Изобретение относится к металлообработке и может быть использовано для изготовления штампов для формообразования деталей сложной формы из листового материала в условиях опытного и мелкосерийного производства.
Известен способ изготовления штампа для вытяжки мелких серий деталей сложной формы, включающий изготовление оправки-макета штампованной детали, формообразование из листового металла по оправке тонкостенной литейной модели, литье по модели матрицы, пуансона и прижима из легкоплавкого сплава и доводку рабочих поверхностей штампа.
Недостатком способа является высокая трудоемкость изготовления штампа, обусловленная необходимостью изготовления оправки, ручной формовки и рихтовки модели, а также зачистки остатком литников после литья штампа.
Известен также способ изготовления штампа для вытяжки деталей сложной формы из листового материала, включающий изготовление матрицы, а также совместное изготовление пуансона и прижима на станке с ЧПУ по управляющим программам с использованием математической модели формы изделия путем черновой, промежуточной с припуском, чистовой и окончательной обработки с последующим их разделением и последующую сборку штампа.
Недостатками способа являются высокая трудоемкость и длительность изготовле- ния штампа при неэффективном использовании ресурса его стойкости в условиях мелкосерийного производства, что обусловлено механической обработкой всех рабочих поверхностей штампа, выполненного из относительно твердого, хорошо обрабатываемого резанием материала (алюминиевого сплава, чугуна, дельта-древесины и др.).
Цель изобретения - снижение трудоемкости изготовления штампа за счет исключения разработки управляющих программ для механической матрицы и слесарной подгонки рабочих частей штампа.
Поставленная цель достигается тем, что промежуточную обработку пуансона и прижима осуществляют с припуском, равным толщине листового материала, а матрицу изготавливают путем заливки легкоплавким сплавом полости ванны, закрытой полуфабрикатом пуансона, прижима после промежуточной обработки и извлечения полученной отливки из ванны.
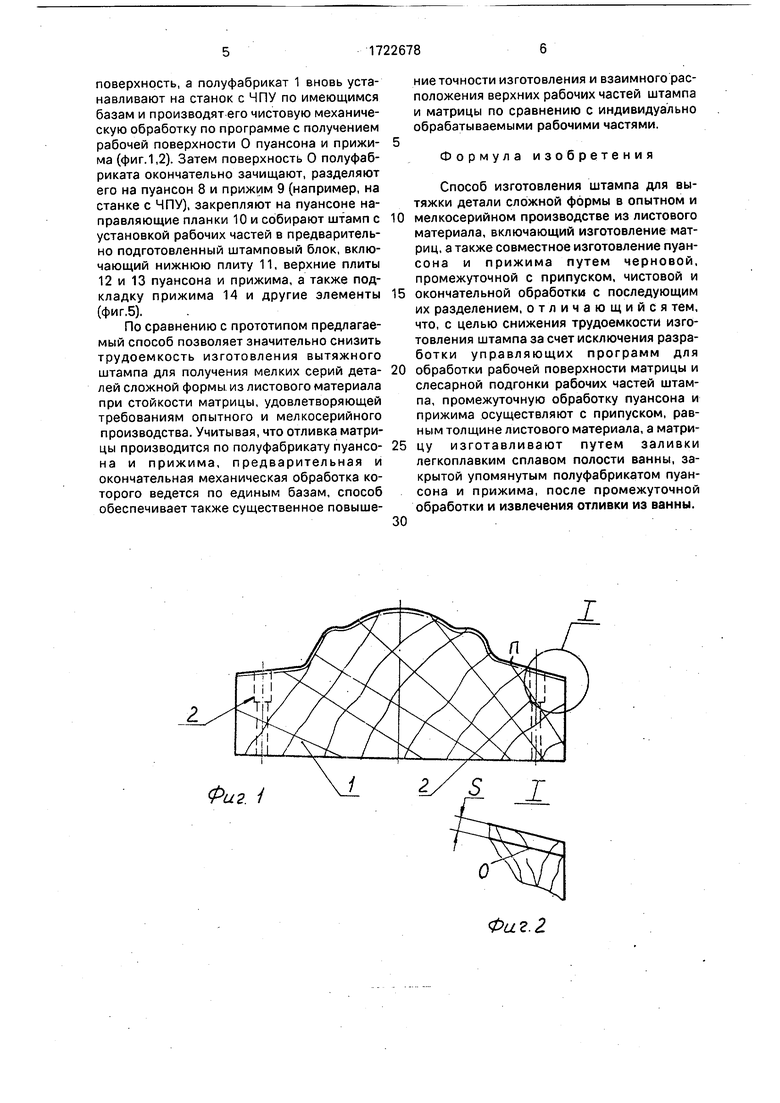
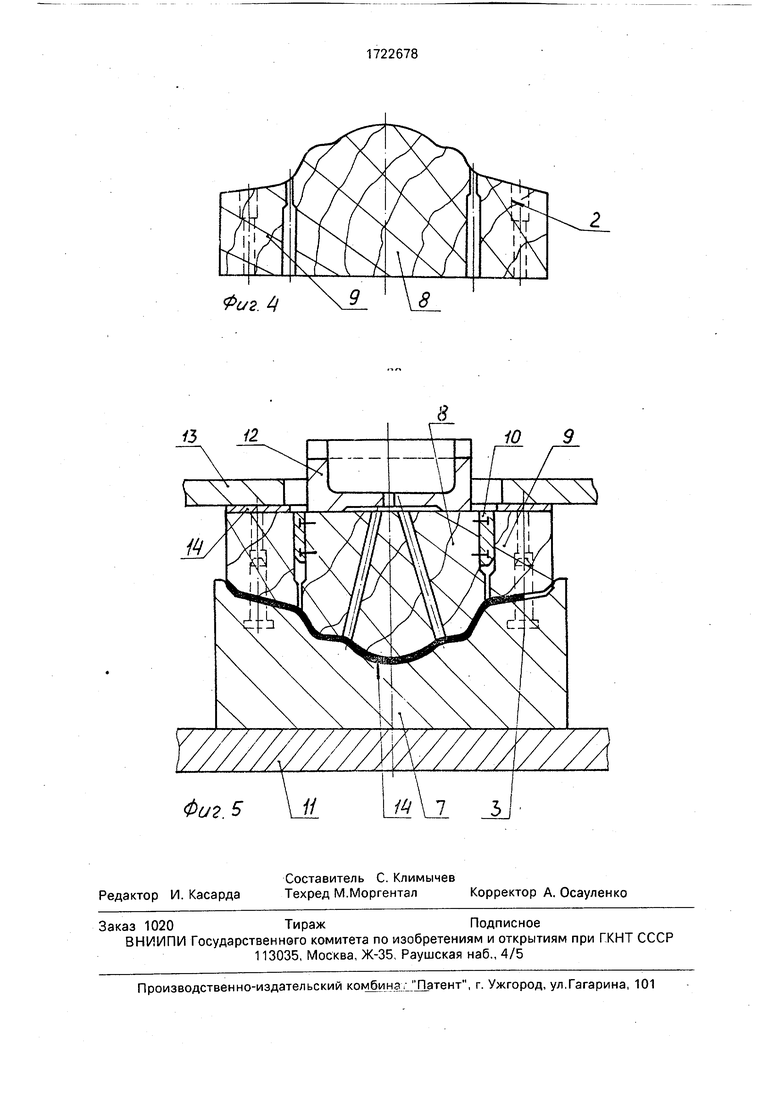
На фиг.1 показан полуфабрикат пуансона и прижима после черновой и промежуточной обработки с припуском, равным толщине штампуемого листа; на фиг.2 - узел I на фиг.1; на фиг.З - получение матрицы заливкой легкоплавкого сплава в ванну, закрытую полуфабрикатом верхних рабочих частей штампа; на фиг.4 - пуансон и прижим после чистовой обработки и разделения; на фиг.5 - собранный штамп, установленный в блоке.
0 Способ осуществляется следующим образом.
