Изобретение относится к технологическому оборудованию для изготовления витых магнитопроводов электрических машин и может быть использовано в электротехнической промышленности.
Целью изобретения является повышение качества путем повышения точности размеров спирали магнитопровода.
На фиг. 1 показано устройство для изготовления витого магнитопровода электрической машины, общий вид; на фиг. 2 - профиль кулачка; на фиг. 3 - корректирующий ролик; на фиг. А - схема расположения элементов устройства при кбнтроле внутреннего диаметра магнитопровода.
Устройство для изготовления витого магнитопровода электрической машины (фиг. 1) содержит формообразующие ролики 1 и 2 механизма формирования спирали из ленты 3 электрической стали. Ролики 1 и 2 установлены в корпусе 4. Устройство содержит также корректирующий ролик 5, укрепленный на ползуне 6, который имеет возможность перемещения в направляющих .7 качения, кронштейн 8, в середине которого выполнен прямоугольный паз 9, направляющий элемент 10, предназначенный для ограничения колебаний сплошной части изогнутой ленты в направлении, перпендикулярном плоскости гибки. Устройство содержит также систему автоматического регулирования диаметра, содержащую источник 11 света, зеркало 12, которое закреплено под прямоугольным пазом кронштейна и предназначено для направления лучевого потока, проходящего через паз, подсистему 13 преобразования светового контрольного сигнала в механические перемещения корректирующего ролика.
