t4iiii.
«
Од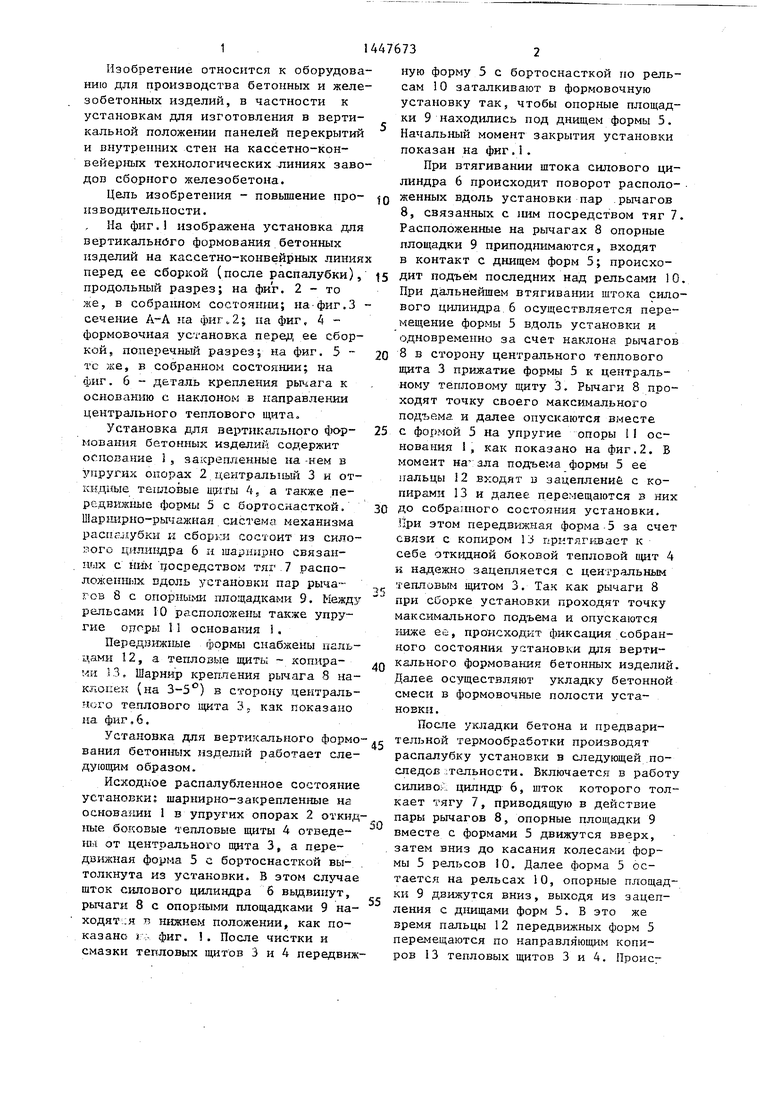
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная установка для вертикального формования бетонных изделий | 1986 |
|
SU1379118A1 |
| Установка для вертикального формования строительных изделий | 1980 |
|
SU897523A1 |
| Установка для изготовления многопустотных плит в вертикальном положении | 1988 |
|
SU1673454A1 |
| Горизонтально-замкнутая конвейерная линия для вертикального формования бетонных изделий | 1984 |
|
SU1207775A1 |
| Установка для вертикального формования бетонных изделий | 1984 |
|
SU1331648A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1985 |
|
SU1433811A1 |
| Установка для изготовления объемных элементов | 1978 |
|
SU880744A1 |
| Установка для формования объемных элементов | 1977 |
|
SU1000278A1 |
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
Изобретение относится к оборудованию для производства бетонных и железобетонЁШх изделий, в частности к установкам для изготовления в вертикальном положении панелей перекры-, тий и внутренних стен. Изобретение обеспечивает повышение производитель-, ности благодаря тому, что подвижные формы 5 снабжены пальцами 12 и опорами в виде вертикальных листов, тепловые щиты - копирами 13 с наклонными пазами, силовой цилиндр 6 - тягой, рычаги шарнирно-рычажной- системы упругими опорными Ш101ца.