Вначале на основе математической модели формы поверхности штампованной детали разрабатывают управляющую
5 программу для станка (обрабатывающего центра) с ЧПУ, включающую черновую, промежуточную и чистовую обработку поверхностей объединенного полуфабриката пуансона и прижима. При этом программой
0 предусматривают остановку обработки при получении формы поверхности, эквидистантной окончательной форме пуансона и прижима, и отстоящей от нее на величину, равную толщине листового металла S. После
5 этого заготовку устанавливают по предварительно подготовленным базам на станок с ЧПУ и обрабатывают ее до получения указанной промежуточной поверхности П с припуском S (фиг.1 и 2).
0 Затем в полуфабрикате 1 выполняют гнезда 2 и устанавливают в них направляющие колонки 3 (фиг,1 и 3). Далее полуфабрикат переворачивают, устанавливают соосно ванне 4 и фиксируют в положении Литье
5 так, чтобы обработанная рабочая поверхность П полуфабриката располагалась ниже уровня борта ванны, а опорная поверхность располагалась в горизонтальной плоскости. После этого полость ванны 4 заливают лег0 коплавким сплавом 5 (например, эвтектическим сплавом висмут - олово с добавкой 2-6% сурьмы) до уровня, обеспечивающего плотное погружение поверхности П и направляющих колонок 3 в расплав. Для иск5 лючения скопления воздуха в поднутрениях формы пуансона, что приводит к образованию раковин на отливке матрицы, в полуфабрикате перед литьем выполняют отверстия 6.
0 Далее охлаждают ванну (например, проточной водой, проходящей в каналах стенок ванны) до полного отверждения сплава, после чего полуфабрикат 1 вертикально поднимают и удаляют. При этом
5 направляющие колонки 3 остаются прочно закрепленными в отлитой матрице 7 за счет буртов и небольшого расширения сплава при охлаждении. После этого полученную матрицу из легкоплавкого сплава извлекают из ванны и окончательно зачищают ее рабочую
поверхность, а полуфабрикат 1 вновь устанавливают на станок с ЧПУ по имеющимся базам и производят его чистовую механическую обработку по программе с получением рабочей поверхности О пуансона и прижима (фиг. 1,2). Затем поверхность О полуфабриката окончательно зачищают, разделяют его на пуансон 8 и прижим 9 (например, на станке с ЧПУ), закрепляют на пуансоне направляющие планки 10 и собирают штамп с установкой рабочих частей в предварительно подготовленный штамповый блок, включающий нижнюю плиту 11, верхние плиты 12 и 13 пуансона и прижима, а также подкладку прижима 14 и другие элементы (фиг.5).
По сравнению с прототипом предлагаемый способ позволяет значительно снизить трудоемкость изготовления вытяжного штампа для получения мелких серий деталей сложной формы, из листового материала при стойкости матрицы, удовлетворяющей требованиям опытного и мелкосерийного производства. Учитывая, что отливка матрицы производится по полуфабрикату пуансо- на и прижима, предварительная и окончательная механическая обработка которого ведется по единым базам, способ обеспечивает также существенное повышение точности изготовления и взаимного расположения верхних рабочих частей штампа и матрицы по сравнению с индивидуально обрабатываемыми рабочими частями.
