной (снизу) втулки 46, установленной с возможностью перемещения относительно вТулки 32 под действием пружины 47 при повороте кулачка 48 за ручку 49. Положение кулачка 48 определяется фиксатором 50. Взаимодействие брусов 44 с прижимом 45 перед пропусканием сварочного тока позволяет их сделать жесткими и. таким образом получить заранее (до сварки) необходимый выгиб мостика 51. Для этого, исходя из заданного выгиба мостика 51, берут брус в виде плоской или круглой пружины соответствующей выгибу мостика толщины. Кроме того, отведение прижима 45 от брусов 44 (т.е. их освобождение) придает им гибкость и дает возможность при выведении 1-образных держателей из углубления изделия 3 взаимодействовать упругим брусам 44 с приваренными мостиками 51 и таким образом испытьшаТь их на прочность, не разрывая их. При зтом гибкие (упругие) брусы 44 предварительно тарируются на контрольное усилие отрыва. После приварки мостика 51 в зажимах остаются остатки 52 проволоки.
С помощью предлагаемого устройства осуществляется приварка мости99543
ка 51 к контактньм площадкам 2, заглубленным в изделие 3 (в конкретном примере осуществляется приварка двух параллельных мостиков 51 к чеJ тырем контактным площадкам 2, расположенным в углублении изделия 3). Устройство работает следующим образом.
Проволока 1 сматьшается с кассе 0 ты 6, вводится под прижим 43 направляющей вилки 42, а затем в ее паз, который находится на уровне натяжения проволоки 1, затем проволока 1 подается между держателями 26 и 27,
JJ где ее конец жестко зажимают на полке 28 (фиг. 8). После этого держатели 26 и 27 поворачиваются вместе с шййбой 34 на 360 , при этом проволока 1 сматывается с кассеты 6 и
2Q входит между держателями 26 и 27, накладываясь на ориентаторы 29 (фиг. 9). Потом поворотом кулачка 40 шток 33 поднимается вверх и прижимами 31 проволока 1 зажимается в держателях 26 и 27 с возможностью проскальзывания пружиной 37. При этом проволока 1 взаимодействует с упругими брусами 44, немного вытягиваясь из прижимов 31. Одновременно упругие брусы 44 также прогибаются. После
30 этого, поворачивая кулачок 48 за ручку 49, втулка 46 под действием пружины 47 поднимается вверх и прижим 45 входит в контакт с гибкими брусами 44, придавая им жесткость. При этом участок проволоки 1 поднимается в верх прижима 45 на толщину бруса 44, образуя мостик необходимой высоты h (фиг. 10).
Далее в токоподводящее гнездо 13
40 устанавливается изделие 3 так, что контактные площадки 2 подсоединяются контактами 14 и 15 через токоподводы 16 и 17 к источнику питания. Затем в пневмоцилиндр 12 подается сжа45тьй воздух от пневмосети, и гнездо 1 3 с изделием 3 перемещается вверх вдоль оси поворота держателей 26 и 27, при этом держатели входят внутрь углубления изделия 3 и подают натянутую между прижимами проволоку 1 с необходимым выгибом h в зону сварки над контактными площадками 2. При этом точность положения натянутых между прижимами проволок 1 относительно контактных площадок 2 изделия 3 регулируется координатным столиком 11. Сварочные инструменты 9 и 10 устанавливаются над двумя параллельно натянутыми между прйкимами проволоками, причем их по ложение регулируется с помощью координатных столиков 7 и 8. В исходном положении сварочные инструменты 9 и 10 расположены над натянутыми между прижимами проволоками 1t С помощью штоков 24 и 25 рычаги 20 и 21 опускаются, поворачиваясь на шарнирах, и под действием пружин 22 и 23 сварочные инструменты 9 и 10 опускаются на проволоку 1, зажатую прижимами 31 с возможностью проскальзывания, и вытягивают .ее из прижимов, прижимая к контактным площадкам 2 изделия 3 с необходимым выгибом /фиг. 11). После этого от источников питания через пары токоподводов 16, 17 и 18, 19 подается сварочный ток, в результате чего проволока,1 приваривается к контактным площадкам 2 изделия 3 в виде мостика 51. При зтом в зажимах остаются остатки 52 проволоки 1 (фиг, 12). Затем сварочные инструменты 9 и 10 поднимаются. При этом получен приваренный мостик 51 с необходимым выгибом h из проволоки 1 между контактными площад ками 2 изделия 3. Мостики 51 находят ся в контакте с жесткими (на данный момент) брусами 44 за счет взаимодействия их с прижимом 45 (фиг.13 После этого, поворачивая кулачок 48 за ручку 49, втулка 46 перемещается вниз, сжимая пружину 47. Одновременно прижим 45 перемещается вниз и освобождает брусы 44 от взаимодействия с ним, они становятся упругими (гибкими) и находятся в контакте с мостиками 51 (фиг. 14 и 15). После этого отключается подача в пневмо цилиндр 12 сжатого воздуха, возврат-гной пружиной гнездо 13 с изделием 3 опускается вниз и держатели 26 и 27 с прижимами выводятся из углубления изделия 3. При этом в нaчa IЬHoй стадии выведения прижимов из углубления изделия 3 (фиг. 7 и 14) упругие брусы 44, та1)ированные на контрольное усилие, взаимодействуют с приваренными мостиками 51,.отрывая их от контактных площадок 2 в случае некачественной сварки. Если качество приваренных мостиков 51 соответствует заданным требованиям И мостики 51 не отрываются, то гибкие брусы 44 изгибаются, а качественно приваренные мостики 51 соскальзывают. После выведения прижимов из углубления изделия 3 для очистки держателей от остатков проволоки нажимается кнопка 41, прижимы 31 с держателем 27 отводятся от противолежащих держателя 26 и остатки 52 проволоки удаляются. Для приварки мостиков к следующему изделию все операции повторяются. Применение предлагаемого устройства позволяет повысить качество сварных мостиков между контактными площадками, расположенными в углублении изделия, за счет получения сварного мостика с заданным его выгибом, необходимым для исключения его обрыва вследствие возникающих термонапряжений при большом перепаде температур в процессе эксплуатации изделия. Кроме того, понижается трудоемкость процесса за счет исключения замера выгиба мостика после сварки, а также за счет контроля качества сварного соединения путем испытания его на отрыв одновременно с операцией выведения прижимов из углубления изделия путем использования хода выведения.
