,. .
а
Од
со NU
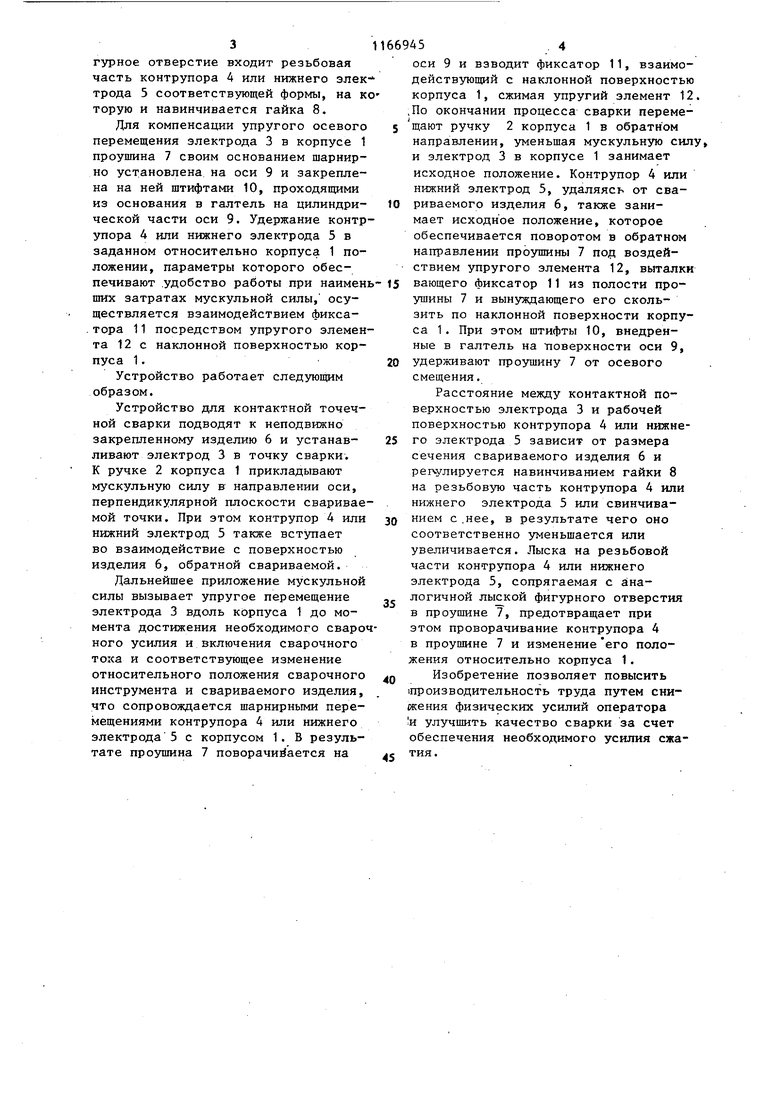
ел 1 Изобретение относится к машиностроению, в частности к производству устройств для контактной точеч ной сварки, и может быть использова но при изготовлении, каркасно-панель ный конструкций. Цель изоб1)етения - повьшение про изводительности путем снижения физи ческих усилий и улучшение качества сварки за счет обеспечения необходимого усилия сжатия. На фиг. 1 показана кинематическая схема предлагаемого устройстваj на фиг. 2 - устройство с однополюсным электродом; на фиг. 3 - то же, с двухсторонним подводом тока, вид сбоку; на фиг. 4 - то же, вид спере ди; на фиг. 5 - замок, общий вид; на фиг.. 6 - то же, вид А на фиг. 5 Кинематическая схема устройства для контактной точечной сварки содержит шарнирно соединенные в точке а подвижные звенья Б и В, подводимые к неподвижно закрепленному в точках б и в свариваемому изделию Г. Перемещая подвижные звенья Б и В устройства вДоль свариваемого изделия Г, подводят звено Б к точке сварки г. Смещая свободный конец звена Б в сторону оси, перпендикулярной плоскости свариваемой точки г, приводят звено В в соприкосновение со свариваемым изделием Г в точке д. Продолжая смещать свободный конец звена В с некоторым мускульным усилием Рд в том же направлении, ползгчим сварочное усилие Pjjg необходимой величины Рассмотрим преобразование мускул ной силы Рд в усилие сжатия при сварке Ppg. Вектор Рдц согласно правилу парал лельного переноса сил переносят в точку г. Получают силовой треугольник агд с условной стороной ад. Из треугольника следует соотношение: Ppg/Рд l/i, где t - длина звена Б, t часть свариваемого изделия, заключенная между звеньями Б и Г. Отсюда Р ... Но 1 более чем на порядок. Тог да при (5-10) кгс, L 400 мм. (100-200) кгс. е 20 мм, Р Отклонение звена В от звена Б на величину гд влияет прежде всег на величину усилия сжатия при сварк т.