дками 9, при этом шариирно-рычажная система выполнена в виде расположенных вдоль установки пар рычагов 8, шарнирно соединенных одним КОЯ1ШМ с основанием 1, другим - с тягой силового цилиндра 6, причем опоры форм 5 контах тируют с упругими опорными площадками 9, а пальцы 12 форм - со стенками пазов копиров 13. 1 3.и. ф-лы, 6 ил. и Jb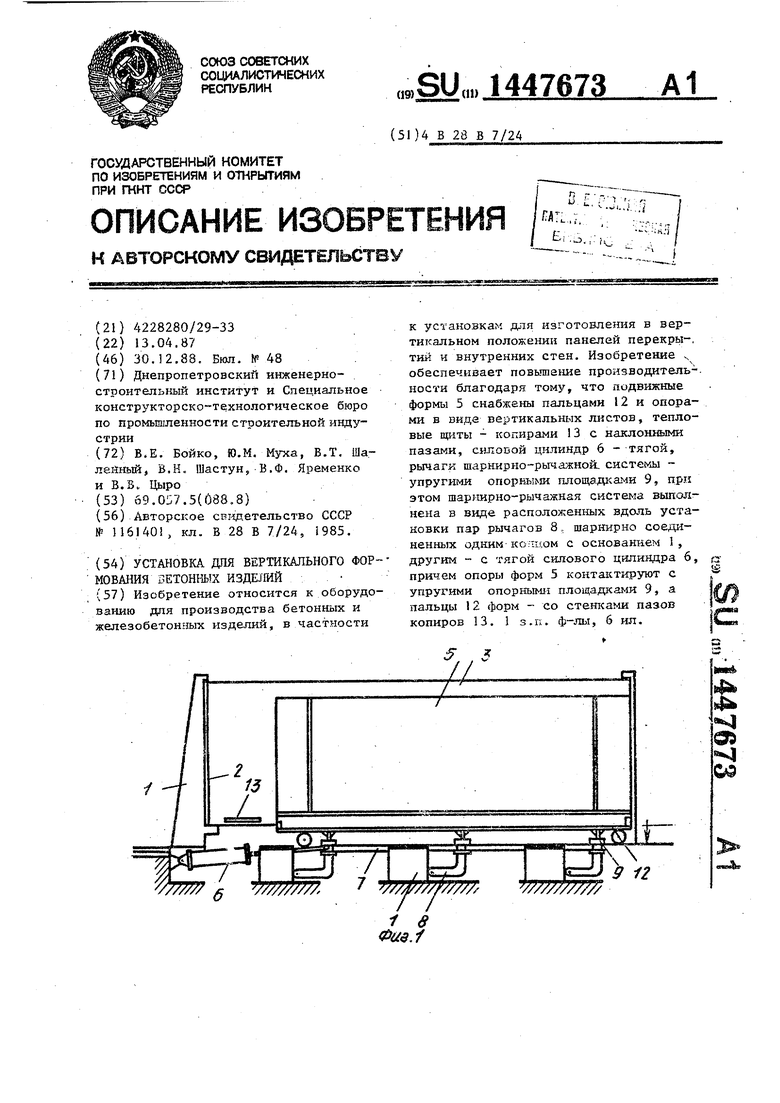
/ / / в Фб(д,
Изобретение относится к оборудованию для производства бетонных и железобетонных изделий, в частности к установкам для изготовления в вертикальной положении панелей перекрытий и внутренних стен на кассетно-кон- вейертагх технологических линиях заводов сборного железобетона.
Цель изобретения - повышение производительности.
На фиг.1 изображена установка для вертикального формования бетонных изделий на кассетно-конвейрных линиях
to
ную форму 5 с бортоснасткой по рельсам 10 заталкивают в формовочную установку так, чтобы опорные площадки 9 находились под днищем формы 5. Начальный момент закрытия установки показан на фиг.1.
При втягивании штока силового цилиндра 6 происходит поворот расположенных вдоль установки пар рычагов 8, связанных с ним посредством тяг 7. Расположенные на рычагах 8 опорные площадки 9 приподнимаются, входят в контакт с днищем форм 5; происхоперед ее сборкой (после распалубки), is Дит подъём последних над рельсами 10.