Формула изобретения
Способ изготовления штампа для вы- тяжки детали сложной формы в опытном и
мелкосерийном производстве из листового материала, включающий изготовление матриц, а также совместное изготовление пуан- сона и прижима путем черновой, промежуточной с припуском, чистовой и
окончательной обработки с последующим их разделением, отличающийся тем, что, с целью снижения трудоемкости изготовления штампа за счет исключения разработки управляющих программ для
обработки рабочей поверхности матрицы и слесарной подгонки рабочих частей штампа, промежуточную обработку пуансона и прижима осуществляют с припуском, равным толщине листового материала, а матрицу изготавливают путем заливки легкоплавким сплавом полости ванны, закрытой упомянутым полуфабрикатом пуансона и прижима, после промежуточной обработки и извлечения отливки из ванны.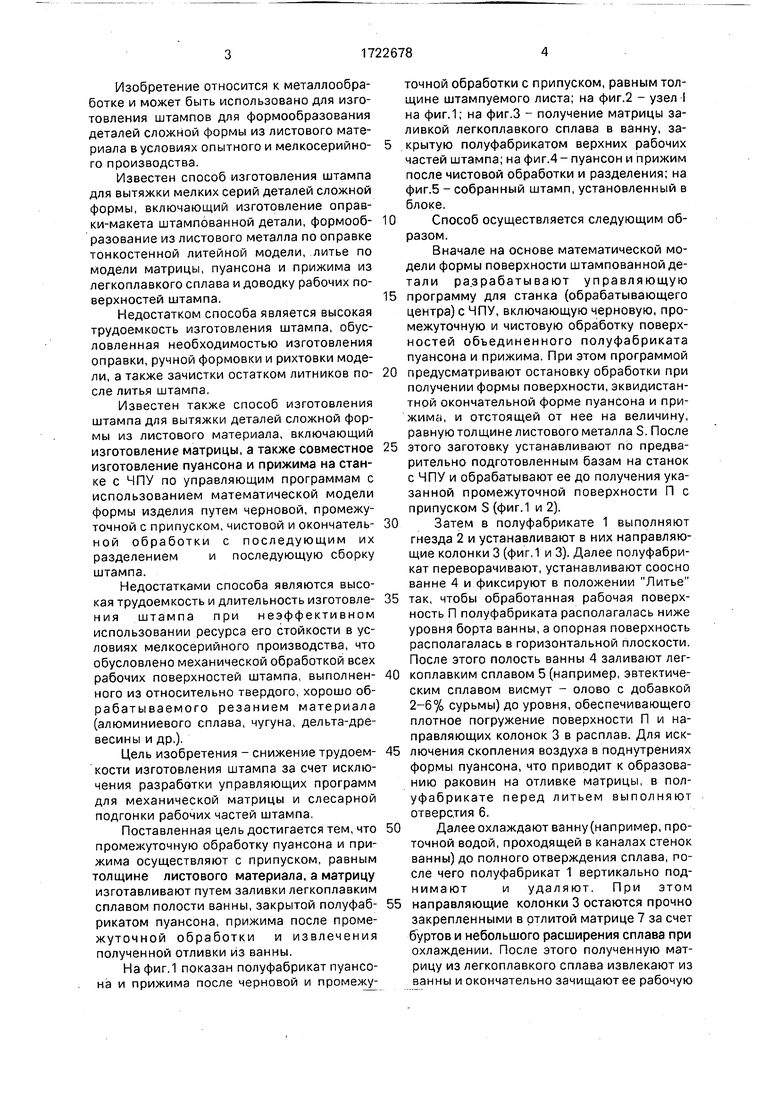
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2009 |
|
RU2458755C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МЕТАЛЛА | 2011 |
|
RU2466834C2 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ДЕКОРАТИВНОГО КОРПУСА ИЗДЕЛИЯ | 2014 |
|
RU2594768C2 |
| Способ изготовления ступенчатого электрода-инструмента | 1980 |
|
SU884928A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО СЛОЖНОПРОФИЛЬНОГО ПРЕЦИЗИОННОГО ПУАНСОНА ТВЕРДОСПЛАВНОГО ШТАМПА | 2000 |
|
RU2192934C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНАСТКИ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2101124C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕКЛОРЕЗНЫХ НОЖЕЙ | 1996 |
|
RU2096120C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях машиностроения для изготовления штампов для формообразования деталей сложной формы из листового материала в условиях опытного и мелкосерийного производства. Цель изобретения - снижение трудоемкости изготов- ления штампа за счет исключения разработки управляющих программ, обработки рабочей поверхности матрицы и слесарной подгонки рабочих частей штампа, Это достигается тем, что по управляющим программам на станке с ЧПУ производят обработку объединенного полуфабриката пуансона и прижима с припуском на толщину листовой заготовки, после чего, выполнив в нем гнезда 2, устанавливают полуфабрикат на направляющие колонки 3 ванны 4 и ванну заполняют легкоплавким сплавом 5, который затвердевая, образует рабочую поверхность матрицы. Для исключения образования раковин на этой поверхности в полуфабрикате 1 выполнены отверстия 6. После извлечения матрицы из ванны 4 производится окончательная чистовая обработка матрицы и прижима с пуансоном. 5 ил. у Ё
Фи.2
| Журнал LAMIERA, 1987, №11, с.58-62 |
