4 ts
00
сл
N
1чЭ
Изобретение относится к сварке, в частности к автоматической дуговой сварке и наплавке плавящимся электродом.
Цель изобретения - повьшение срок службы мундштука и проиаводительност сварки и наплавки путем использования увеличенного вылета электрода.
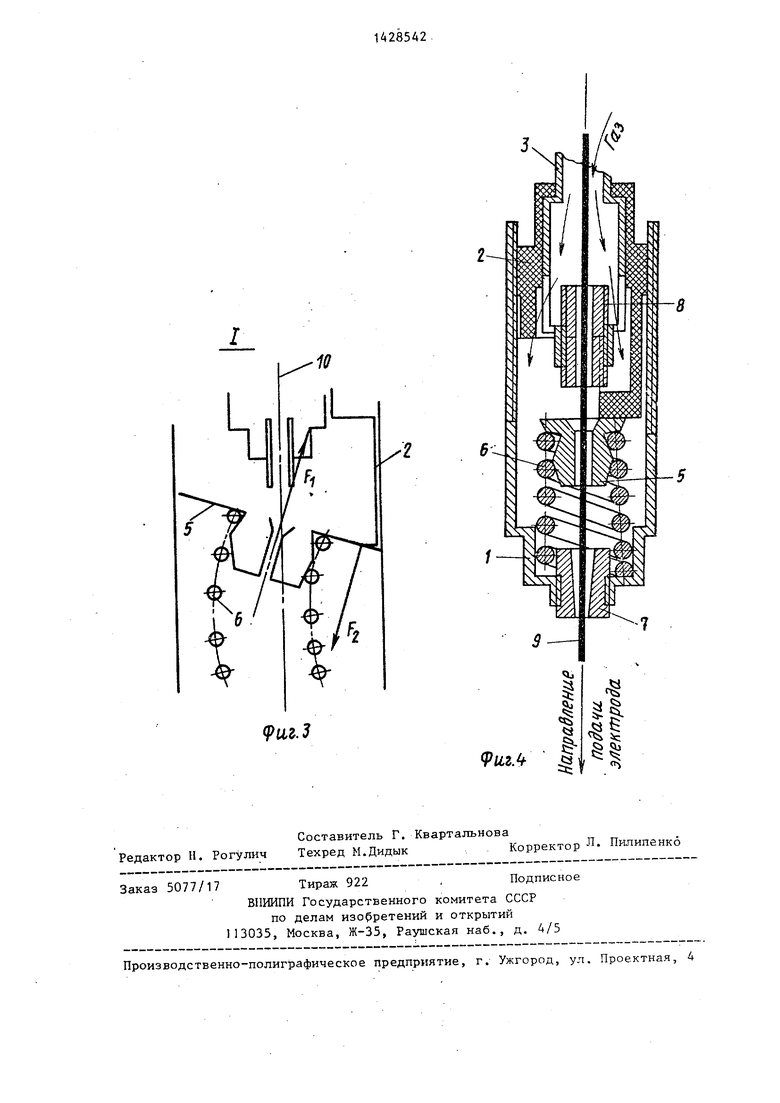
На фиг. 1 изображен предлагаемый 1 ундшук, продольный разрез; на фг. 2 - то же, рабочее состояние; фиг. 3 - узел I на фиг. 2; на 4иг. 4 - мундштук, обеспечивающий гроникновение защитного газа из внут 5енней полости хвостовика во внутрь rjopnyca при сварке в защитных газов.
Корпус 1 выполнен в ви,це цилиндри ческого стакана с резьбой внутри, по 1 оторой корпус может навинчиваться Ца поверхность изоляционной втулки 2 1 |оаксиально охватывающей хвостовик 3 Нижний торец изоляционной втулки 2 выполнен с торцовым эксцентричным зшором 4, Последний контактирует с верхним торцом направляющего элемента 5, который соединен с верхней частью упругого элемента 6, консоль- но закрепленного в низшей части корпуса 1 концентрично втулке 7. Втука 7 ввинчена в дно корпуса 1 и служит для направления плавящегося электрода в зону сварки. В хвостовике 3 выполнен центральный канал, в котором закреплен контактный наконечник 8, выполненный в виде.втулки с каналом для прохождения плавящегося электрода 9,
Контактный наконечник 8 установлен с возможностью, перемещения относительно хвостовика 3 вдоль продольной оси последнего за счет резьбы. Направляющий элемент 5 выполнен в виде втулки с центральным сквозным каналом для направления электрода 9 в зону сварки. Направляющий элемент 5 располагается в корпусе между упором
4и упругим элементом 6 с зазором по отношению к стенкам корпуса и изолирован от токоведущих частей мундштука. Для этого направляющий элемен
5выполнен с поперечным размером, меньишм внутреннего диаметра корпуса 1, а плавящийся электрод 9, проходя 1ЦИЙ сквозь канал направляющего элемента 5, ограничивает перемещение направляющего элемента в радиал.ьном направлении. Величина радиального
0
5
0
5
0 5
0
5
0
5
зазора между поверхностью направляющего элемента 5 и внутренней поверхностью корпуса 1 подбирается в зависимости от соотношения продольного и поперечного размеров направляющего элемента, а также в зависимости от требуемой величины отклонения продольной оси канала направляющего элемента, от направления подачи плавящегося электрода.