е. при уменьшении отклонения при сохранении всех прочих параметров 45 усилие сжатия будет возрастать. Но при уменьшении величины гд уменьшается зазор между звеньями Б и В с одной стороны и свариваемым изделием Г с другой, что затрудняет пе-; ремещение устройства вдоль свариваемого шва. Следовательно, для более удобного перемещения устройства вдоль сварного шва необходимо увеличить отклонениезвена В от звена Б, а следовательно, и увеличится величина гд. Из указанного выше следует, что необходимо фрикционное взаимодействие звеньев Б и В со свариваемым изделием Г в точках г и д, причем угол между звеньями Б и В имеет величину, определяемзпо следующим образом. Рассмотрим прямоугольный треугольник агд. Здесь ад - звено В, аг - часть звена Б, гд - часть свариваемого изделия Г. Учитывая, что коэффициент сухого трения, обеспечивающий фрикционное взаимодействие звена Б или В со свариваемым изделием Г в точках г или д, для пары сталь-бронза в состоянии покоя равен 0,10-0,15, то , 10,, -й6 следовательно, 0,15, где «А ,5, Таким образом, при приложении небольшого мускульного усилия к устройству для контактной точечной сварки получают значительное усилие сжатия, обеспечивающее качественную сварку. Устройство для контактной точечной сварки содержит корпус 1 с ручкой 2, электрод 3, установленный в корпусе 1 с возможностью осевого перемещения, необходимого для включения сварочного тока и контролируемого упругим элементом, контрупор 4 или при двухполюсной сварке нижний электрод 5, взаимодействующий несоосно электроду с поверхностью изделия 6, обратной свариваемой. Контрупор 4 или нижний электрод связан с корпусом 1 посредством замка, выполненного в виде проушины 7 с устройством адаптации, обеспечивающим регулировку устройства на размер свариваемого сечения в виде гайки 8, размещенной в проушине 7 соосно фигурному отверстию, имекицему, например, форму цилиндра с лыской. В фи3
гурное отверстие входит резьбовая часть контрупора А или нижнего электрода 5 соответствующей формы, на которую и навинчивается гайка 8.
