сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления слоистых изделий из полимерных композиционных материалов | 1989 |
|
SU1643162A1 |
| Токопроводящее порошковое связующее на основе эпоксидной композиции и способ получения препрега и армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2820925C1 |
| Порошковое связующее на основе циановой композиции и способ получения армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2813882C1 |
| ПОЛИМЕРНОЕ СВЯЗУЮЩЕЕ И ПРЕПРЕГ НА ЕГО ОСНОВЕ | 2012 |
|
RU2510408C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕПЛАСТИКОВ НА ОСНОВЕ ТЕРМОСТОЙКОГО СВЯЗУЮЩЕГО | 2014 |
|
RU2572139C1 |
| ПОЛИМЕРНОЕ СВЯЗУЮЩЕЕ И ВЫСОКОПРОЧНЫЕ ТЕРМОСТОЙКИЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ НА ЕГО ОСНОВЕ | 2000 |
|
RU2201423C2 |
| Способ получения изделий из полимерных волокнистых композитов | 1991 |
|
SU1807058A1 |
| ПРЕПРЕГ НА ОСНОВЕ КЛЕЕВОГО СВЯЗУЮЩЕГО ПОНИЖЕННОЙ ГОРЮЧЕСТИ И СТЕКЛОПЛАСТИК, УГЛЕПЛАСТИК НА ЕГО ОСНОВЕ | 2018 |
|
RU2676634C1 |
| Термопластичный препрег и способ его изготовления | 2020 |
|
RU2733604C1 |
| ВЫСОКОПРОЧНЫЙ ВОДОСТОЙКИЙ ОРГАНОКОМПОЗИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2604621C1 |
Изобретение относится к технологии получения препрегов композиционных материалов на основе рулонных армирующих наполнителей и дисперсных полимерных связующих и может быть использовано в различных отраслях машиностроительной промышленности. Изобретение позволяет повысить качество препрегов и снизить технологические потери связующего за счет того, что термообработку связующего проводят в импульсном режиме при полной облученности 1.2 - 4,3 Вт/см2, включающей основную и импульсные облученности, причем последняя составляет 0,18-0,25 от полной облученности при частоте импульсов 0,10 - 0,75 Гц и коэффициенте их заполнения 0,65 - ОЖ 2 табл.
Изобретение относится к технологии получения препрегов композиционных материалов на основе рулонных армирующих наполнителей и дисперсных полимерных связующих и может быть использовано в различных отраслях машиностроительной промышленности.
Целью изобретения является повышение качества препрега и снижение технологических потерь связующего.
Получение препрегов осуществляют на устройстве, включающем лентопротяжный механизм с подторможенным смоточным и приводным приемным барабанами, тянущие валки с регулируемым электроприводом, аппарат электроосаждения вибровихревого типа, снабжённый системой зарядных электродов, соединенных с источником высоковольтного потенциала и осадительным электродом, печь оплавления проходного типа с коротковолновыми источниками основного и импульсного излучений, блок управления токовой нагрузкой на источниках излучения.
В качестве порошкообразных связующих используют термореактивные олиго- меры и термопластичные полимеры: эпоксидную порошковую краску П-ЭП-177 серого цвета (ТУ 6-10-1575-76), полиаминои- мид ПАЙС-104 (ТУ 6-05-231-192-79), полиэфирную порошковую краску П-ЭП-1130у (ТУ 6-10-285-6-79) и акриловую порошковую краску П-АК-1138 (ВТУНЧ-27-17-72), порошкообразный полисульфон марки ПСК. а в качестве армирующего наполнителя используют ленты шириной 200 мм: углеродную ленту ЛУ-П-0,1 (ТУ-06-481-80) стеклоткань Т- 11 (ГОСТ 1170-73) и органическую ткань марки СВМ (ТУ 17 ВНИИПХВ-350-88).