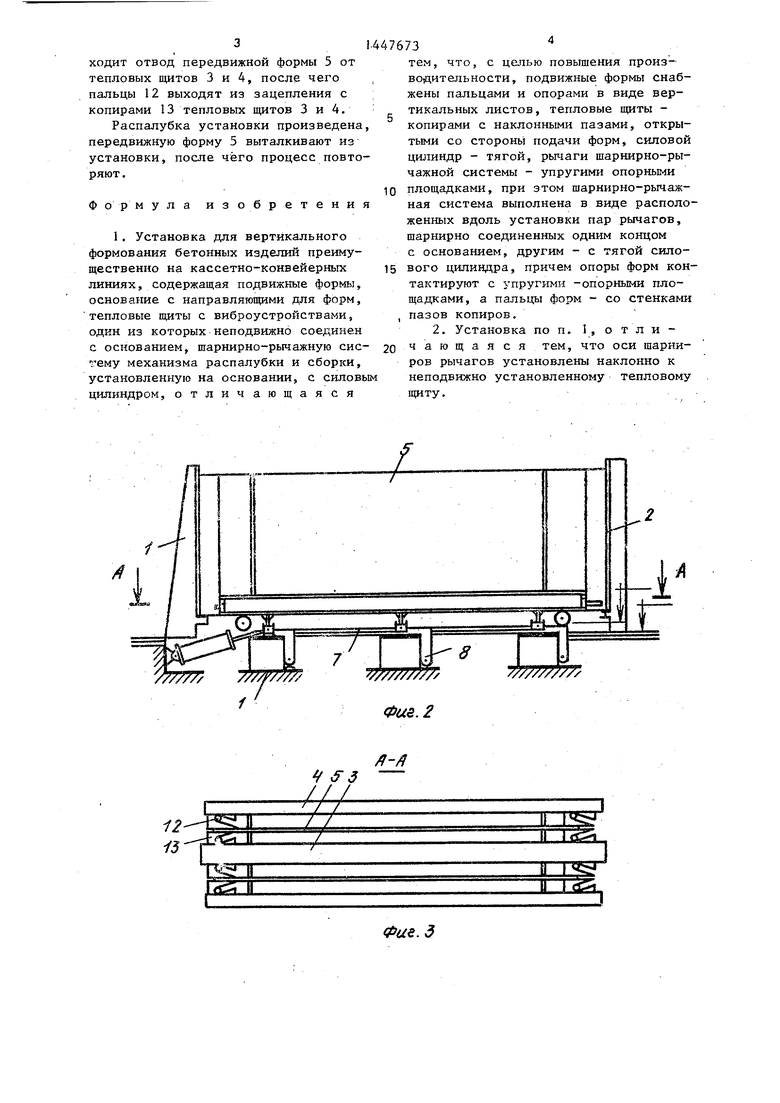
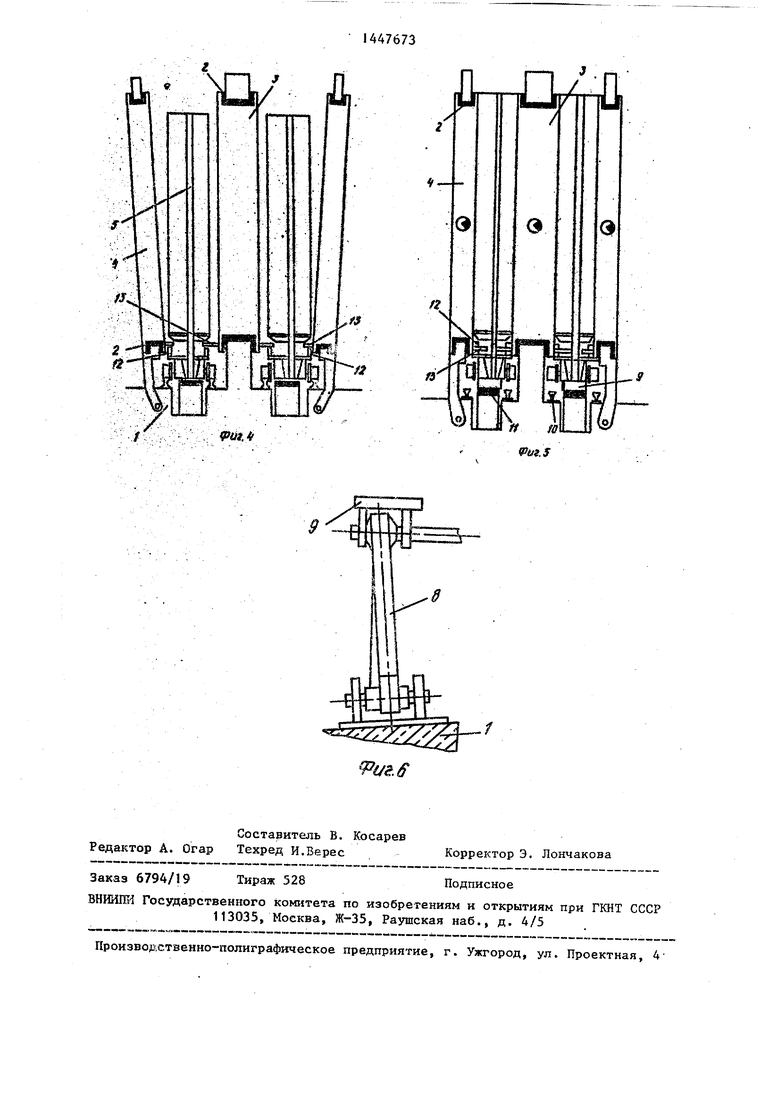
продольный разрез; на фиг. 2 - то же, в собранном состоянии; на-фиг.3 - сечение А-А на на фиг, 4 - формовочная установка перед, ее сборкой, поперечный разрез; на фиг. 5 тс же, в собранном состоянии; на фиг. б деталь крепления рычага к основанию с наклоном в направлении центрального теплового щита
Установка для вертикального Формования бетонных изделий содержит основание 1, закрепленные на -нем в упругих опорах 2 центральный 3 и откидные те1шовые йщты 4$ а также передвижные формы 5 с бортоснасткой. Шаршфно-рычажная система механизма распрлубки к сборки состоит из сило- ;пого цилиндра 6 и шарнноно связанных с ним посредством тяг.7 распо- ложенш:1Х вдоль установки пар рычагов 8 с опорными площадками 9. Между рельсами 10 расположены также упругие одоры 11 основания ,
11еред)зижные формы снабжены пальцами 12, а тепловые щиты копирами 13, Шарнир крепления рычага 8 на- клопек (на ) в сторону центрального теплового щита 3„ как показано па фиг,6.
20
25
30
35
40
При дальнейщем втягивании штока силового цилиндра б осуществляется перемещение формы 5 вдоль установки и одновременно за счет наклона рычагов 8 в сторону центрального теплового щита 3 прижатие формы 5 к центра,пь- ному тепловому щиту 3. Рычаги 8 проходят точку своего максимального подъема, и далее опускаются вместе с формой 5 на упругие опоры И основания 1, как показано на фиг.2. В момент на : зла подъема формы 5 ее пальцы 12 входят ц зацепление с копирами 13 и далее перемещаются з них до собранного состояния установки. При этом передвижная форма-5 за счет связи с копиром 13 притягивает к себе отквдной боковой тепловой щит 4 к надежно зацепляется с центральным тепловым щитом 3. Так как рычаги 8 при сборке установки проходят точку максимального подъема и опускаются 5-шже ее, происходит фиксация собранного состоянии установки дпя вертикального формования бетонных изделий. Далее осуществляют укладку бетонной смеси в формовочные полости установки .
После укладки бетона и предвариУстановка для вертикального формо-«с тельной термообработки производят
вания бетонных изделий работает следующим образом.
