(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для электроэрозионно-химической прошивки отверстий в деталях | 1989 |
|
SU1701451A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2188103C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| Способ размерной электрохимической обработки | 1984 |
|
SU1273219A1 |
| Электролит для размерной электрохимической обработки металлов | 1982 |
|
SU1103977A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| Электролит для электроэрозионно-химической прошивки отверстий | 1989 |
|
SU1757796A1 |
| Способ размерной электрохимической обработки в газожидкостной среде и устройство для смешения газа с электролитом | 1983 |
|
SU1126401A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |
Изобретение м.б. использовано при электрохимической обработке конструкционных, инструментальных (углеродистых, хромистых) сталей в различных областях машиностроения. Для повышения точности обработки предлагаемый электролит на основе водного раствора азотнокислого натрия и лимоннокислого натрия дополнительно содержит муравьинокислый натрий при следующем соотношении компонентов в растворе, мас.%: азотнокислый натрий 5-20, лимоннокислый натрий 0,5-2; муравьинокислый натрий 0,03-0,045; вода остальное. 2 табл.
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электрохимической размерной обработке (ЭХО) конструкционных, инструментальных (углеродистых, хромистых) сталей и может быть использовано в различных областях машиностроения.
Цель изобретения - повышение точности копирования электрода-инструмента при электрохимической обработке сталей.
Поставленная цель достигается тем, что электролит на основе водного раствора азотнокислого натрия и лимоннокислого натрия дополнительно содержит муравьинокислый натрий при следующем соотношении компонентов, мас.%:
Азотнокислый натрий 5-20
Лимоннокислый натрий 0,5-2
Муравьинокислый
натрий0.03-0.045
ВодаОстальное
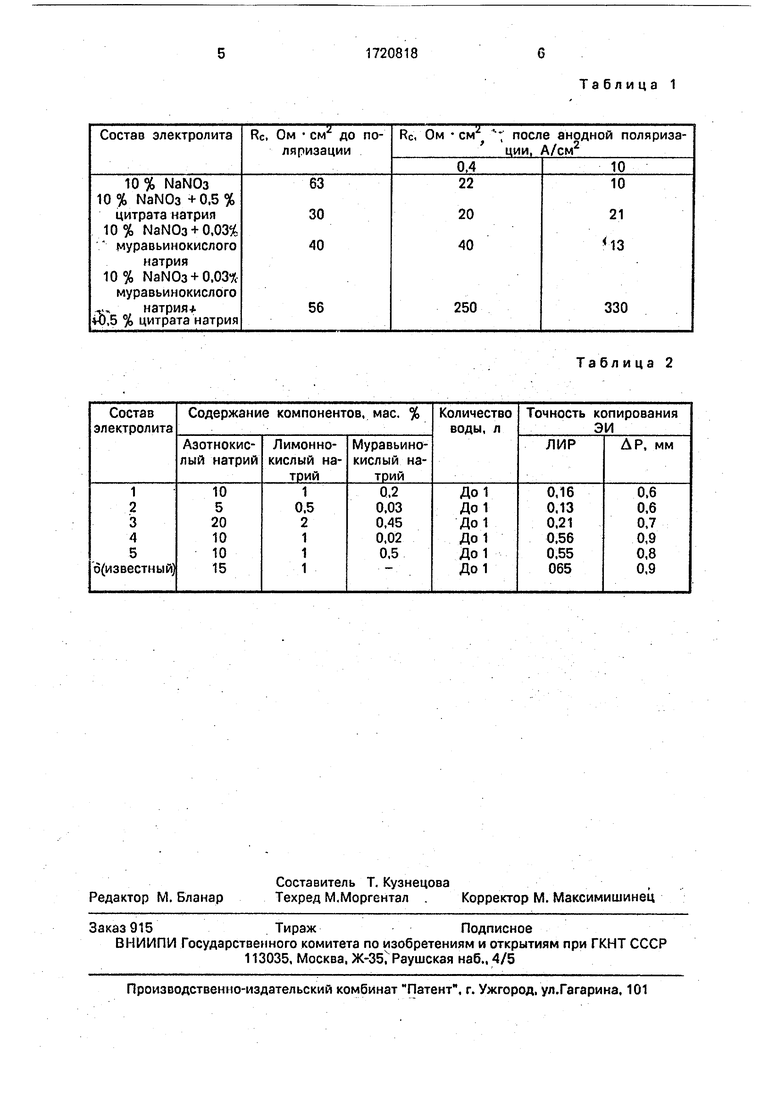
Муравьинокислый натрий способствует при анодной поляризации образованию на поверхности стального анода труднорастворимой малодефектной пленки анионов цитрата, адсорбированных на оксидной пленке стали. Муравьинокислый натрий способствует образованию плотной малодефектной пленки цитрата, адсорбированного при анодных потенциалах. При совместном присутствии в растворе NaNOs, цитрата и му- равьикокислого натрия поляризационное сопротивление стального анода после поляризации в широком интервале плотностей тока возросло в 5-6 раз.