го
ft
и
/////////Ay/W/JW
4 JPui. /
«/
6-в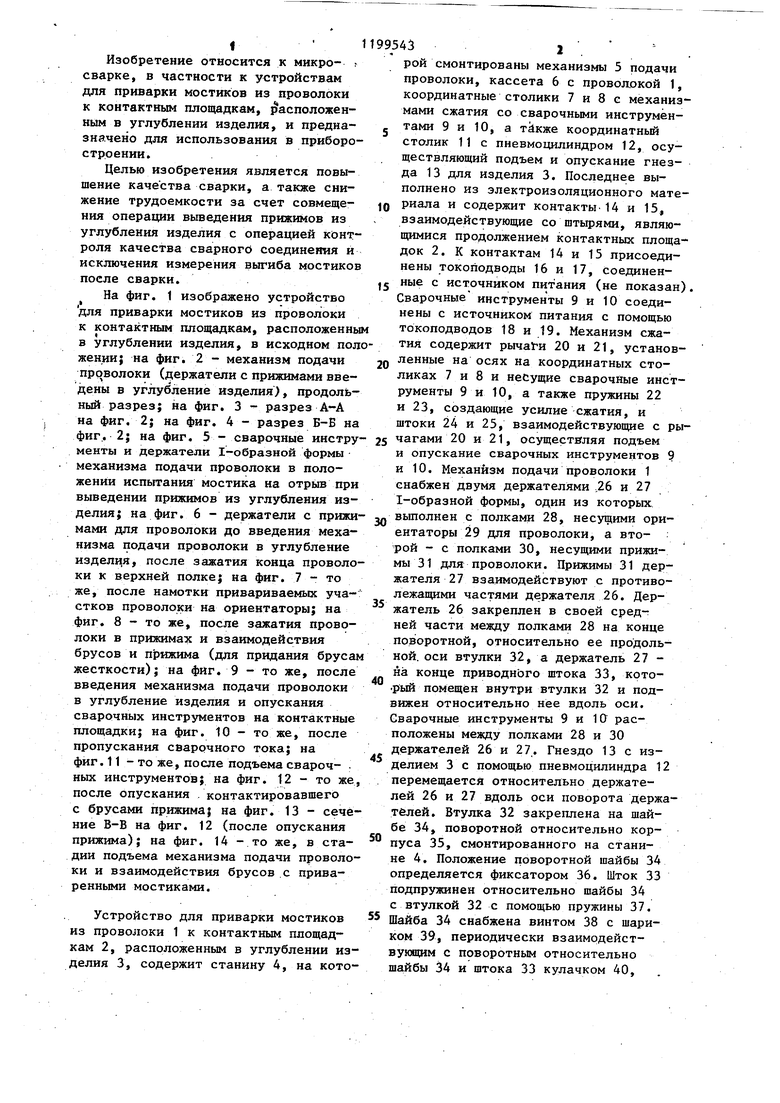
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU967726A1 |
| Устройство для приварки мостиков из проволоки к контактным площадкам | 1981 |
|
SU1026988A2 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU1031683A1 |
| Устройство для приварки мостиков из проволоки к контактным площадкам | 1977 |
|
SU695784A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1979 |
|
SU867573A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1982 |
|
SU1038143A2 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1983 |
|
SU1082586A1 |
| Способ приварки,преимущественно упругой скручивающейся микропроволоки к контактным площадкам и устройство для его осуществления | 1982 |
|
SU1038141A1 |
| Устройство для приварки микропроволоки | 1978 |
|
SU737168A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1985 |
|
SU1268345A1 |
УСТРОЙСТВО ДЛЯ ПРИВАРКИ МОСТИКОВ ИЗ МИКРОПРОВОЛОКИ К КОНТАКТНЫМ ПЛОЩАДКАМ, содержащее кассету с проволокой, сварочные инструменты, гнездо для изделия и механизм подачи проволоки, выполненный в виде двух держателей 1-образной формы, подпружиненных один относительно другого с возможностью поворота относительно их общей оси, на полках одного из которых установлены ориентаторы, а на полках другого - прижимы для проволоки, при этом гнездо для изделия и держатели смойтированы с возможностью взаимного перемещения вдоль оси их поворота, о тли чающееся тем, что, с целью повышения качества сварки, оно снабжено механизмом контроля прочности сварки, выполненным в виде двзгх упругих брусов, прижима и разрезной с одной стороны втулки, при этом упругие брусы закреплены на боковых стенках 1-образного держателя, расположенного со стороны гнезда для изделия, в плоскости симметрии, нормальной к плоскости 1-об(Л разного держателя, прижим закреплен в плоскости, параллельной плоскости упругих брусов, на конце разрезной части втулки, которая установлена с возможностью перемещения вдоль оси поворота 1-образного держателя. €О ОП й Од
Фиг. 5
JJJ2
29
W
29 -J/
ш
y/TT/ T//.
B-B
iftf
7
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU967726A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