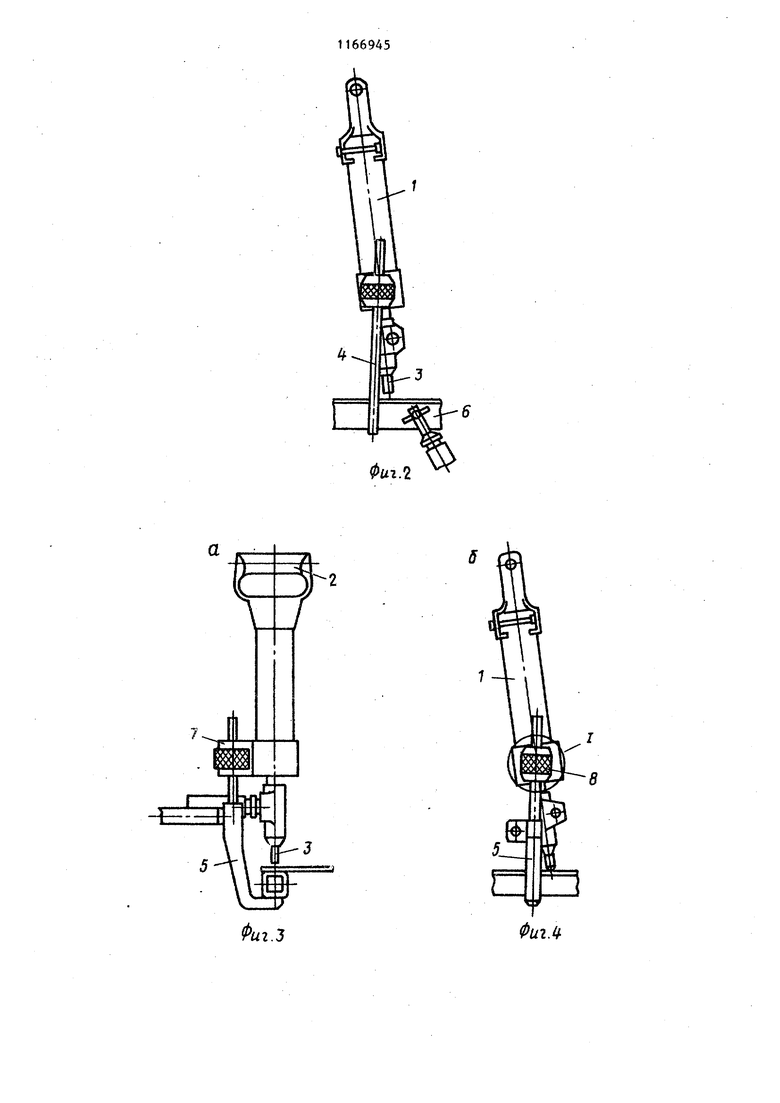
Для компенсации упругого осевого перемещения электрода 3 в корпусе 1 проушина 7 своим основанием шарнирно установлена на оси 9 и закреплена на ней штифтами 10, проходящими из основания в галтель на цилиндрической части оси 9. Удержание контрупора 4 или нижнего электрода 5 в заданном относительно корпуса 1 положении, параметры которого обеспечивают .удобство работы при наимень шИх затратах мускульной силы, осуществляется взаимодействием Ликса.тора 11 посредством упругого элемента 12 с наклонной поверхностью корпуса 1,
Устройство работает следующим образом.
Устройство для контактной точечной сварки подводят к неподвижно закрепленному изделию 6 и устанавливают электрод 3 в точку сварки. К ручке 2 корпуса 1 прикладывают мускульную силу 0 направлении оси, перпендикулярной плоскости свариваемой точки. При этом контрупор 4 или нижний электрод 5 также вступает во взаимодействие с поверхностью изделия 6, обратной свариваемой.
Дальнейшее приложение мускульной силы вызывает упругое перемещение электрода 3 вдоль корпуса 1 до момента достижения необходимого свароч ного усилия и включения сварочного тока и соответствующее изменение относительного положения сварочного инструмента и свариваемого изделия, что сопровождается шарнирными перемещениями контрупора 4 или нижнего электрода5 с корпусом 1. В результате проушина 7 поворачивается на
66945. 4
оси 9 и взводит фиксатор 11, взаимодействующий с наклонной поверхностью корпуса 1, сжимая упругий элемент 12. ,По окончании процесса сварки переме5 щают ручку 2 корпуса 1 в обратном направлении, уменьшая мускульную силу и электрод 3 в корпусе 1 занимает исходное положение. Контрупор 4 или нижний электрод 5, удаляясь от свариваемого изделия 6, также занимает исходное положение, которое обеспечивается поворотом в обратном направлении проушины 7 под воздействием упругого элемента 12, выталки 15 вающего фиксатор 11 из полости проушины 7 и вынуждающего его скользить по наклонной поверхности корпуса 1. При этом штифты 10, внедренные в галтель на поверхности оси 9,
20 удерживают проушину 7 от осевого смещения.