Исходь ое распалубленное состояние установки; шарнирно-закрепленные на основании 1 в упругих опорах 2 откидные боковые 1 епловые щиты 4 отведе- 1Ш1 от центрального щита 3, а передвижная форма 5 с бортоснасткой вытолкнута из установки. В этом случае щток силового цилиндра 6 выдвинут, рьиаги 8 с ОПОР1ШМИ площадками 9 на- ходят;;я в нижнем положении, как показано г.- фиг. . После чистки и смазки тепловых щитов 3 и 4 передвиж50
55
распалубку установки в следующей п следов стельности. Включается в раб
СИЛИВО; ;. ЦИЛНДр 6, ШТОК КОТОРОГО Т
кает тягу 7, приводящую в действие пары рычагов 8, опорные площадки 9 вместе с формами 5 движутся вверх, затем вниз до касания колесами фор мы 5 рельсов 10. Далее форма 5 остается на рельсах 10, опорные площ ки 9 движутся вниз, выходя из заце ления с днищами форм 5. В это же время пальцы 12 передвижных форм 5 перемещаются по направляющим копиров 13 тепловых щитов 3 и 4. Прайс
ную форму 5 с бортоснасткой по рельсам 10 заталкивают в формовочную установку так, чтобы опорные площадки 9 находились под днищем формы 5. Начальный момент закрытия установки показан на фиг.1.
При втягивании штока силового цилиндра 6 происходит поворот расположенных вдоль установки пар рычагов 8, связанных с ним посредством тяг 7. Расположенные на рычагах 8 опорные площадки 9 приподнимаются, входят в контакт с днищем форм 5; происхо0
5
0
5
0
При дальнейщем втягивании штока силового цилиндра б осуществляется перемещение формы 5 вдоль установки и одновременно за счет наклона рычагов 8 в сторону центрального теплового щита 3 прижатие формы 5 к центра,пь- ному тепловому щиту 3. Рычаги 8 проходят точку своего максимального подъема, и далее опускаются вместе с формой 5 на упругие опоры И основания 1, как показано на фиг.2. В момент на : зла подъема формы 5 ее пальцы 12 входят ц зацепление с копирами 13 и далее перемещаются з них до собранного состояния установки. При этом передвижная форма-5 за счет связи с копиром 13 притягивает к себе отквдной боковой тепловой щит 4 к надежно зацепляется с центральным тепловым щитом 3. Так как рычаги 8 при сборке установки проходят точку максимального подъема и опускаются 5-шже ее, происходит фиксация собранного состоянии установки дпя вертикального формования бетонных изделий. Далее осуществляют укладку бетонной смеси в формовочные полости установки .
После укладки бетона и предвари
распалубку установки в следующей последов стельности. Включается в работу
СИЛИВО; ;. ЦИЛНДр 6, ШТОК КОТОРОГО ТОЛ
кает тягу 7, приводящую в действие пары рычагов 8, опорные площадки 9 вместе с формами 5 движутся вверх, затем вниз до касания колесами формы 5 рельсов 10. Далее форма 5 остается на рельсах 10, опорные площадки 9 движутся вниз, выходя из зацепления с днищами форм 5. В это же время пальцы 12 передвижных форм 5 перемещаются по направляющим копиров 13 тепловых щитов 3 и 4. Прайсходит отвод передвижной формы 5 от тепловых щитов 3 и 4, после чего пальцы 12 выходят из зацепления с копирами 13 тепловых щитов 3 и 4.
Распалубка установки произведена передвижную форму 5 выталкивают из установки, после чего процесс повторяют.
Формула изобретени
/f-/ ff3 -
///
4 j( 11
47673
тем, что, с целью повышения производительности, подвижные формы снабжены пальцами и опорами в виде вертикальных листов, тепловые щиты - копирами с наклонными пазами, открытыми со CTOpoHbi подачи форм, силовой цилиндр - тягой, рычаги шарнирно-ры- чажной системы - упругими опорными
10 площадками, при этом шарнирно-рычаж- ная система выполнена в виде расположенных вдоль установки пар рычагов, шарнирно соединенных одним концом с основанием, другим - с тягой сило15 вого цилиндра, причем опоры форм контактируют с упругими -опорными площадками, а пальцы форм - со стенками , пазов копиров.
cCit
Фи.д
Pot.
Составитель В. Косарев Редактор А. Огар Техред И.ВересКорректор Э. Лончакова
Заказ 6794/19
Тираж 528
ВНИИШ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
L
Э
.ff
.f
Шб
Подписное
| Способ ведения обменных процессов в полых башнях | 1957 |
|
SU116140A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