Связующее псевдоожижают совместным воздействием вибрации и воздуха в камере напыления аппарата электроосажю о
00
дения. Параметры слоя связующего при частоте вибрации 50 Гц, амплитуде 0,8 мм и скорости фильтрации воздуха 0,03 - 0,04 м/с составляют: коэффициент расширения слоя 1,5 - 1,6, высота слоя над электродами 50 мм при общей высоте 120 мм. Расстояние между зарядными высоковольтными электродами и заземленным наполнителем (оса- дительным электродом) составляет 125 мм. В качестве источника высоковольтного потенциала используют преобразователь высоковольтный статический ПВС-63-0,5 (ТУ 16-729.235-79). Ленту наполнителя перемещают по поверхности осадительного электрода над псевдоожиженным слоем связующего и через печь оплавления со скоростью 0,5 - 2,0 м/мин, поддерживая постоянным усилие натяжения.
Печь оплавления оснащают четырьмя трубчатыми источниками излучения - галогенными кварцевыми лампами типа КГТ- 220-2000 (ОСТ 16 0.535.024-76) с параболоцилиндрическими отражателями, установленными равномерно поперек направления и параллельно плоскости движения ленты наполнителя. Источники соединяют с блоком управления следующим образом. Три первых в направлении движения наполнителя лампы подключают к каналу постоянной, а последнюю - к каналу импульсной токовой нагрузки.
Облученность от источника импульсного излучения задают в пределах 0,18 - 0,25 от полной облученности . Последняя включает основную и импульсную облученность и изменяется в пределах 1,2 - 4,3 Вт/см2. Частота импульсов составляет 0,10 - 0,75 Гц при коэффициенте их заполнений 0,65 - 0,80. Коэффициент заполнения импульсов представляет собой отношение длительности импульса к его периоду.
В процессе движения ленты с нанесенным порошкообразным связующим через зону термообработки воздействие только основного излучения облученностью 0,98 - 3,22 Вт/см2 приводит к частичному оплавлению связующего. Получающийся отрезок препрега характеризуется равномерным распределением -адгезионно закрепленных на ленте и не связанных жестко между собой двухфазных образований расплав - твердые частицы связующего и имеет благодаря этому повышенную гибкость. Наложение на основное воздействие импульсного излучения е дополнительной облученностью 0,22 - 1,08 Вт/см2 на следующий участок порошкообразного связующего обеспечивает полное его расплавление и формирование на поверхности ленты наполнителя сплошного жесткого отрезка
пленки, длина которого в 1.8 - 7 раз больше предыдущего недоплавленного ее отрезка. Таким образом удается получать препрег из смежных, чередующихся по длине ленты
участков с различной жесткостью, за счет чего при последующей смотке его в рулон и укладке в формирующую матрицу исключается растрескивание и отслаивание связующего.
0 В качестве критерия технологических потерь используют изменение массового содержания связующего, которое определяют как отношение разности масс образцов препрегов размером 200 х 200 мм после
5 десятикратного сгибания стержня диаметром 80 мм к их исходной массе, выраженное в процентах.
Критерием оценки качества препрегов является степень неравнотолщинности, ко0 торую определяют как относительную погрешность измерения их толщины после десятикраткого сгиба.ния описанного стержня на пяти участках с частично и плиты на смежных участках с полностью оплавлен5 ным связующим в десяти точках, взятых с шагом 20 - 30 мм и на расстоянии 20 мм от края ленты.
