Изобретение относится к легкой промышленности, в частности к способам непрерывной обработки деталей, преимущественно швейных изделий.
Известен способ формирования полосы в столе, включающей четные и нечетные детали кроя, при котором конечную зону каждой детали кроя соединяют с начальной зоной последующей детали.
Недостатком данного способа является низкая производительность труда из-за последовательного соединения деталей.
Цель изобретения - повышение производительности труда за счет непрерывной подачи деталей, с различной конфигурацией срезов.
Поставленная цель достигается тем, что в способе формирования полосы в стопе из деталей кроя, включающей четные и нечетные детали кроя, при котором конечную зону каждой детали кроя соединяют с
начальной зоной последующей детали, начальную и конечную зоны деталей в стопе предварительно пронизывают гибкими связующими элементами из термопластичного материала, разводят детали в стопе, образуя зазоры, между деталями, формируют звенья из заданного числа деталей посредством вытягивания напусков из гибких связующих элементов и затем образуют полосу из звеньев четных и нечетных деталей посредством разрушения гибких связующих элементов, после чего разворачивают звенья деталей стопы в полосу на плоскости для их соединения. Кроме того, звенья в стопе образуют из деталей, разрушая гибкие связующие элементы термическим воздействием с одновременным формированием на концах утолщений, которые препятствуют роспуску полосы из звеньев деталей. А разводят детали в стопе, образуя зазоры между деталями посредством их отел
С
VI ю ю J
00
носительного смещения по своим поверхностям.
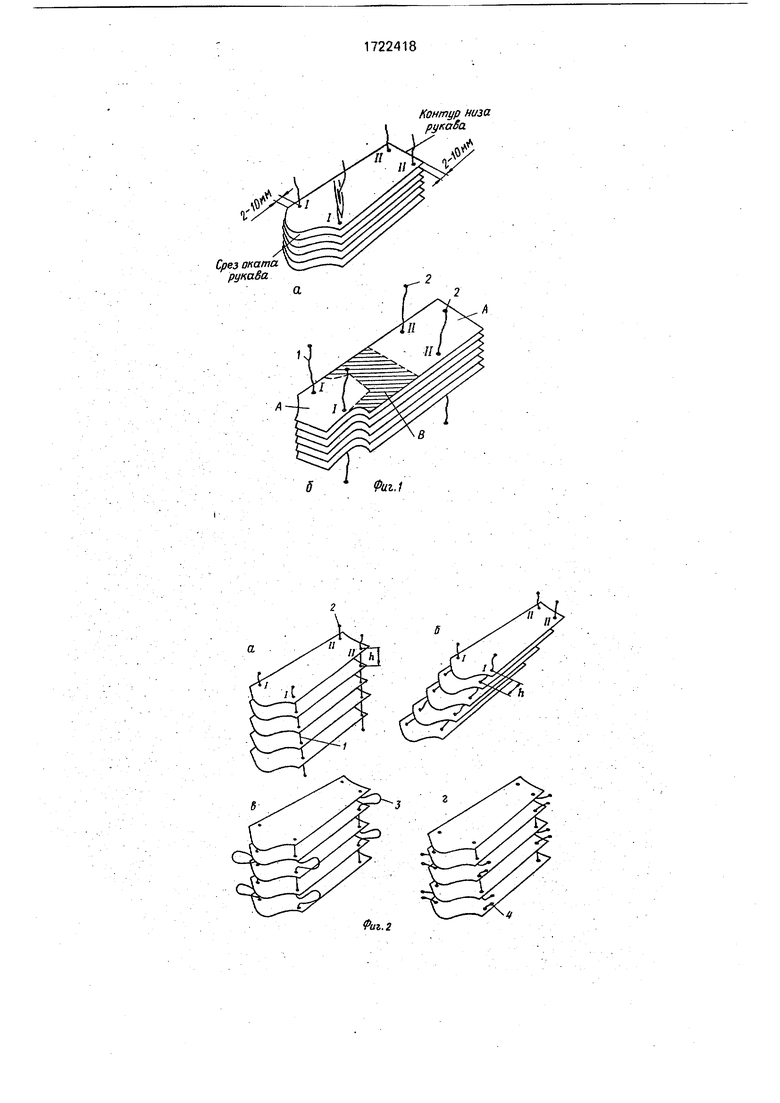
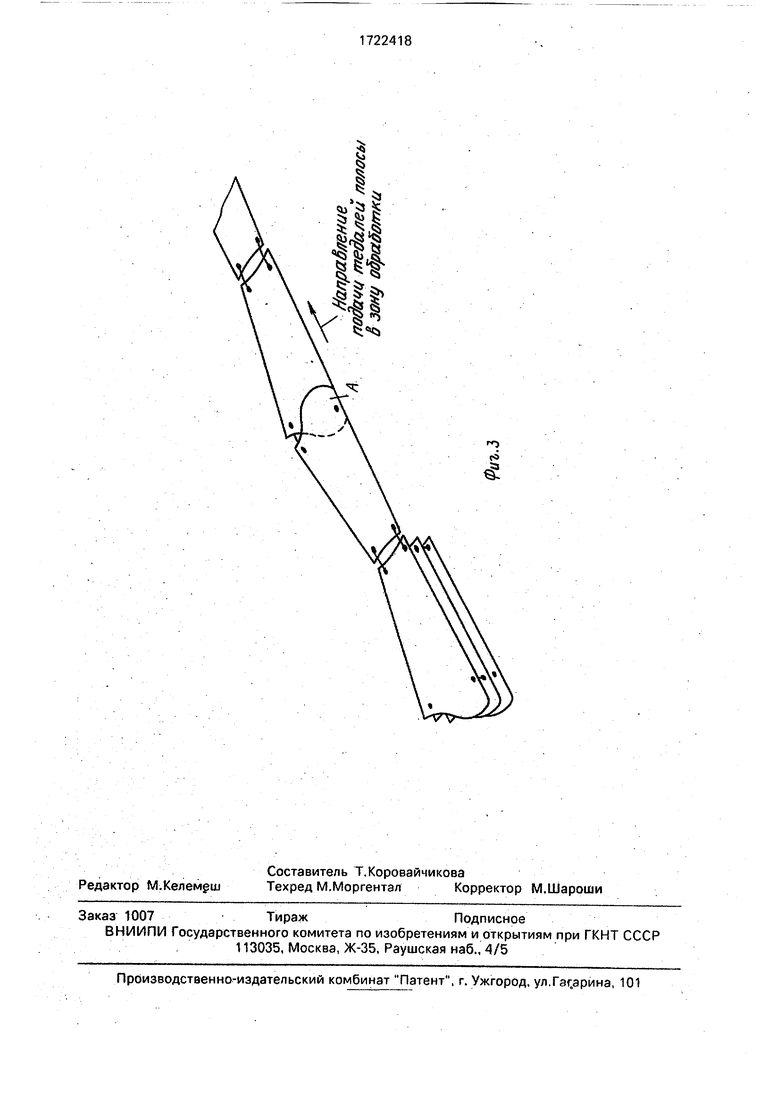
На фиг.1 и 2 (а,б,в,г) представлена последовательность этапов формирования полосы из стопы деталей кроя; на фиг.З - развертывание звеньев деталей стопы в полосу на плоскости.
- Способ осуществляют следующим образом..
Стопу из выкроенных деталей в начальной и конечной зонах I-I и 11-Й соответственно (фиг,1), пронизывают гибкими связующими элементами 1 из термопластичного материале, на концах которых образуют элемент, удерживающий детали в стопе - утолщений 2. Длину гибких связующих элементов выбирают таким образом, чтобы был обеспечен запас на образование
