Изобретение относится к технологии химико-термической обработки стальных изделий, в частности к способам нанесения диффузионных покрытий на изделия из нержавеющей стали.
Известен способ химико-термической обработки стальных изделий, включающий, очистку поверхности и вакуумное хромирование, Однако известный способ не обеспечивает достаточную износостойкость полученным этим способом изделиям и не обладает технологичностью.
Цель изобретения - повышение коррозионной стойкости изделий и технологичности за счет сокращения длительности обработки.
Поставленная цель достигается тем, что в известном способе химико-термической обработки стальных изделий преимущественно из нержавеющих сталей, включающем очистку поверхности и вакуумное хромирование, хромирование проводят при 1100 - 1180° С в течение 3-8 мин при
концентрации паров хрома (0,2 - 0, ат/см3, после чего проводят охлаждение, при этом в интервале температур 850 - 570° С скорость охлаждения не более 40° С/мин.
Сущность предлагаемого способа заключается в следующем.
В результате диффузионного хромирования стальных изделий преимущественно из нержавеющей стали и последующего охлаждения изделий с хромированным слоем по предлагаемому способу в диффузионном слое образуется твердая сберхструктурная фаза, причем эта фаза наиболее интенсивно образуется в диапазоне 600 - 800° С. Поэтому выбор режима охлаждения в указанном диапазоне определен с целью стабилизации этой фазы. При температурах более 850 и менее 570° С образование сверхструктурной фазы ограничено. Величина скорости охлаждения определена временем формирования упрочняющей фазы. Следует отметить, что на скорость образования упрочняющей фазы существенное влияние
(Л
-
ю
кэ to
:
twu2t
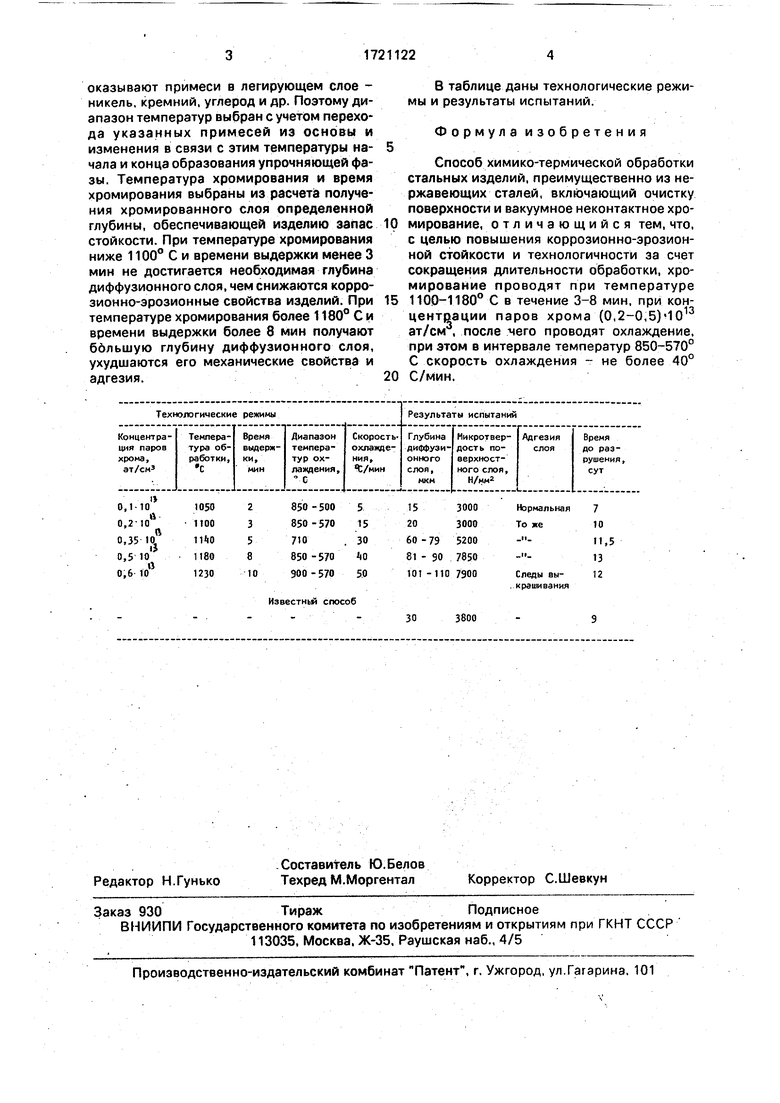
оказывают примеси в легирующем слое - никель, кремний, углерод и др. Поэтому диапазон температур выбран с учетом перехода указанных примесей из основы и изменения в связи с этим температуры на- чала и конца образования упрочняющей фазы. Температура хромирования и время хромирования выбраны из расчета получения хромированного слоя определенной глубины, обеспечивающей изделию запас стойкости. При температуре хромирования ниже 1100° С и времени выдержки менее 3 мин не достигается необходимая глубина диффузионного слоя, чем снижаются корро- зионно-эрозионные свойства изделий. При температуре хромирования более 1180° Си времени выдержки более 8 мин получают большую глубину диффузионного слоя, ухудшаются его механические свойства и адгезия.
В таблице даны технологические режимы и результаты испытаний.
Формул а изобретени я
Способ химико-термической обработки стальных изделий, преимущественно из нержавеющих сталей, включающий очистку поверхности и вакуумное неконтактное хромирование, отличающийся тем, что, с целью повышения коррозионно-эрозион- ной стойкости и технологичности за счет сокращения длительности обработки, хромирование проводят при температуре 1100-1180° С в течение 3-8 мин, при концентрации паров хрома (0,2-0,5)-1013 ат/см , после мего проводят охлаждение, при этом в интервале температур 850-570° С скорость охлаждения - не более 40° С/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2478137C2 |
| Способ обработки деталей из низкоуглеродистых сталей | 1987 |
|
SU1475977A1 |
| Способ хромирования стальных изделий | 1987 |
|
SU1719459A1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ | 2005 |
|
RU2282677C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1996 |
|
RU2124068C1 |
| Способ химико-термической обработки никелевой ленты | 1989 |
|
SU1696578A1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2381299C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ ЖЕЛЕЗА | 2008 |
|
RU2406782C2 |
| Состав для диффузионного хромирования | 1988 |
|
SU1569351A1 |
| Состав для диффузионного хромирования углеродистых сталей | 1990 |
|
SU1705403A1 |
Изобретение относится к технологии химико-термической обработки стальных изделий, в частности к способам нанесения диффузионных покрытий на изделия из нержавеющей стали. Цель - повышение коррозионной стойкости и технологичности за счет сокращения длительности обработки. Способ включает очистку поверхности, вакуумное бесконтактное хромирование при 1100-1200° С в течение 3-8 мин при конл-tfг центрации паров хрома (0,2 - 0,5)-10 ат/см и охлаждение. При этом в интервале температур 850-570° С скорость охлаждения не более 40° С/мин. Способ позволяет увеличить коррозионную стойкость на 10-30% и технологичность за счет сокращения дли тельности обработки до 3-8 мин. 1 табл.
| Соколовский Е.И..Ляхович Л.С | |||
| и Бори-, сенко Г.В | |||
| Износостойкие диффузионные слои на коррозионно-стойких сталях | |||
| Минск: Металлургия, 1984, с | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