Расстояние между контактной поверхностью электрода 3 и рабочей поверхностью контрупора 4 или нижнего электрода 5 зависит от размера сечения свариваемого изделия 6 и рег -улируется навинчиванием гайки 8 на резьбовую часть контрупора 4 или нижнего электрода 5 или свинчиванием с .нее, в результате чего оно соответственно уменьшается или увеличивается. Лыска на резьбовой части контрупора 4 или нижнего электрода 5, сопрягаемая с аналогичной лыской фигурного отверстия в проушине 7, предотвращает при этом проворачивание контрупора 4 в проушине 7 и изменение его положения относительно корпуса 1.
Q Изобретение позволяет повысить 1производительность труда путем снийсения физических усилий оператора 1и улучшить качество сварки за счет обеспечения необходимого усилия сжа45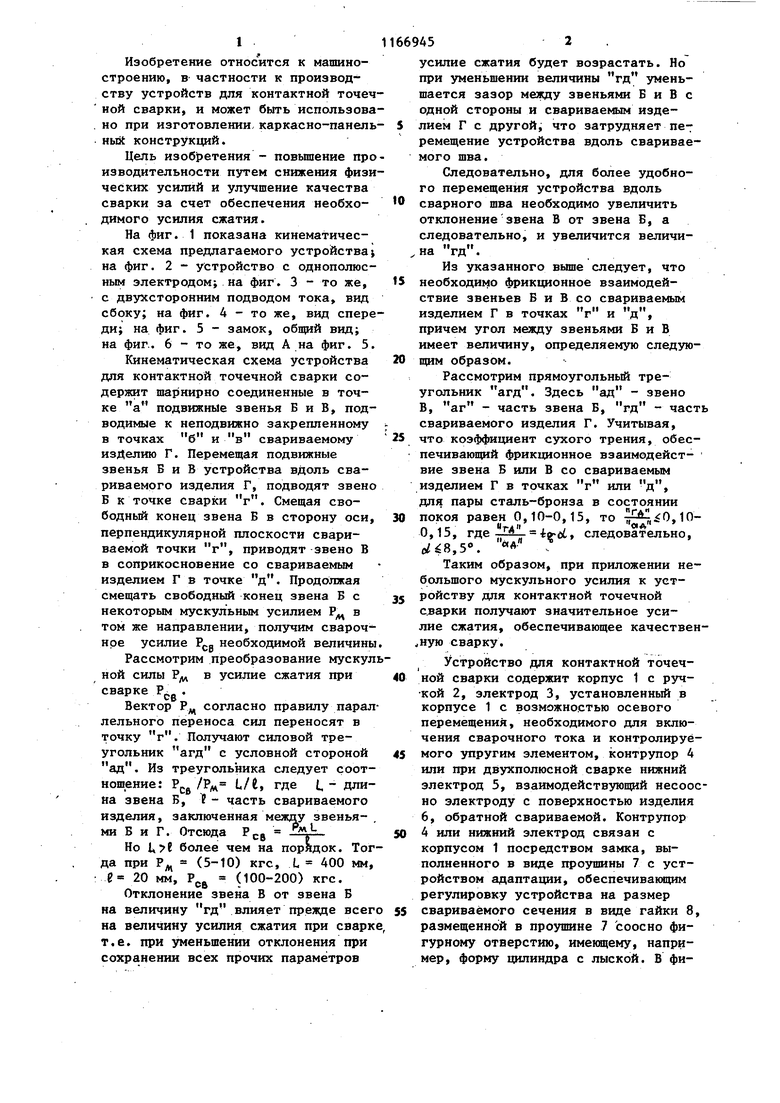
| название | год | авторы | номер документа |
|---|---|---|---|
| Клещи для контактной точечной сварки | 1990 |
|
SU1798088A1 |
| Устройство для контактной точечной сварки | 1988 |
|
SU1698013A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1996 |
|
RU2098249C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| Электрод для контактной точечнойСВАРКи | 1979 |
|
SU829371A1 |
| Устройство для контактной точечной сварки | 1989 |