зазоров между деталями (фиг. 1 а).
Затем разводят детали в стопе в начальной и конечной зонах, образуя зазоры h между деталями, необходимые для вытягивания напусков из гибких связующих элементов (фиг.1а,б). Разводить детали в стопе можно осуществляй относительное смещение деталей по своим поверхностям, следующим образом. Край стопы попеременно совмещают поверхностями различной кривизны, а второй край стопы либо совмещают с дополнительной криволинейной поверхностью, либо вывешивают в вертикальной плоскости и воздействуют периодическими ударными нагрузками.
Далее формируют звенья из деталей, одновременно вытягивая напуски 3 из гибких связующих элементов. Затем разрушают гибкие связующие элементы, причем в начальных зонах - между четными звеньями, а в конечных зонах - между нечетными звеньями, или наоборот, образуя при этом на концах утолщений 4, препятствующих . роспуску полосы из звеньев.:
Для осуществления подачи деталей в рабочую зону, т.е. для развертывания звеньев, направляют верхнюю деталь стопы в необходимом направлении. Остальные детали будут продвигаться самостоятельно, разворачивая звенья в полосу на плоскости (фиг.2).
Способ позволяет автоматизировать подачу деталей в рабочую зону и частично исключить нумерацию деталей на отдельных видах операций.
Формула изобретения
1.Способ формирования полосы в стопе из деталей кроя, включающей четные и нечетные детали кроя, при котором конечную зону каждой детали кроя соединяют с начальной зоной последующей детали, отличающийся тем, что, с целью повышения производительности труда, начальную и конечную зоны деталей в стопе предварительно пронизывают гибкими связующими элементами из термопластичного материала, разводят детали, в стопе, образуя зазоры между деталями, формируют
звенья из заданного числа деталей посредством вытягивания напусков из гибких связующих элементов и образуют полосу из звеньев четных и нечетных деталей посредством разрушения гибких связующих элементов, после чего разворачивают звенья деталей стопы в полосу на плоскости для их соединения.
2.Способ поп. 1, отличающийся тем. что звенья в стопе образуют из деталей
посредством разрушения гибких связующих элементов при термическом воздействии с одновременным формированием на концах утолщений, препятствующих роспуску полосы из звеньев деталей.
