Изобретение относится к обработке металлов резанием, в частности к обработке на токарных станках.
Цель изобретения - повышение точности обработки за счет уменьшения амплитуды колебаний режущих элементов в радиальном направлении.
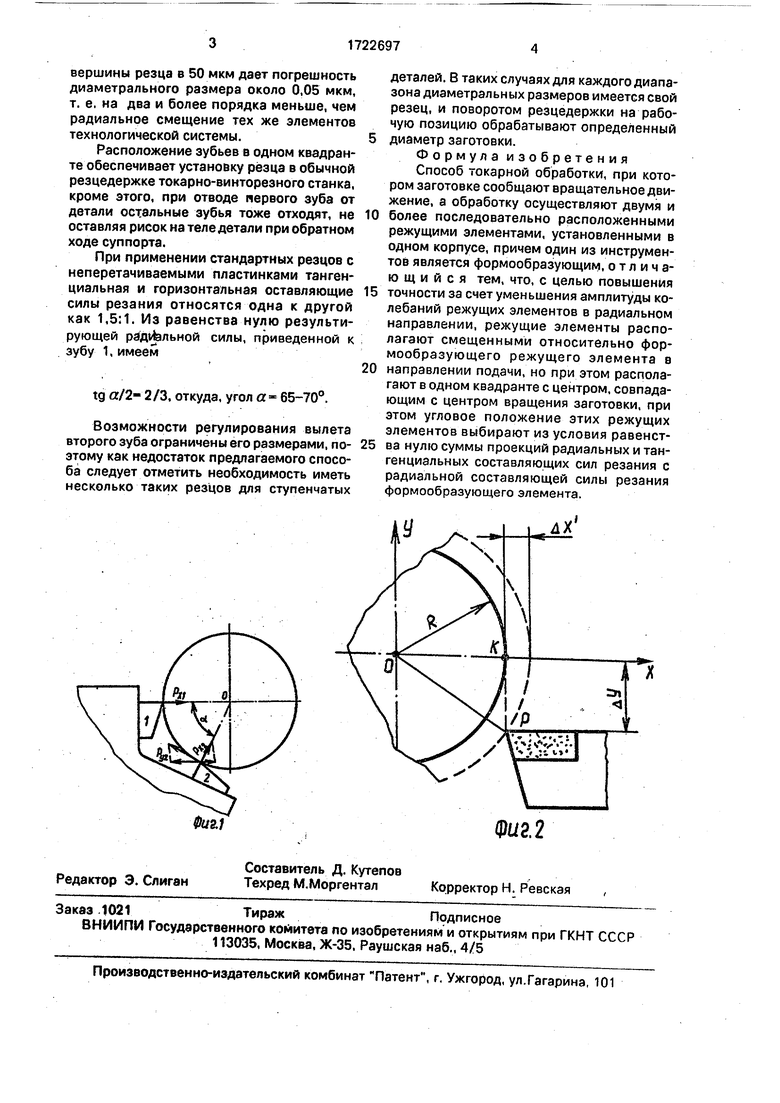
На фиг. 1 показана схема точения; на фиг. 2 - схема радиальных составляющих сил резания.
Окончательное формообразующее движение совершают формообразующим зубом, остальные зубья располагают смещенными в пространстве, но в одном квадранте с центром, совпадающим с центром детали в радиальном сечении, а угловое положение этих зубьев выбирают из равенства нулю суммы проекций радиальных и тангенциальных составляющих сил резания с радиальной составляющей силы резания первого зуба.
Зуб 1 резца является формообразующим, а зуб 2 - вспомогательным, сводящим радиальное усилие от первого резца к минимуму. При одинаковой геометрии обоих зубьев угол а между ними находится из равенства
PXI PYI sin a - Рх2 bos a.
где Pv2 тангенциальная составляющая силы резания зуба 2;
PXI и Рха - радиальные составляющие силы резаний зубьев 1 и 2 соответственно.
Наибольшее влияние на точность в радиальном сечении детали оказывает значение радиальной составляющей силы резания, а влияние тангенциальной составляющей незначительное (см. фиг. 2). Например, при диаметре заготовки 30 мм, тангенциальное смещение центра детали и
(Л
С
ч
NJ Ю Оч
Ю V4
вершины резца в 50 мкм дает погрешность диаметрального размера около 0,05 мкм, т. е. на два и более порядка меньше, чем радиальное смещение тех же элементов технологической системы.
Расположение зубьев в одном квадранте обеспечивает установку резца в обычной резцедержке токарно-винторезного станка, кроме этого, при отводе первого зуба от детали остальные зубья тоже отходят, не оставляя рисок на теле детали при обратном ходе суппорта.
При применении стандартных резцов с неперетачиваемыми пластинками тангенциальная и горизонтальная оставляющие силы резания относятся одна к другой как 1,5:1. Из равенства нулю результирующей радиальной силы, приведенной к зубу 1, имеем
tg а/2-2/3, откуда, угол а- 65-70°.
