(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Установка для вертикального формования бетонных изделий | 1987 |
|
SU1447673A1 |
| Виброударная установка для формования изделий из бетонных смесей | 1983 |
|
SU1174263A1 |
| Установка для изготовления в вертикальном положении изделий из бетонных смесей | 1987 |
|
SU1539062A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Кантователь формовочно-тепловых щитов кассеты | 1981 |
|
SU1043009A1 |
| Установка для изготовления в вертикальном положении изделий из бетонных смесей | 1989 |
|
SU1671459A2 |
| Кассетная форма для изготовления железобетонных изделий | 1988 |
|
SU1608049A1 |
| Установка для формования объемных элементов | 1981 |
|
SU992194A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU850393A1 |

Изобретение относится к производству строительных изделий и конструкций и служит для повышения качества. Линия содержит основание, пакет тепловых щитов, клиновые формы на два изделия, рольганг и механизмы перемещения. Клиновые формы установлены стационарно посредством упругих элементов, снабжены вибровозбудителями и расположены попарно соосно на входе и выходе рольганга. Пакет тепловых щитов установлен с возможностью подъема и перемещения вдоль рольганга, взаимодействует с клиновыми формами поочередно. 3 ил.
Изобретение относится к производству строительных изделий и конструкций, в частности к технологическим линиям и установ- кам кассетно-конвейерного типа для формования панелей внутренних стен и перекрытий.
Цель изобретения - повышение качества изделий за счет исключения ранних распалубки и перегрузок и интенсификации вибрации.
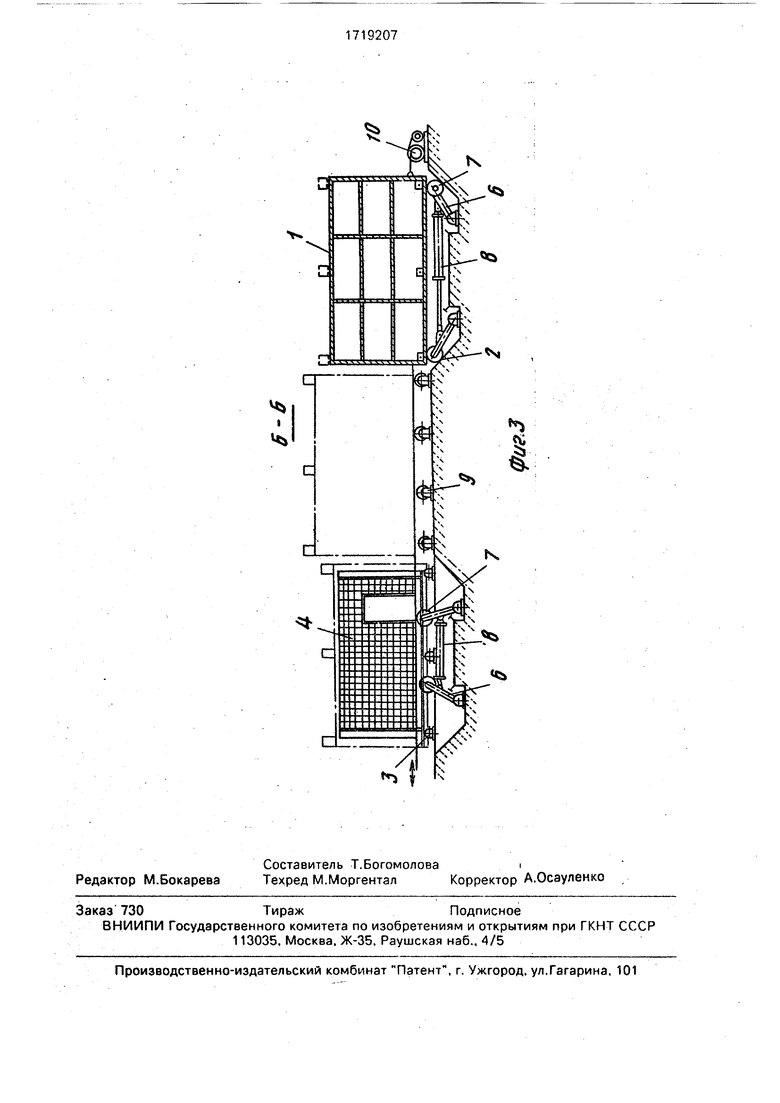
Нафиг.1 изображена линия для изготовления плоских железобетонных изделий, вид в плане; на фиг.2 - разрез А-А на фиг,1; на фиг.З - разрез Б-Б.на фиг,1.
