Изобретение относится к машиностроению и может быть использовано для получения неразъемных соединений деталей из металлов и сплавов контактной точечной сваркой.
Известны способы контроля процесса контактной точечной сварки, при которых свариваемые детали зажимают между подвижным и неподвижным электродами, последний из которых закреплен на балке, пропускают импульс сварочного тока и, во время его действия, измеряют один из параметров перемещения подвижного электрода, в частности, амплитудного значения перемещения, интеграла от величины перемещения за время сварки, амплитудных значений скорости или ускорения перемещения, по величине которого определяют размеры соединений.
Недостатком данных способов контроля процесса сварки является то, что на точность контроля и регулирования влияет жесткость балки, на которой закреплен неподвижный электрод. Чем он меньше, тем меньше точность контроля и регулирования. А при отношении
VI
ю
О 00
ю ю
FT
6-М
0,05,
где FT - сила трения в направляющих подвижного электрода; д- толщина детали;
М - жесткость балки,
контроль и регулирование по перемещению подвижного электрода невозможен.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ контроля процесса контактной точечной сварки, при котором свариваемые детали сжимают между подвижным и неподвижным, закрепленным на балке, электродами, пропускают импульс свароч- ноготока и, во время его действия измеряют амплитудное значение перемещения подвижного электрода, по величине которого определяют размеры соединения.
Однако точность контроля процесса уменьшается с уменьшением жесткости балки с закрепленным на ней неподвижным электродом, а при жесткости балки, меньшей указанного предела он вообще невозможен.
Целью изобретения является повышение точности контроля процесса контактной точечной сварки, а также расширение технологических возможностей способа.
Указанная цель достигается тем, что в способе контроля процесса контактной точечной сварки, при котором свариваемые детали сжимают между подвижным и неподвижным, закрепленным на балке, электродами, пропускают импульс свароч- ного тока и, во время его действия измеряют один, из параметров перемещения подвижного электрода, например, его амплитудного значения, по величине которого определяют размеры соединения, при этом одновременно .измеряют силу реакции детали на воздействие неподвижного электрода и воздействуют на элементы его крепления к балке усилием, составляющая которого, совпадающая по направлению с силой реакции детали на воздействие неподвижного электрода и противоположная ей по знаку, в любой момент процесса равна по величине измеренной силе реакции детали.
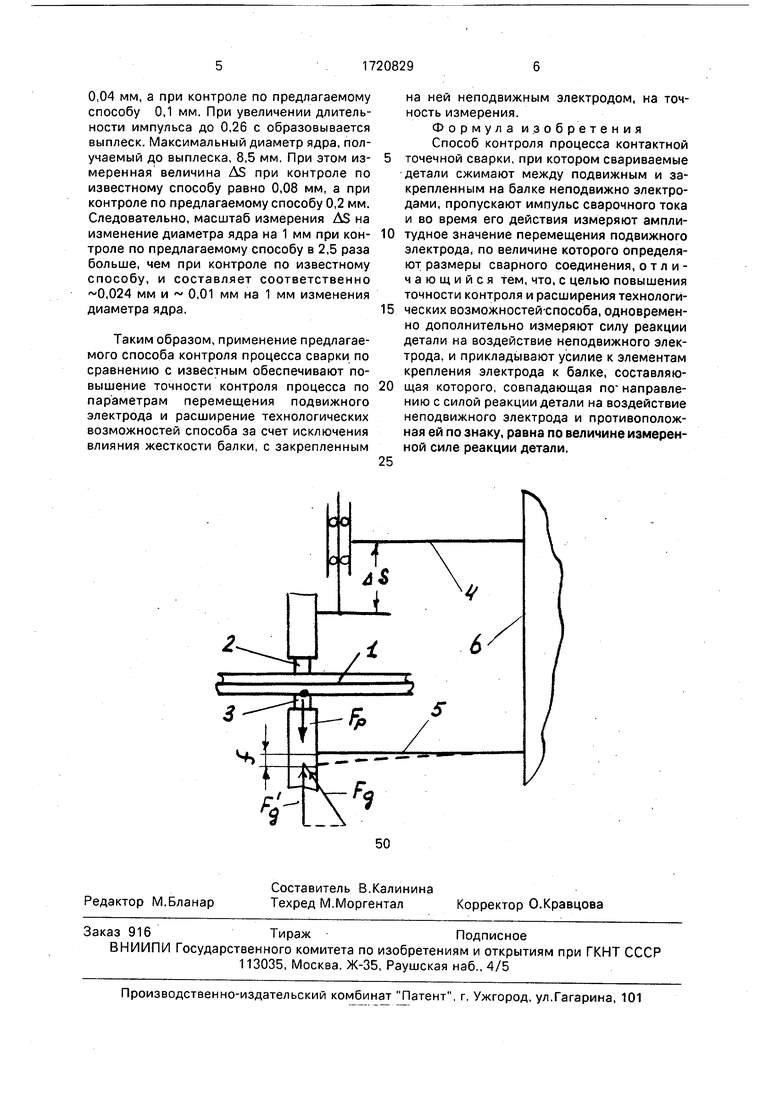
На чертеже показана схема реализации способа контроля процесса контактной точечной сварки.
На схеме обозначены свариваемые детали 1, подвижный 2 и неподвижный 3 электроды, балки 4 и 5, корпус 6 сварочной машины,измеряемое перемещение AS подвижного электрода 2 относительно балки 4, измеряемая сила Fp реакции детали на воздействие неподвижного электрода, дополнительное усилие Рд, составляющая до- полнительного усилия Рд, совпадающая по направлению с Fp и противоположная ей по знаку и перемещение f неподвижного электрода при прогибе балки усилием Рр.