Возможности регулирования вылета второго зуба ограничены его размерами, поэтому как недостаток предлагаемого способа следует отметить необходимость иметь несколько таких резцов для ступенчатых
0
5
0
5
деталей. В таких случаях для каждого диапазона диаметральных размеров имеется свой резец, и поворотом резцедержки на рабочую позицию обрабатывают определенный диаметр заготовки.
Формула изобретения Способ токарной обработки, при котором заготовке сообщают вращательное движение, а обработку осуществляют двумя и более последовательно расположенными режущими элементами, установленными в одном корпусе, причем один из инструментов является формообразующим, отличающийся тем, что, с целью повышения точности за счет уменьшения амплитуды колебаний режущих элементов в радиальном направлении, режущие элементы располагают смещенными относительно формообразующего режущего элемента в направлении подачи, но при этом располагают в одном квадранте с центром, совпадающим с центром вращения заготовки, при этом угловое положение этих режущих элементов выбирают из условия равенства нулю суммы проекций радиальных и тангенциальных составляющих сил резания с радиальной составляющей силы резания формообразующего элемента.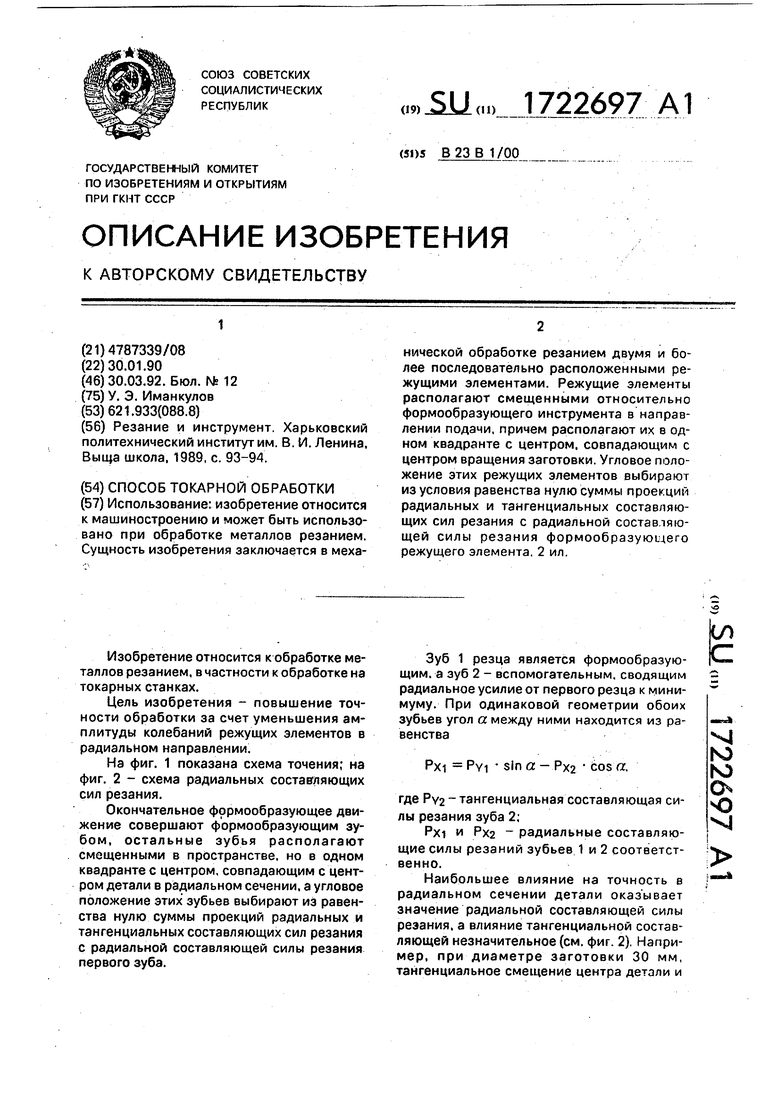
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки детали в центрах | 1985 |
|
SU1340912A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Способ механической обработки | 1989 |
|
SU1748954A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2013 |
|
RU2522871C1 |
| УСТРОЙСТВО ПРЕЦИЗИОННОГО ПЕРЕМЕЩЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2024 |
|
RU2835217C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
Использование: изобретение относится к машиностроению и может быть использовано при обработке металлов резанием, Сущность изобретения заключается в механической обработке резанием двумя и более последовательно расположенными режущими элементами. Режущие элементы располагают смещенными относительно формообразующего инструмента в направлении подачи, причем располагают их в одном квадранте с центром, совпадающим с центром вращения заготовки. Угловое положение этих режущих элементов выбирают из условия равенства нулю суммы проекций радиальных и тангенциальных составляющих сил резания с радиальной составляющей силы резания формообразующего режущего элемента. 2 ил.
| Резание и инструмент | |||
| Харьковский политехнический институт им | |||
| В | |||
| И | |||
| Ленина, Выща школа | |||
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