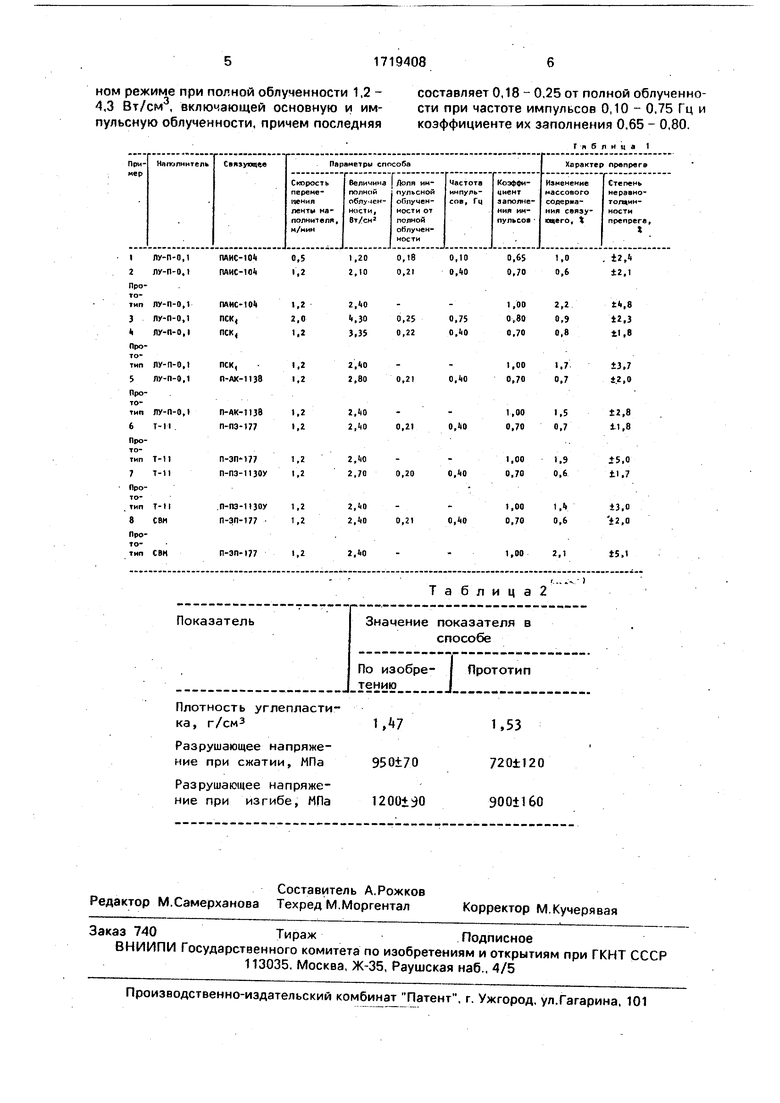
Примеры, иллюстрирующие изобретения при различных значениях параметров
0 способа, и характеристки полученных препрегов в сравнении с препрегами, полученными по способу-прототипу, приведены в табл.1.
Как видно из табл.1, способ в соответ5 ствии с изобретением позволяет повысить качество препрега и снизить технологические потери связующего.
В табл.2 приведены сравнительные данные по свойствам углепластика на основе
0 углеродной ленты ЛУ-П 01, и полиамино- имидного связующего ПАИС-104 из препрегов. полученных в соответствии с изобретением и по способу-прототипу при одинаковой производительности и одинако5 вой полной облученности.
Как видно, из табл.2, углепластик из препрега, полученный в соответствии с изобретением, обладает повышенной прочностью и большей стабильностью свойств.
0 Ф о р м у л а и з о б р е т е н и я
Способ получения препрегов, включающий непрерывное нанесение порошкообразного полимерного связующего на движущуюся ленту наполнителя, термооб5 работку связующего со стороны наполнителя и последующую смотку препрега в рулон, отличающийся тем, что, с целью повышения качества препрега и снижения технологических потерь связующего, термообработку связующего проводят в импульсПлотность углепластика, г/смз1,7
Разрушающее напряжение при сжатии, МПа950±70
Разрушающее напряжение при изгибе, МПа1200+30
Таблица2
Ь53
720±120
9001160
| Устройство для нанесения покрытия из порошкообразного материала в электростатическом поле | 1975 |
|
SU545395A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Установка для нанесения порошкообразного полимерного материала на основу в электростатическом поле | 1980 |
|
SU880503A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