При добавке в NaNO3 муравьинокисло- го натрия в концентрациях, меньших 0,5%, скорость анодного растворения стали возрастает. Возрастание скорости анодного растворения связано с встраиванием НСОО -иона в оксидную пленку и с повышением ее дефектности. Точность копироваVI
ГО
о
00
00
ния электрода-инструмента тем выше, чем выше локализация процесса анодного растворения, т;е. чем выше скорость растворения на малых МЭЗ при большом анодном потенциале и чем меньше на больших МЭЗ при малом потенциале. Электрохимическая адсорбция НСОСГ-иона зависит также от потенциала: чем выше потенциал анода, тем эффективнее адсорбция и выше содержание НСОСГ-иона в поверхностном оксиде. Чем меньше дефектность оксидной пленки, тем большая объемная концентрация НСОО -иона в ней необходима для про- явления эффекта повышения скорости анодного растворения стали. Вследствие образования, на поверхности стали при анодной поляризации труд но растворимой малодефектной пленки цитрата с оксидом увеличивается минимальное эффективное содержание НСОО -иона в поверхностной пленке. При малой концентрации иона в растворе эффективное содержание его в пленке достигается только на малых МЭЗ и не достигается на больших МЭЗ. Локализация процесса анодного растворения увеличивается.
Эффект повышения локализующей способности проявляется в значительно меньшей степени как при отсутствии добавки цитрата натрия, так и fipn его высоких концентрациях.
Таким образом, впервые обнаружено влияние муравьинокислого натрия на повышение точности копирования при ЭХО за счет облегчения образования на поверхности стального анода плотной малодефектной пленки цитрат-ионов с оксидом.
Электролит во всех случаях готовят следующим образом. Необходимые количества нитрата натрия и лимоннокислого натрия растворяют в небольшом количестве воды. После этого в раствор вводят требуемое количество муравьинокислого натрия и оставшуюся воду. При приготовлении электролита используют технические реактивы и водопроводную воду. Муравьинокис- лый натрий - порошок белого цвета легко растворяется в воде.
Точность копирования электрода-инст- румента при ЭХО металлов и сплавов можно оценить по величине логарифмического индекса рассеяния (ЛИР) и погрешности размера А Р.
Испытания электролита проводят на электродах из стали Ст.З, локализующую способность электролита оценивают по величине ЛИР на установке с протоком электролита и вибрацией исследуемого электрода при условиях: напряжение Ucp 4В, интервал МЭЗ 0,07-0,15 мм, вибрация ЭЙ 100 Гц, входное давление 0,1 МПа, плотность тока 5-8 А/см , температура электролита 25 ±1°С, время опыта 60 с.
Для оценки погрешности размера (ДР) испытания проводят на электрохимическом копировальном станке с вибрацией цилиндрического электрода-инструмента из Ст.З наружным диаметром 6,9 мм в импульсно- циклическом режиме при следующих усло- виях: напряжение Ucp3 В, входное давление 0,1 МПа, вибрация ЭЙ 100 Гц, температура электролита 25 ±1°С.
Составы электролитов и результаты их испытаний приведены в табл. 1 и 2.
Формула изобретения Электролит для электрохимической обработки сталей на основе водного раствора азотнокислого натрия и лимоннокислого на- трия, отличающийся тем, что, с целью повышения точности обработки, он дополнительно содержит муравьинокмслый натрий при следующем соотношении компонентов, мас.%: Азотнокислый натрий 5-20 Лимоннокислый натрий 0,5-2 Муравьинокислый натрий0,03-0,45
ВодаОстальное
Таблица 1
Таблица 2
| Амирханова НА, Шарипова С.Н., Раб- чук Л.В | |||
| Электрохимическая обработка прецизионных сплавов | |||
| Теория и практика электрохимической размерной обработки в машиностроении:Тез.докл | |||
| Межотраслевой республиканской научн.-техн | |||
| конф | |||
| Казань, 1d88, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