|
SU1694366A1 |
| Способ контактной стыковой сварки звеньев цепей | 1983 |
|
SU1100061A1 |
| Устройство для контактной точечной сварки | 1976 |
|
SU585008A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1993 |
|
RU2042486C1 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ преимущественно каркасно-панельных конструкций, содержащее корпус с верхним электродом, установленным с возможностью упругого осевого перемещения, и нижний Электрод, шарнирно соединенный с корпусом, отличающееся тем, что, с целью повышения производительности путем снижения физических усилий и улучшения качества сварки за счет обеспечения необходимого усилия сжатия, оно снабжено замком, выполненным в виде шарнирно установленной на корпусе проущины с фигурным отверстием, упругим элементом и фиксатором, и гайки, размещенной в проушине соосно фигурному отверстию, а нижний электрод выполнен с резьбовой частью, взаимодействующей с гайкой. (Л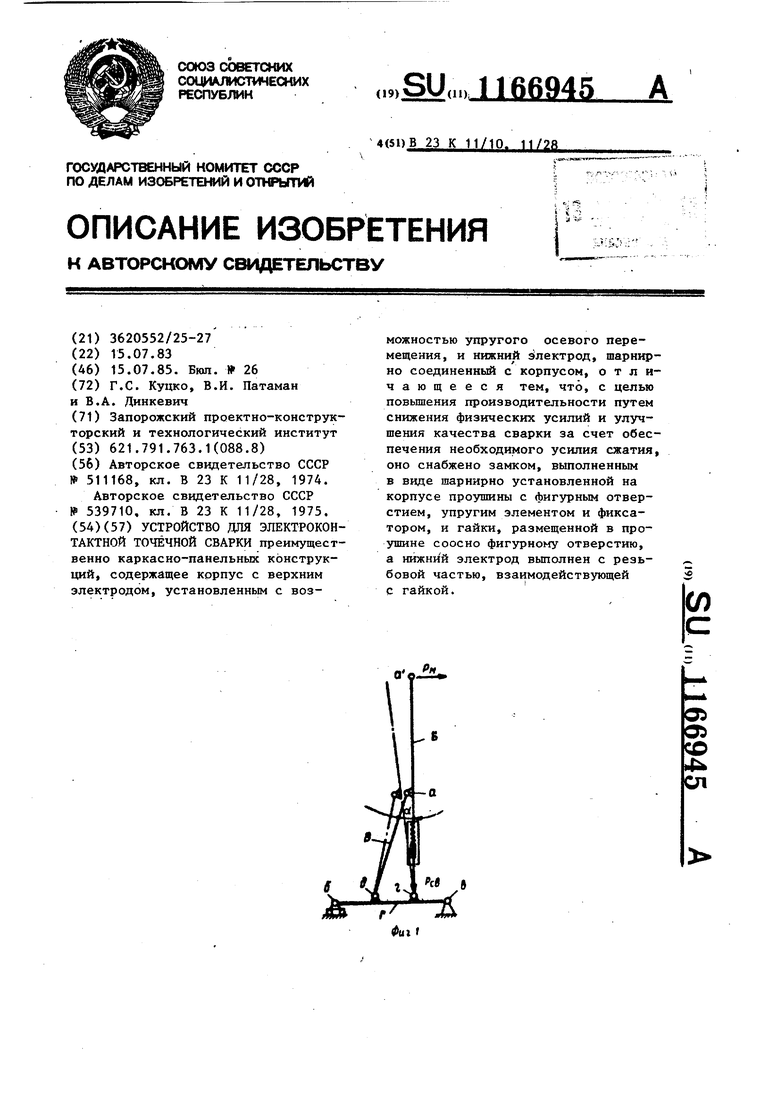
а
Фиг.З
ФигЛ
| Сварочный пистолет для контактной точечной сварки | 1974 |
|
SU511168A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для электроконтактной точечной сварки | 1975 |
|
SU539710A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