Источник 11 света, направляющая 7 чения, корректирующий ролик 5, кронштейн 8, зеркало 12, направляющий элемент 10 жестко закреплены на корпусе 4.
Подсистема 13 состоит из окуляра 14 с установленной собирающей линзой 15, фотодиодной линейки 16 с фотодиодами 17, преобразователя 18 сигналов от фотодиод- ной линейки в импульсы исполнительного органа, управляемого импульсами от преобразователя 18. выполненного, например, в виде шагового двигателя 19, на валу которого установлен кулачок 20, к которому посредством пружины (не показана) поджат ползун 6 корректирующего ролика. Профиль кулачка 20 (фиг. 2) выполнен симметричным относительно нулевой точки профиля. Это обеспечивает симметричность перемещений ползуна б при разных направлениях проворота вала двигателя.
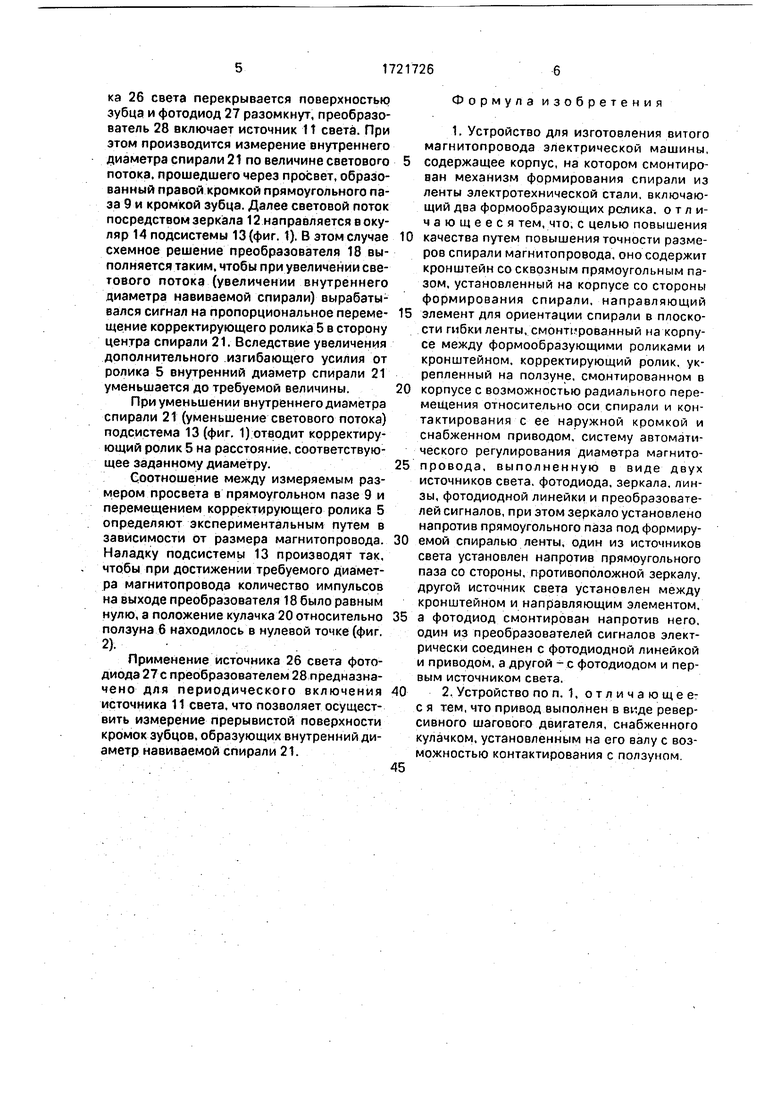
Позицией 21 обозначена спираль магнитопровода. Позицией 22 обозначен пучок световых лучей, корректирующий ролик 5 установлен в вилке 23 на оси 24 и имеет паз
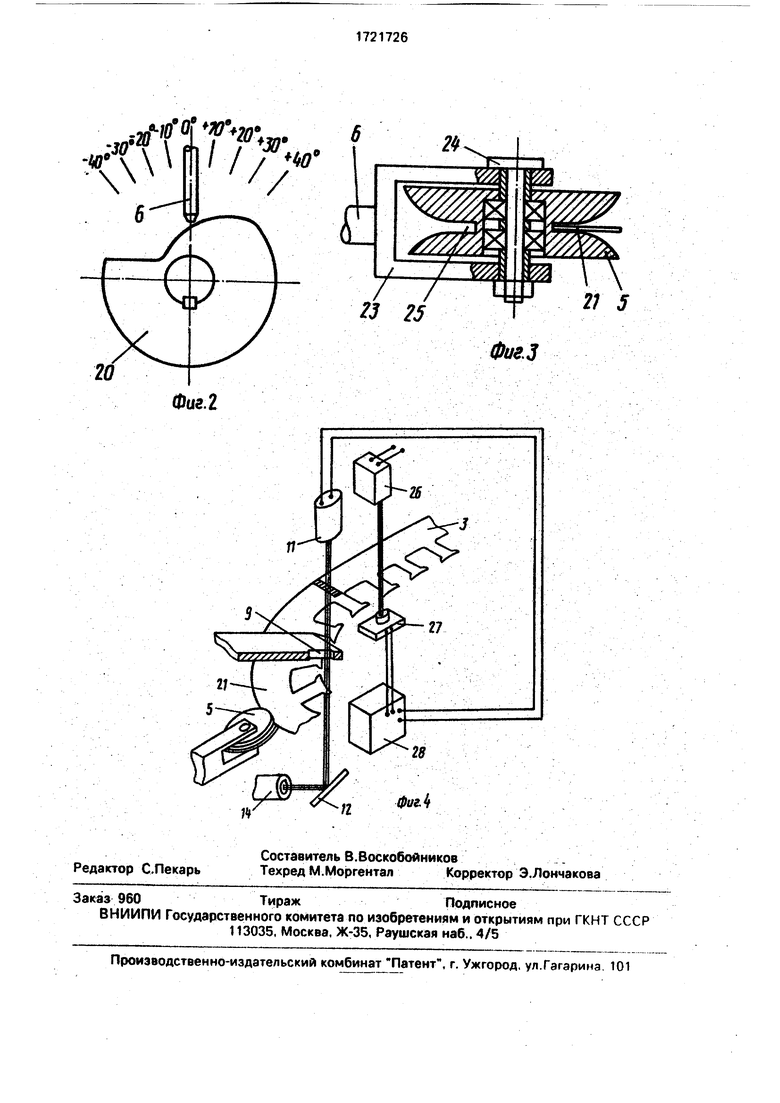
25, в который входит спираль 21 магнитопровода. Система автоматического регулирования содержит второй источник 26 света, установленный по ходу движения ленты перед источником 11 света. Напротив
0 источника 26 света под лентой установлен фотодиод 27, электрически связанный с преобразователем 28 сигналов.
Устройство для изготовления витого магнитопровода электрической машины ра5 ботает следующим образом.
