Изобретение относится к изготовлению керамических изделий на основе тугоплавких нитридов СВС-методом и может быть использовано при изготовлении тиглей для плавки и испарения металлов, материалов для облицовки высокотемпературных печей, получения жаропрочных диэлектрических изделий, деталей газотурбинных и дизельных двигателей, а кроме того, может найти применение в изготовлении режущего и абразивного инструмента.
Целью изобретения является получение изделий с низкой пористостью, однородным химическим составом и повышенной прочностью.
Сущность способа заключается в приготовлении порошкообразной шихты, содержащей по меньшей мере один компонент, выбранный из группы: металл III-VIII группы периодической системы элементов, бор, кремний, углерод и по меньшей мере одно неорганическое соединение из группы: борид, силицид, нитрид переходных металлов IVb-VIb групп, карбид, нитрид, оксид кремния, нитрид, оксид алюминия, нитрид бора, оксид элемента II-IV группы, а термическую обработку проводят при регулируемых в процессе обработки температуре 2000-3000оС и давлении азотсодержащего газа 0,1-1000 МПа.
Вводимые в шихту неорганические соединения повышают степень азотирования исходной шихты заготовки, что в свою очередь приводит к понижению пористости изделия и повышению его физико-механических свойств.
При температуре горения выше 3000оС порошкообразные компоненты реакции сплавляются, прекращается доступ газообразного компонента в зону реакции, результатом этого является недореагирование исходной шихты и низкое качество изделий. При температурах ниже 2000оС горение идет в нестационарном режиме, что ухудшает качество изделий.
Применение давления азотсодержащего газа от 0,1 до 1000 МПа позволяет регулировать количество азота в порах заготовки до прохождения волны горения, а также создавать те или иные режимы фильтрации азота в зону реакции во время прохождения волны горения. Тем самым создается возможность управления процессом горения, что упрощает технологию. Кроме того, в процессе горения могут развиваться температуры, которые превышают температуру диссоциации материала получаемого изделия, поэтому давление азота служит инструментом для подавления диссоциации, а следовательно, для повышения качества изделия.
До проведения термообработки сформованную заготовку помещают в порошкообразную смесь, содержащую химически инертный тугоплавкий материал и/или реакционноспособную смесь, а термическую обработку осуществляют путем инициирования горения заготовки или реакционноспособной смеси.
Это необходимо для создания равномерного прогрева заготовки во время термической обработки и охлаждения изделия после прохождения волны горения. Это также создает условия (в сочетании с высокими давлениями) для дополнительного спекания после прохождения волны горения, в результате уменьшается пористость изделия.
Перед термической обработкой в режиме горения в некоторых случаях (например, когда трудно подобрать порошкообразную смесь, инертную по отношению к помещаемой в нее заготовке или сброс давления не предотвращает разрушения детали от термических напряжений), целесообразно сформованную заготовку подогревать внешним источником тепла до температуры ниже критической температуры теплового взрыва шихты заготовки.
Регулирование температуры и давления азотсодержащего газа в процессе термообработки позволяет получить изделия с высокими физико-механическими характеристиками. Конкретные режимы устанавливаются в зависимости от состава шихты, формы изделия и т.п.
Регулирование температуры термообработки может быть осуществлено несколькими путями:
варьированием температуры внешнего источника тепла;
варьированием времени инициирования, скорости горения и состава "химической печки";
варьированием теплосъема с поверхности изделия в процессе термообработки.
Регулирование давления во время термообработки может осуществляться следующими способами:
изменением давления за счет программированного дросселирования газа через электрический клапан тонкой регулировки,
изменением давления за счет изменения соотношений количества газа в реакционном объеме и его средней температуры, для чего предварительно рассчитывается необходимое соотношение между объемом реактора, объемом твердофазного вещества в нем, давлением газа, температурой и скоростью горения.