Способ контроля процесса контактной точечной сварки осуществляют следующим образом.
Свариваемые детали 1 сжимают между подвижным 2 и неподвижным 3 электродами, а затем пропускают импульс сварочного тока. Во время действия перемещения подвижного электрода 2 относительно балки 4 импульса тока измеряют величину AS и определяют по ней размеры ядра расплавленного металла. Для исключения влияния прогиба f балки 5, уменьшающего измеряемую величину AS, на точность контроля процесса, одновременно с измерением AS осуществляют измерение силы реакции детали Рр на воздействие неподвижного электрода 3, которая и приводит к изгибу балки 5, и воздействует на элементы крепления электрода 3 усилием Рд. При этом величину усилия Рд в любой момент процесса задают такой, чтобы его составляющая Рд, совпадающая по направлению с Рр и противоположная ей по знаку, была равна измеренной величине Рр. Таким образом в любой момент процесса усилие Рр уравновешивается усилием Рд и прогиб балки 5 отсутствует. Этим увеличивается измеряемая величина AS и, соответственно, точность контроля процесса, а также расширяются технологические возможности способа, так как представляется возможным осуществлять его при жесткости балки 5, меньшей указанного предела, величина которой ограничивается только условием неизменности пространственного положения оси электрода.
Производят контроль контактной точечной сварки по изменению A S на машине МТПУ-300, с жёсткостью нижней консоли (балки) 3,6 кН/мм и силой трения в направляющих подвижного электрода 0,6 кН, при сварке деталей из стали 12Х18Н10Т толщиной 1,5+1,5 мм. Величину AS измеряют с точностью 0,02 мм. При таких параметрах машины контроль по известному способу невозможен, так как
FT - (Х6 - л 11 о DR д-М 1,5-3,6 Ц U№
Базовые параметры режима для сварки детали задают следующие: Св 7,7 кА, Рев 6,2 кН, tCB 0,18c, При этих параметрах режима диаметр ядра равняется 6,3 + 0,3 мм. При сварке с контролем по известному способу амплитудное значение AS равно 0,06 мм, а при сварке с контролем по предлагаемому способу 0,16 мм. Возмущающий фактор процесса сварки моделировали изменением длительности импульса тока. Минимально допускаемый диаметр ядра, равный 6,1 мм, получают при длительности импульса 0,14 с. При этом при контроле по известному способу величина AS равняется
0,04 мм, а при контроле по предлагаемому способу 0,1 мм. При увеличении длительности импульса до 0,26 с образовывается выплеск. Максимальный диаметр ядра, получаемый до выплеска, 8,5 мм. При этом измеренная величина AS при контроле по известному способу равно 0,08 мм, а при контроле по предлагаемому способу 0,2 мм. Следовательно, масштаб измерения AS на изменение диаметра ядра на 1 мм при контроле по предлагаемому способу в 2,5 раза больше, чем при контроле по известному способу, и составляет соответственно 0,024 мм и 0,01 мм на 1 мм изменения диаметра ядра.
Таким образом, применение предлагаемого способа контроля процесса сварки по сравнению с известным обеспечивают повышение точности контроля процесса по параметрам перемещения подвижного электрода и расширение технологических возможностей способа за счет исключения влияния жесткости балки, с закрепленным
на ней неподвижным электродом, на точность измерения.
Формула изобретения Способ контроля процесса контактной
точечной сварки, при котором свариваемые детали сжимают между подвижным и закрепленным на балке неподвижно электродами, пропускают импульс сварочного тока и во время его действия измеряют амплитудное значение перемещения подвижного электрода, по величине которого определяют размеры сварного соединения, отличающийся тем, что, с целью повышения точности контроля и расширения технологических возможностей-способа, одновременно дополнительно измеряют силу реакции детали на воздействие неподвижного электрода, и прикладывают усилие к элементам крепления электрода к балке, составляющая которого, совпадающая по направлению с силой реакции детали на воздействие неподвижного электрода и противоположная ей по знаку, равна по величине измеренной силе реакции детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки | 1991 |
|
SU1825695A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1991 |
|
RU2050237C1 |
| Способ контроля процесса контактной точечной сварки | 1990 |
|
SU1764894A1 |
| Способ контактной точечной сварки | 1991 |
|
SU1825696A1 |
| Способ контроля качества сварных соединений, выполненных стыковой контактной сваркой оплавлением, и устройство для его реализации | 2018 |
|
RU2682362C1 |
| Способ контроля процесса контактной точечной сварки | 1990 |
|
SU1771908A1 |
| Устройство для электроконтактной точечной сварки | 1983 |
|
SU1166945A1 |
| Устройство для контактной точечной сварки | 1974 |
|
SU507423A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ И КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2164846C1 |
| Способ контроля качества точечной и шовной сварки | 1980 |
|
SU941090A1 |
Изобретение относится к машиностроению. Цель изобретения - повышение точности контроля процесса контактной точечной сварки и расширение технологических возможностей способа. Свариваемые детали сжимают между электродами, пропускают импульс сварочного тока и во время его действия измеряют один из параметров перемещения подвижного электрода. Одновременно измеряют силу реакции детали на воздействие неподвижного электрода и воздействуют на элементы его крепления к балке усилием, составляющая которого, совпадающая по направлению с силой реакции детали на воздействие неподвижного электрода и противоположная ей по знаку, равна по величине измеренной силе реакции детали. В любой момент времени прогиб балки с неподвижным электродом отсутствует.1 ил. СО
| Орлов Б.Д | |||
| и др | |||
| Контроль точечной и роликовой электросварки | |||
| - М.: Машиностроение, 1973, с | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
| Способ контроля процесса точечной сварки | 1947 |
|
SU74264A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