Ленту 3 (фиг. 1) подводят в зону вращающихся формообразующих роликов 1 и 2. Последние захватывают сплошную часть ленты и производят гибку ее с диаметром,
0 превышающим требуемый диаметр магнитопровода. Затем отрезок спирали проходит через направляющий элемент 10 и входит в контакт с цилиндрической частью профильной канавки (фиг. 3) корректирую5 щего ролика 5, вращающегося вокруг оси 24. Включают источник 11 света. При этом часть лучей 22 (фиг. 1) проходит через просвет, образованный прямоугольным пазом 9 и наружной кромкой спирали 21. Посредст0 вом зеркала 12 лучи направляются в окуляр 14 и, проходя через линзу 15. направляются на фотодиодную линейку 16 Применение необходимо для повышения точности измерения наружного диаметра спирали 21. При
5 этом сумма сигналов, равная количеству включенных световым потоком фотодиодов 17 и пропорциональная величине просвета в прямоугольном пазе 9. поступает на вход преобразователя 18 сигналов. Последним
0 вырабатываются импульсы для проворота ротора реверсивного шагового двигателя 19 в определенном направлении и на определенный угол. Это перемещение передается на ползун 6 корректирующего ролика 5 по5 средством кулачка 20. Получение требуемого диаметра спирали 21 обеспечивается путем приложения дополнительного изгибающего усилия к наружной кромке отрезка спирали 21 за счет изменения положения
0 корректирующего ролика 5 в направлении перемещения ползуна б. Далее процесс навивки спирали 21 продолжается при непрерывной работе системы автоматического регулирования до получения пакета магни5 топровода.
В случае контроля по внутреннему диаметру навиваемой спирали устройство работает следующим образом.
Включают источник 26 света (фиг. 4). В промежутке времени, когда луч от источника 26 света перекрывается поверхностью зубца и фотодиод 27 разомкнут, преобразователь 28 включает источник 11 света. При этом производится измерение внутреннего диаметра спирали 21 по величине светового потока, прошедшего через просвет, образованный правой кромкой прямоугольного лаза 9 и кромкой зубца. Далее световой поток посредством зеркала 12 направляется в окуляр 14 подсистемы 13 (фиг. 1). В этом случае схемное решение преобразователя 18 выполняется таким, чтобы при увеличении светового потока (увеличении внутреннего диаметра навиваемой спирали) вырабатывался сигнал на пропорциональное переме- щение корректирующего ролика 5 в сторону центра спирали 21. Вследствие увеличения дополнительного изгибающего усилия от ролика 5 внутренний диаметр спирали 21 уменьшается до требуемой величины.
При уменьшении внутреннего диаметра спирали 21 (уменьшение светового потока) подсистема 13 (фиг. 1) отводит корректирующий ролик 5 на расстояние, соответствующее заданному диаметру.
Соотношение между измеряемым размером просвета в прямоугольном пазе 9 и перемещением корректирующего ролика 5 определяют экспериментальным путем в зависимости от размера магнитопровода. Наладку подсистемы 13 производят так, чтобы при достижении требуемого Диаметра магнитопровода количество импульсов на выходе преобразователя 18 было равным нулю, а положение кулачка 20 относительно ползуна б находилось в нулевой точке (фиг. 2).
Применение источника 26 света фотодиода 27 с преобразователем 28 предназначено для периодического включения источника 11 света, что позволяет осуществить измерение прерывистой поверхности кромок зубцов, образующих внутренний диаметр навиваемой спирали 21.
Формула изобретения
1. Устройство для изготовления витого магнитопровода электрической машины, содержащее корпус, на котором смонтирован механизм формирования спирали из ленты электротехнической стали, включающий два формообразующих ролика, отличающееся тем, что. с целью повышения качества путем повышения точности размеров спирали магнитопровода. оно содержит кронштейн со сквозным прямоугольным пазом, установленный на корпусе со стороны формирования спирали, направляющий элемент для ориентации спирали в плоскости гибки ленты, смонтированный на корпусе между формообразующими роликами и кронштейном, корректирующий ролик, укрепленный на ползуне, смонтированном в корпусе с возможностью радиального перемещения относительно оси спирали и контактирования с ее наружной кромкой и снабженном приводом, систему автоматического регулирования диаметра магнитопровода, выполненную в виде двух источников света, фотодиода, зеркала, линзы, фотодиодной линейки и преобразователей сигналов, при этом зеркало установлено напротив прямоугольного паза под формируемой спиралью ленты, один из источников света установлен напротив прямоугольного паза со стороны, противоположной зеркалу, другой источник света установлен между кронштейном и направляющим элементом, а фотодиод смонтирован напротив него, один из преобразователей сигналов электрически соединен с фотодиодной линейкой и приводом, а другой - с фотодиодом и первым источником света.