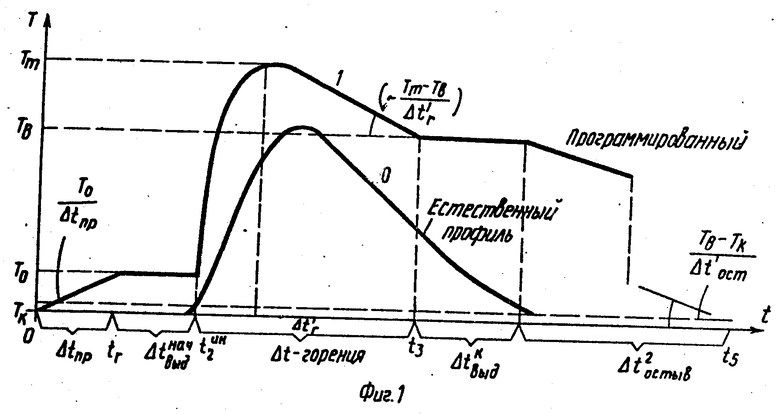
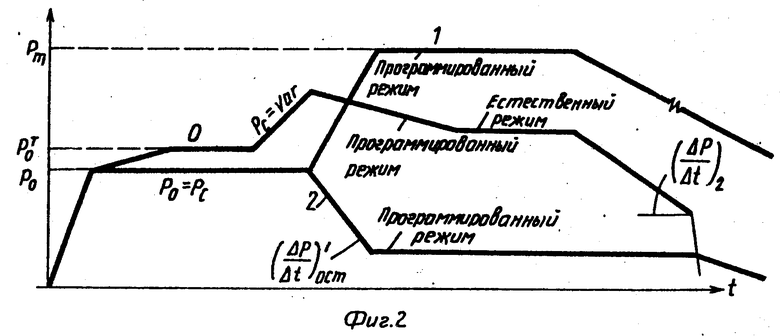
На фиг.1 и 2 даны примеры изменения температур и давлений в ходе естественного режима горения без программированного изменения Р и Т (кривые 0 на фиг.1 и 2) и некоторые примеры заданного изменения этих параметров (кривая 1 на фиг.1 и кривая 2 на фиг.2).
Видно, что программируемые режимы определяются большой совокупностью параметров: скоростью начального прогрева (То-Тк/ Δtпр), начальной температурой То, несколькими скоростями охлаждения (Тм-Тв/ Δtг, Тв-Тк/ Δtост2 и т.п. ), максимальной температурой горения Tm, различными временными режимами выдержки давления и скоростями изменения давления и др. Естественно, нужна совместимость (одновременность) осуществления P(t) и T(t) режимов.
П р и м е р. Для изготовления тигля-испарителя приготавливают шихту из порошкообразных компонентов, мас. алюминий 50, нитрид алюминия (AlN) 48, окись алюминия (Al2O3) 1 и оксид иттрия (Y2O3) 0,5. Указанные компоненты смешивают в шаровой мельнице. После выгрузки прессуют заготовку в форме тигля диаметром 30 мим и высотой 70 мм. Спрессованную заготовку помещают в графитовый стакан диаметром 55 мм и высотой 100 мм и засыпают смесью нитрида алюминия. Графитовый стакан помещают в реактор, обеспечивающий как регулируемый прогрев заготовки до температур 1000 К, так и до давления Ро 10 МПа. После этого температура заготовки повышается до То 500 К со скоростью прогрева
Uпр=  20
20 
При этом газовое давление в объеме поддерживается постоянным Р Рс= 10 МПа. По достижении Т То 500 К осуществляют инициирование горения заготовки по всей площади дна цилиндрического стакана. Максимальная температура термообработки Тm 2000 К и достигается по длине всей заготовки за время 20 с после инициирования. При этом давление газа поддерживается постоянным Р Рс Рm 10 МПа дросселированием расширяющегося газа через автоматически регулирующий клапан. После достижения Т Тm начинает повышаться давление в реакторе со скоростью  30 атм/мин и достигает давление Pm 15 МПа, при этом скорость остывания заготовки не должна превышать
30 атм/мин и достигает давление Pm 15 МПа, при этом скорость остывания заготовки не должна превышать  =
=  10 град/с до температуры Тв 1500 К. При этой температуре и давлении Pm 15 МПа происходит выдержка заготовки в течение Δtвыд 3 мин. После чего идет как медленный сброс давления со скоростью
10 град/с до температуры Тв 1500 К. При этой температуре и давлении Pm 15 МПа происходит выдержка заготовки в течение Δtвыд 3 мин. После чего идет как медленный сброс давления со скоростью  5 атм/с до PN2 1 атм, так и температуры с
5 атм/с до PN2 1 атм, так и температуры с  3 г/с до Т 300 К. После чего изделие извлекают из реактора. Пористость материала, из которого изготовлено изделие, 2 отн. химическая однородность составляет не более 1% предельное напряжение на изгиб при Т1400 К составляет 40 кг/мм2 при микротвердости 91 ед. HRA.