3. Способ по п.1, от л и ч а ю щ и и с я тем, что разводят детали в стопе, образуя зазоры между деталями посредством их от- носмтельного смещения по своим поверхностям.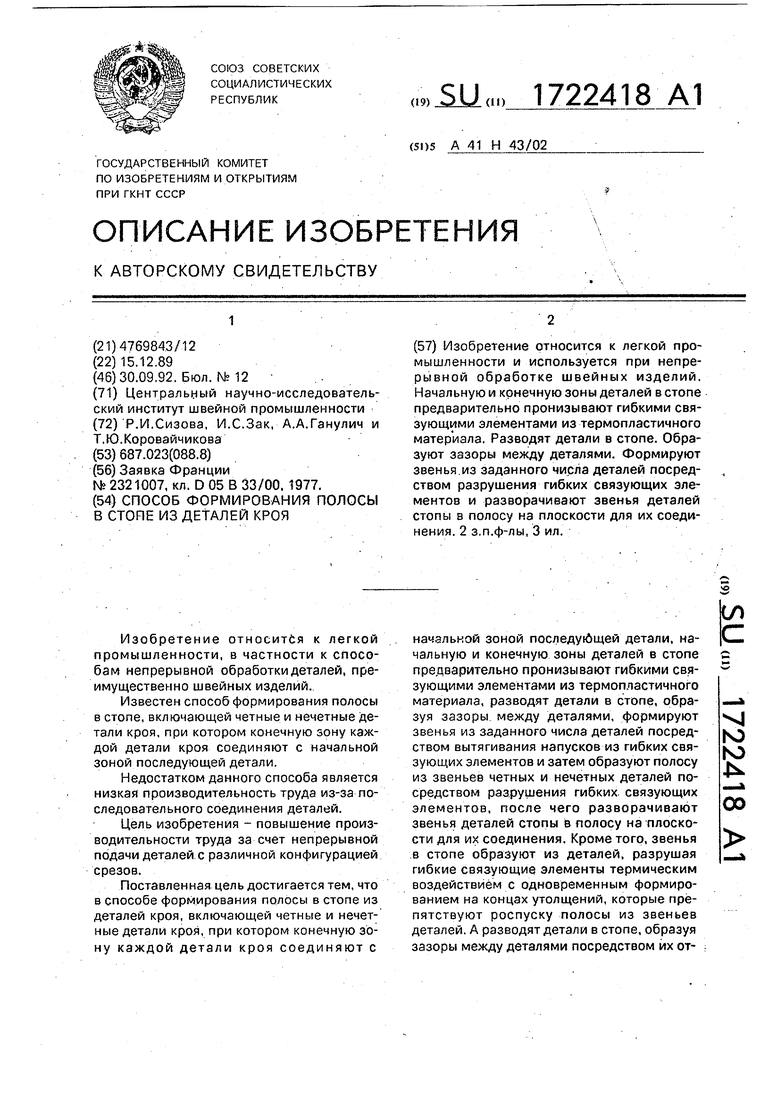

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОПАСТЬ ИЗ ТЕРМОПЛАСТИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, В ЧАСТНОСТИ ДЛЯ ХВОСТОВОГО ВИНТА ВЕРТОЛЕТА, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2113379C1 |
| ЛЕНТО-ТРУБНЫЙ СПОСОБ ТУШЕНИЯ ЛЕСНОГО ПОЖАРА С ПРЕОБРАЗУЮЩИМИ СЪЕМНЫМИ ЗВЕНЬЯМИ | 2011 |
|
RU2470685C2 |
| АВТОПОЕЗД ДЛЯ ПЕРЕВОЗКИ ДЛИННОМЕРНЫХ ГРУЗОВ | 1992 |
|
RU2043220C1 |
| УМНОЖИТЕЛИ ЧИСЛА ИЗОБРАЖЕНИИ | 1968 |
|
SU209793A1 |
| Манипулятор | 1983 |
|
SU1115898A1 |
| РАДИАЛЬНАЯ ПНЕВМАТИЧЕСКАЯ ШИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2209139C2 |
| Полировальный инструмент | 1990 |
|
SU1717326A1 |
| Раздвижной подъемник | 1990 |
|
SU1785996A1 |
| ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИТА НА ОСНОВЕ АРМИРОВАННОГО ТЕРМОПЛАСТИКА | 2013 |
|
RU2655976C2 |
| ЭЛЕКТРОЛЮМИНЕСЦЕНТНЫЙ ИСТОЧНИК СВЕТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2096932C1 |
Изобретение относится к легкой промышленности и используется при непрерывной обработке швейных изделий. Начальную и конечную зоны деталей в стопе предварительно пронизывают гибкими связующими элементами из термопластичного материала. Разводят детали в стопе. Образуют зазоры между деталями. Формируют звенья.из заданного числа деталей посредством разрушения гибких связующих элементов и разворачивают звенья деталей стопы в полосу на плоскости для их соединения. 2 з,п.ф-лы, 3 ил.
| СПОСОБ ИЗМЕРЕНИЯ ЛОКАЛЬНЫХ ЭНЕРГЕТИЧЕСКИХ ЧАСТОТНЫХ СПЕКТРОВ И КОЭФФИЦИЕНТА ОТРАЖЕНИЯ РАДИОПОГЛОЩАЮЩЕГО МАТЕРИАЛА | 2006 |
|
RU2321007C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