2, Устройство поп. 1, отличающее- с я тем, что привод выполнен в виде реверсивного шагового двигателя, снабженного кулачком, установленным на его валу с возможностью контактирования с ползуном.
П 5
ФиеЗ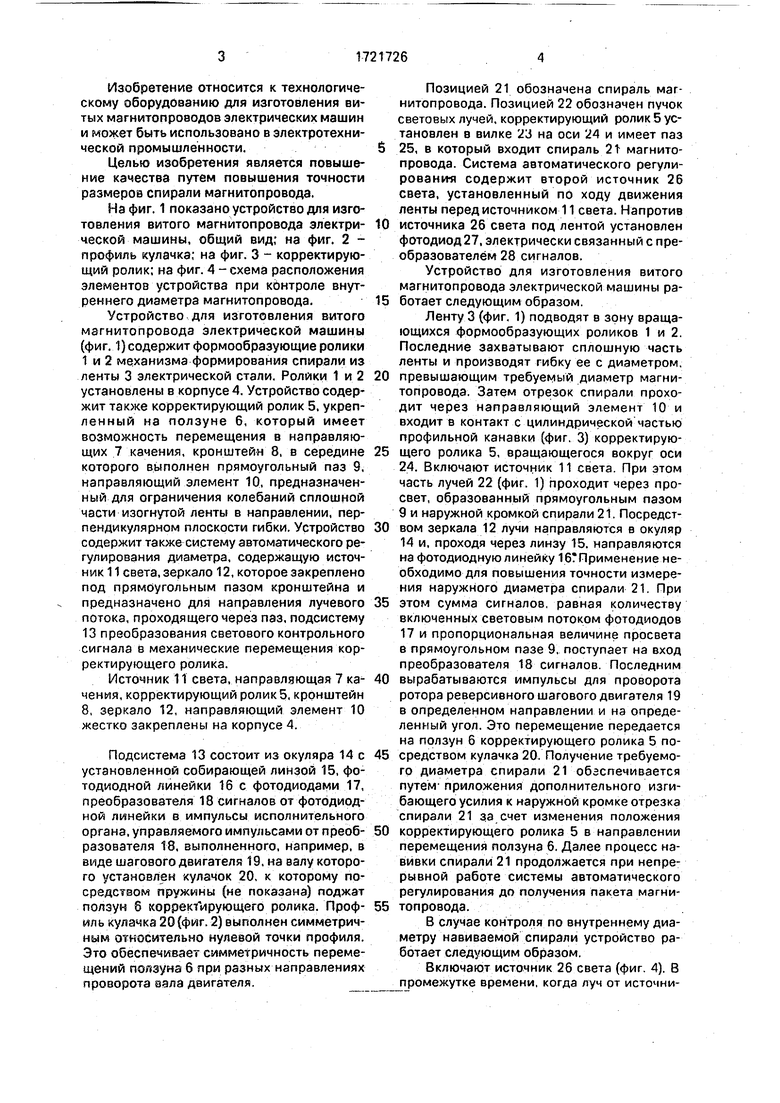
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| УСТРОЙСТВО ДЛЯ ВИЗУАЛЬНОЙ РАСШИФРОВКИ И ИЗМЕРЕНИЯ ОПТИЧЕСКОЙ ПЛОТНОСТИ РЕНТГЕНОГРАММ | 1995 |
|
RU2118799C1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| Устройство для изготовления витых магнитопроводов | 1975 |
|
SU693511A1 |
| СПОСОБ ИЗМЕРЕНИЯ ОТНОСИТЕЛЬНОЙ ПРОДОЛЬНОЙ ДЕФОРМАЦИИ ПОВЕРХНОСТИ И ЭКСТЕНЗОМЕТР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2575795C2 |
| Установка для изготовления витого магнитопровода электрической машины | 1987 |
|
SU1554079A1 |
| Прибор для измерения диаметров изделий | 1991 |
|
SU1778514A1 |
| Механический дефлектор | 1985 |
|
SU1314297A1 |
| УНИПОЛЯРНЫЙ ЭЛЕКТРОМАГНИТНЫЙ ВЕЛОСИМЕТР | 2022 |
|
RU2798686C1 |