3 г/с до Т 300 К. После чего изделие извлекают из реактора. Пористость материала, из которого изготовлено изделие, 2 отн. химическая однородность составляет не более 1% предельное напряжение на изгиб при Т1400 К составляет 40 кг/мм2 при микротвердости 91 ед. HRA.
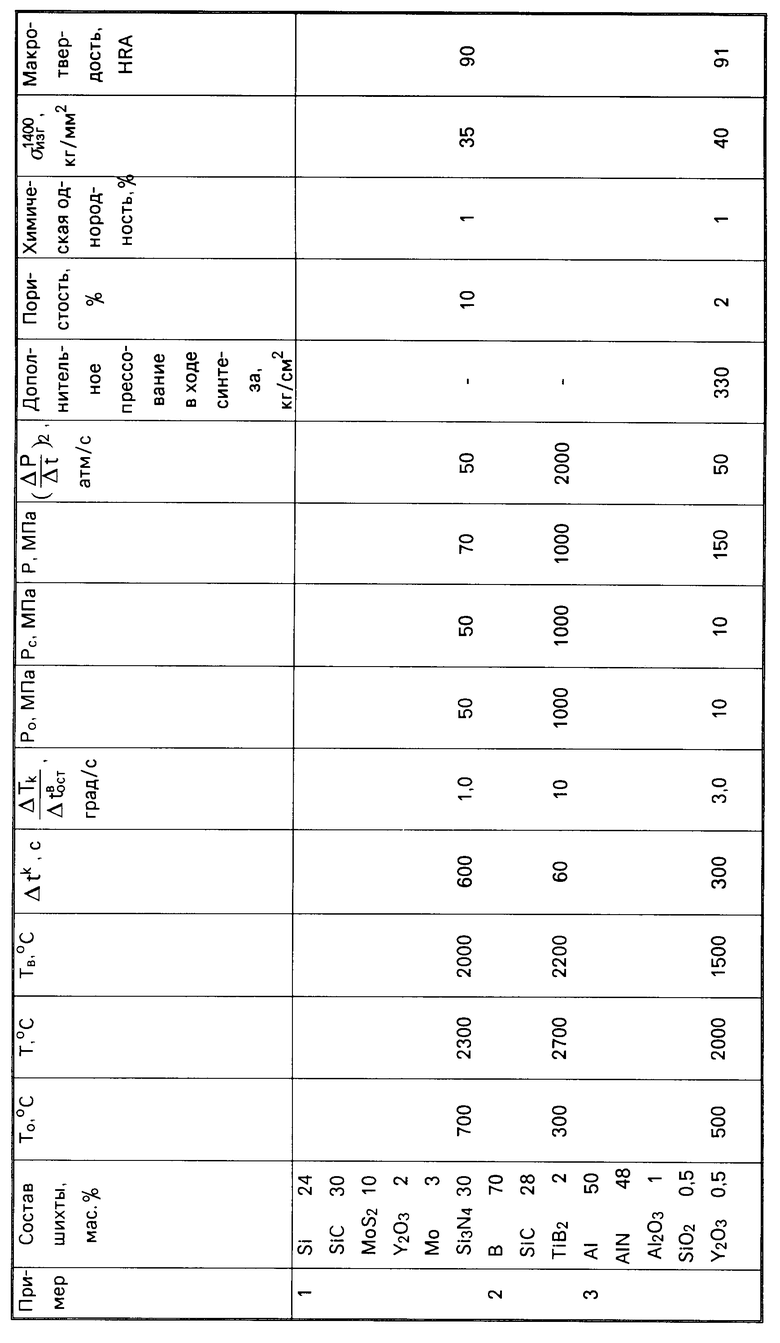
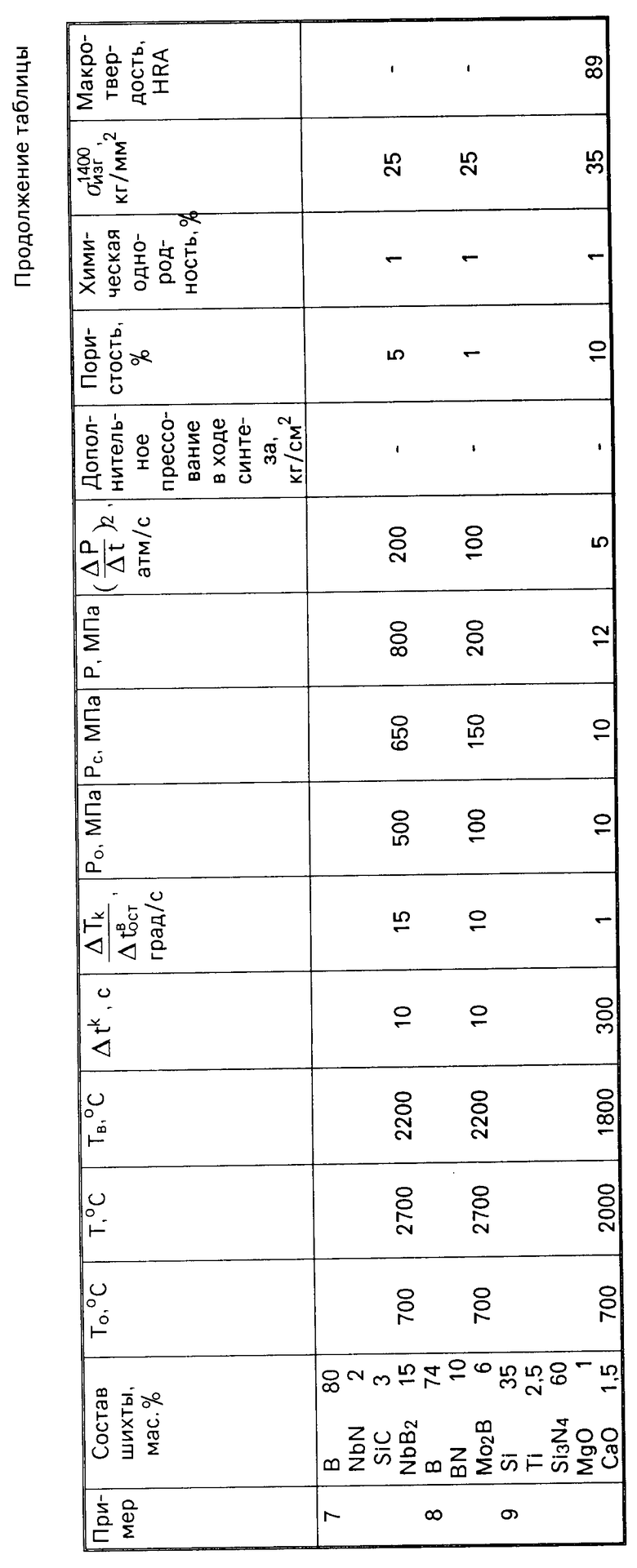