Линия для изготовления плоских железобетонных изделий содержит пакет тепловых щитов 1, образующих подвижный жесткий короб, стационарно установленные на основании 2 посредством упругих элементов 3 клиновые формы 4 с образованием
клина в вертикальной плоскости. На основании 2 между формами 4 установлены механизмы 5 для сборки и распалубки в виде шарнирных рычагов 6 с роликами 7. Приводом для поворота рычагов 6 может быть, например, шарнирно закрепленный между рычагами 6 силовой цилиндр 8.
Стационарные клиновые формы 4 расположены попарно соосно на входе и выходе рольганга 9. На основании 2 установлен также привод 10 для горизонтального перемещения распалубленного короба из тепловых щитов 1 вдоль рольганга 9, например, в виде электрической лебедки. Стационарные клиновые формы 4 имеют постоянные системы паро- и электроснабжения с отключающими устройствами {задвижки и выключатели) и снабжены вибровозбудителями 11, например, в виде закрепленного внутри теплового щита формы 4 продольною к о -ч
го вала с дебалансами с приводом от электродвигателя, встроенного либо вынесенного за пределы формы.
Технологическая линия работает следующим образом.
На начальный момент времени пакет тепловых щитов 1 находится на верхнем (см.фиг.1) блоке клиновых форм 4, и к этому времени в них закончился полный цикл термообработки изделий, который длился в течение всей 3-ей нерабочей смены. Нижние клиновые формы подготовлены для продолжения технологического процесса (последо- вательно при помощи мостового крана произведена распалубка изделий, чистка и смазка двусторонних форм, армирование).
Производится выпрессовка пакета тепловых щитов 1 под воздействием распалу- бочного механизма 5. Это осуществляется втягиванием штоков силовых цилиндров 8, которые, поворачивая рычаги 6 с роликоо- порами 7, поднимают последние до соприкосновения с опорными поверхностями тепловых щитов 1. При дальнейшем втягивании штока силового цилиндра 8 роликоо- поры 7 выдавливают вверх пакет щитов 1 до уровня рольганга 9. При этом пакет 1 проходит точку максимального подъема и после прохождения рычагами 6 вертикального положения фиксируется на основании 2 при помощи упора. Поскольку клиновые формы 4 с отформованными изделиями стационарно закреплены на основании 2, то при подъеме щитов 1 происходит распалубка изделий. Далее при помощи привода 10 распалубленный пакет щитов 1 перемещается по роликам рычагов 6 и рольганга 9 в промежуточное положение между блоками клиновых форм, где производится его чистка и смазка. Далее пакет щитов 1 перемещается к нижним (см.фиг.1) клиновым формам 4. Таким образом, он расположится на ролмко- опорах 7 между подготовленными к работе клиновыми формами 4, но несколько выше, с зазорами от последних.
Запрессовка пакета щитов 1 на клиновые формы 4 осуществляется под его собственным весом при выдвижении штоков силовых цилиндров 8, вследствие чего рычаги 6 с роликоопорами 7 поворачиваются, опускаются вниз и выходят из контакта с опорными поверхностями пакета щитов 1, так как последние опускаются только до заклинивания на формах 4. Таким образом, образуется пакет тепловых щитов 1, навешенных на блок клиновых форм 4, опертых на основание 2 посредством упругих элементов 3, т.е. имеющий возможность совершать колебательные движения под воздействием вибрации от вибровозбудителей 11. Блок тепловых щитов подключается к системе пароподачи. Далее приступают к укладке бетона, его виброобработке, а затем термообработке по полному циклу, после чего цикл работы технологической линии повторяется.
Таким образом, производятся челночным способом все операции, при этом, в то время как один блок клиновых форм проходит подготовку к формованию, то на другом блоке с подвижными термощитами производится укладка бетона с последующей термообработкой.
Формула изобретения
Линия для изготовления плоских железобетонных изделий, содержащая основание, пакет тепловых щитов, клиновые формы на два изделия, рольганг и механизмы пере- , запрессовки и распалубки с приводами, отличающаяся тем, что, с целью повышения качества изделий за счет исключения ранних распалубки и перегрузок и интенсификации вибрации, клиновые формы установлены стационарно на основании
посредством упругих элементов, снабжены вибровозбудителями и расположены попарно соосно на входе и выходе рольганга, а пакет тепловых щитов установлен с возможностью подъема и перемещения вдоль рольганга и поочередного взаимодействия с клиновыми формами.
Л
Ч
h
ча,
k
Ч
л
| Технология заводского домострое- ния/Сб.науч.трудов ЦНИИЭП жилища | |||
| М., 1988, с.52, рие.З | |||
| Кассетная установка для изготовления строительных изделий | 1987 |
|
SU1447674A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