Изобретение Относится к технологическому оборудованию для изготовления витых магнитопроводов электрических машин и может быть использовано в электротехнической промышленности. Целью изобрете- ния является повышение качества изготовления путем повышения точности размеров спирали магнитопровода. Устройство содержит направляющий элемент 10 и формообразующие ролики 1 и 2. установленные в корпусе 4 и являющиеся составной частью механизма формирования спирали из ленты 3 электротехнической стали. Устройство содержит также корректирующий ролик 5, укрепленный на ползуне б, перемещаемом в направляющих 7 качения, кронштейн 8 с прямоугольным пазом 9 для прохождения светового потока 22 от источника 11 света системы автоматического регулирования диаметра спирали 21, которая включает в себя зеркало 12, окуляр 14 с линзой 15, подсистему 13. включающую фотодиодную линейку 16 с фотодиодами 17, преобразователь 18, воздействующий на двигатель 19. на валу которого укреплен кулачок 20, контактирующий с ползуном 6 корректирующего ролика 5. 1 з.п. ф-лы, 4 ил. 4 / - . со С vi ю VI ю о Фаг.}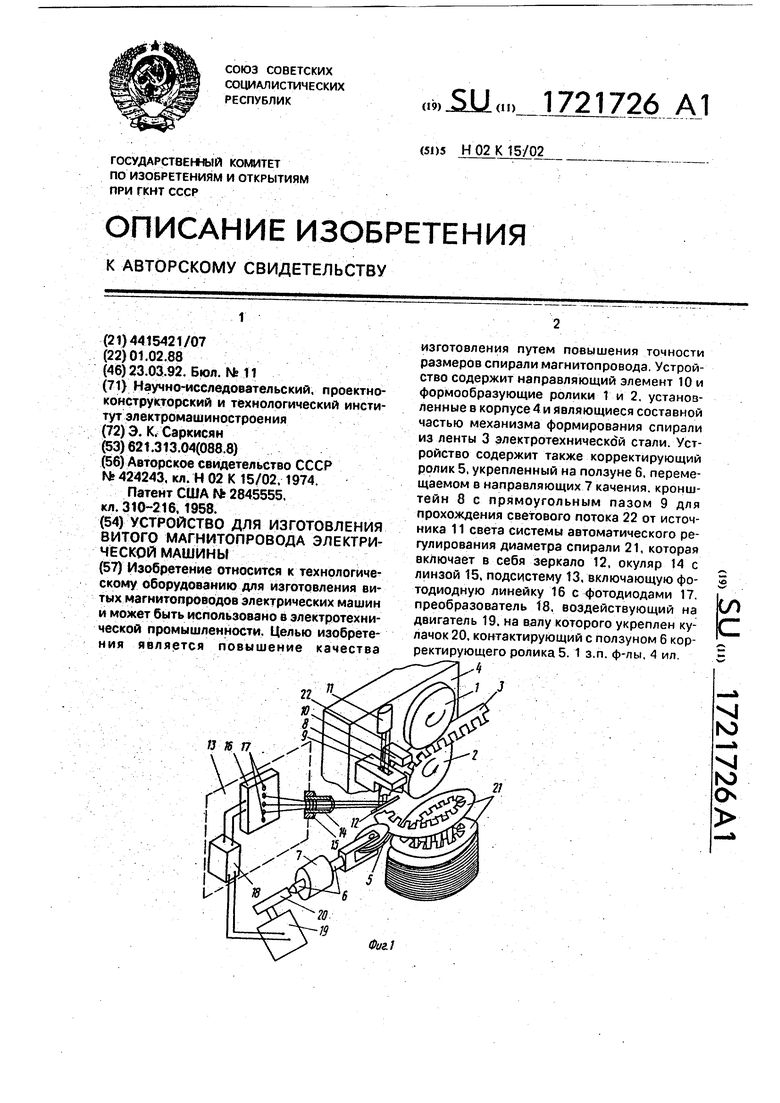
Фиг
фиг.1