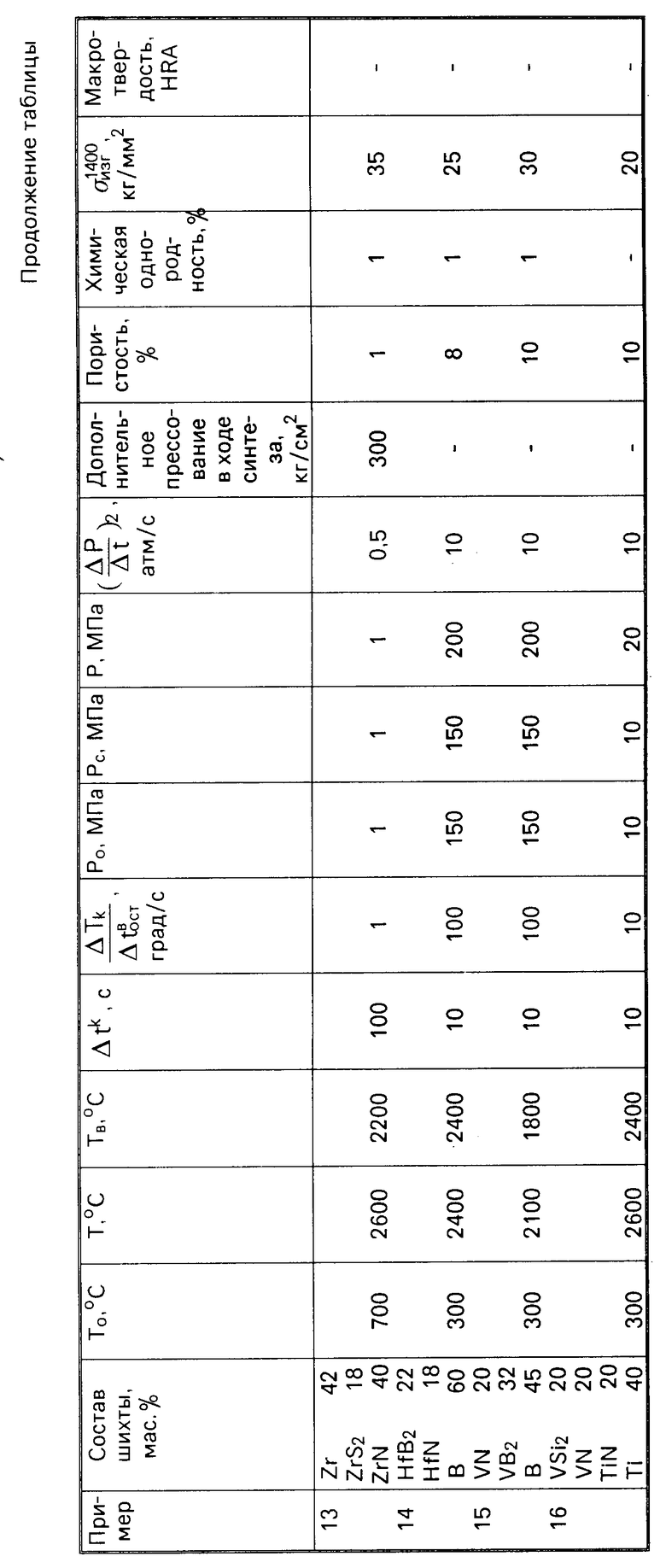
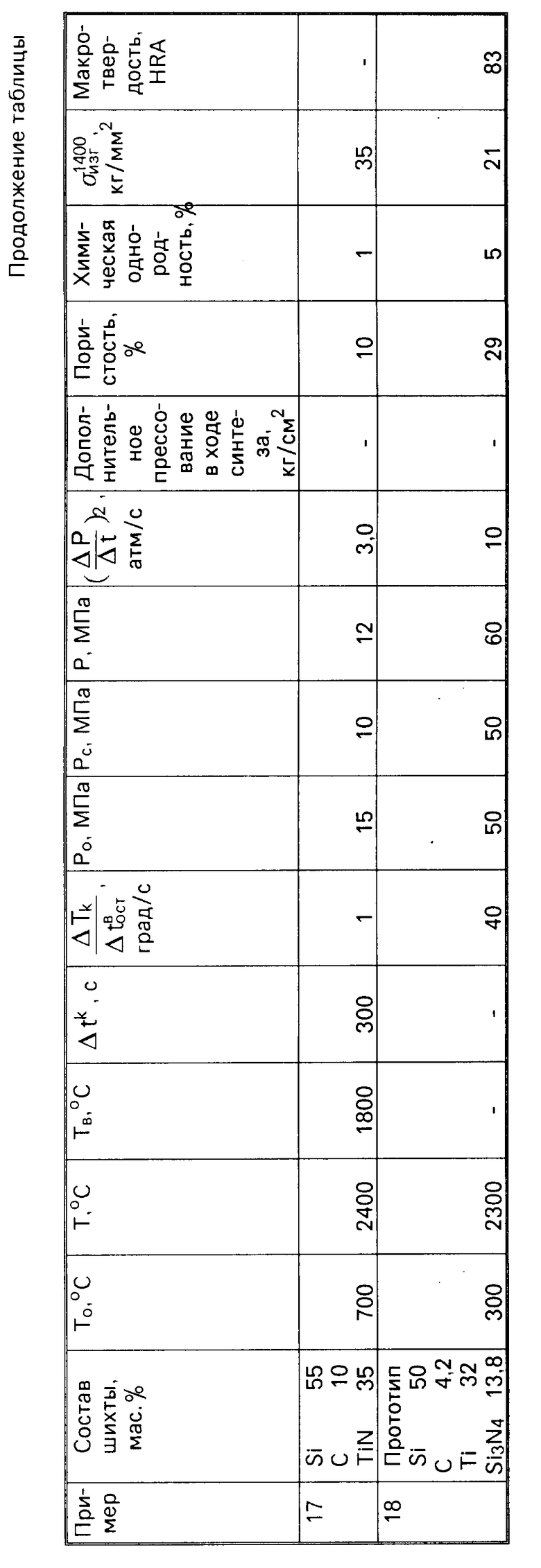
Другие примеры выполнения способа приводятся в таблице в которой указаны следующие параметры.
1 То(оС) температура начального подогрева.
2 Тm(оС) максимальная температура термообработки,
3 Тв(оС) температура выдержки после синтеза,
4 Δ k Kвыд время выдержки после синтеза при Т Тв(К),
5 ΔTk/Δ tост скорость охлаждения от Т Тв до Т Тк,
6 Ро исходное газовое давление,
7 Рс газовое давление в период синтеза,
8 Pm максимальное газовое давление во время термообработки,
9  скорость уменьшения давления газа после термообработки,
скорость уменьшения давления газа после термообработки,
10 Рпрес (кг/см2) дополнительная нагрузка прессования в ходе синтеза,
11 θ конечная пористость образца,
12 ε химическая однородость,
13 σизг1400 МПа предел напряжения разрушения на изгиб при Т 1400оС
14 HRA макротвердость материала.
После термообработки в режиме горения, пока еще полученное изделие находится в горячем состоянии, целесообразно дополнительно уплотнять его путем прессования. Это снижает конечную пористость в изделии, что в свою очередь, повышает физико-механические характеристики изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТЕХНОЛОГИЧЕСКИХ ЗАГОТОВОК КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ НИТРИДА КРЕМНИЯ | 2016 |
|
RU2641358C2 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ НА ОСНОВЕ НИТРИДА КРЕМНИЯ | 2011 |
|
RU2458023C1 |
| СПОСОБ УТИЛИЗАЦИИ ПОРОШКОВ КРЕМНИЙСОДЕРЖАЩИХ ОТХОДОВ | 2007 |
|
RU2350430C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОПРОВОДНОЙ КЕРАМИКИ НА ОСНОВЕ НИТРИДА АЛЮМИНИЯ | 2010 |
|
RU2433108C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1988 |
|
SU1826300A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО КАТОДА ДЛЯ НАНЕСЕНИЯ МНОГОКОМПОНЕНТНЫХ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ | 2013 |
|
RU2534324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОПОРИСТЫХ ОГНЕУПОРНЫХ ТРУБ | 2006 |
|
RU2318633C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОГНЕУПОРНОГО МАТЕРИАЛА НА ОСНОВЕ БЕТА-НИТРИДА КРЕМНИЯ β-SiN | 2012 |
|
RU2490232C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА СИАЛОНА | 2008 |
|
RU2378227C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МАТЕРИАЛА НА ОСНОВЕ НИТРИДА КРЕМНИЯ | 2019 |
|
RU2736195C1 |


Изобретение относится к технологии изготовления керамических изделий на основе тугоплавких нитридов методом самораспространяющегося высокотемпературного синтеза. Целью изобретения является получение изделий с низкой пористостью, однородным химическим составом и повышенной прочностью. Способ состоит в том, что приготавливают экзотермическую порошкообразную смесь, содержащую по меньшей мере один компонент из группы: металл III - VIII группы периодической системы элементов, бор, кремний, углерод, а также по меньшей мере одно неорганическое соединение из группы: борид, силицид, нитрид переходных металлов IVБ - VIБ групп; карбид, нитрид, оксид, кремния; нитрид, оксид алюминия; нитрид бора, оксид элемента II - IV группы, из смеси формуют заготовку изделия, которую подвергают термической обработке в режиме горения в среде азотсодержащего газа при регулировании температуры от 2000 до 3000°С и давления от 0,1 до 1000 МПа. Пористость полученных изделий 1 - 10%, прочность 25-40 кг/мм.2 1 з.п. ф-лы, 1 табл., 2 ил.
| Авторское свидетельство СССР N 1383721, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