Величина отклонения устанавливается в зависимости от жесткости электрода и коэффициентов трения материалов электрода, контактного наконечника и направляющего элементна. Чем больше отклонение продольной оси направляющего элемента от направления подачи электрода,, тем сильнее прижимается плавящийся электрод к стенкам канала контактного наконеч- , ника. .
Осевой зазо.р между направляющим элементом 5, втулкой 8 и хвостовиком 3 достигается соединением нижней части направляющего элемента 5 со свободным концом консольно закрепленного в нижней асти корпуса упругого элемента 6. Верхний торец направляющего элемента 5 и нижней торец хвое-: товика 3 разделяет нетоковедущий упор А, которым служит выступающий за край хвостовика 3 торец изоляционной втулки 2, вьшолненной со ступенчатым срезом нижнего торца из диэлектрического материала. Втулка 2 выполнена из диэлектрика с целью обеспечения изоляции направляющего элемента 5, корпуса 1 и втулки 8. Навинчиваясь на втулку 2, жестко соединенную с хвостовиком 3, корпус 1 получает возможность установочного перемещения относительно хвостовика 3. Размещение контактного наконечника 8 в токоведущем хвортовике 3 обеспечивает ведение сварки (наплавки) с увеличенным вьшетом, что позволяет повысить производительность наплавки (сварки).
Направляющий элемент 5 в рабочем положении является плавающим, так как находится под действием пары сил, приложенных к нему со стороны упругого элемента 6 и упора 4, поверхность контакта упора с направляющим элементом односторонне смещена относительно оси направляющего элемента 5. По мере износа каналов контактного наконечника 8 и направлляющего элемента 5 электродом 9 увеличивается отклонение направляющего элемента 5 от оси контактного наконечника 8, что обеспечивает автоматическое под- жатие токоподвода к электроду 9. Отклонение направляющего элемента 5 от оси контактного наконечника 8 может быть либо угловым, либо комбинированным, т.е. результатом углового и линейного перемещений направляющего элемента под действием пары сил F., и F,j со стороны упора и упругого элемента.
При -отклонении направляющего элемента 5 от оси контактного наконечника 8 плавящийся электрод 9 (проволока) деформируется на участке между направляющим элементом и контактным наконечником, за счет этого дос- тигается устойчивый и надежный контакт плавящегося электрода 9 с поверхностью канала контактного наконечника В.
Мундштук приводится в рабочее положение следующим образом.
Электрод 9 пропускается сквозь хвостовик 3 и контактный наконечник. В корпус 1 с предварительно закреп
В случае применения мундштука для сварки в защитных газах (фиг. 4) защитный газ может быть подан во- внутрь корпуса 1, при этом поверх - корпуса 2 может крепиться концентрич- но сопло, а корпус возможно выполнить перфорированным для проникновения защитного газа в сопло. Сопло и перфорация не показаны.
Хвостовик крепится в стандартное сварочное оборудование (горелку, либо головку) посредством резьбового соединения. Сварочное оборудование
и верхняя часть хвостовика, соединяемая с оборудованием, не показана. Предлагаемьтй мундштук обеспечивает:
1. Снижение потерь мощности и степени перегрева оборудования за счет отсутствия щунтирования сварочного тока через элементы мундштука, не предназначенные для непосредственного токоподвода. В случае применения
мундщтука для дуговой сварки в защит-- ных газах перегрев оборудования сокращается подачей защитного газа вовнутрь мундштука. Защитный газ, проходя внутри ХВОСТОВИКА и корпуса, а


| название | год | авторы | номер документа |
|---|---|---|---|
| Токоподводящий мундштук | 1986 |
|
SU1444108A1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Горелка для дуговой сварки | 1983 |
|
SU1119805A1 |
| Мундштук к горелкам для электродуговой сварки плавящимся электродом | 1982 |
|
SU1123805A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| Устройство для дуговой сварки в защитных газах плавящимся электродом | 1981 |
|
SU967716A1 |
| Токоподводящий мундштук | 1991 |
|
SU1815065A1 |
| Токоподводящий мундштук к устройству для дуговой сварки плавящимся электродом | 1987 |
|
SU1442346A1 |
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
ленной в нем втулкой 8 устанавливает- ЗО затем между корпусом и соплом, нагреся упругий элемент 6 вместе с паправ- ляющим элементом 5. Плавящийся элект- ..род 9 пропускается сквозь каналы нап- |равляющего элемента 5 и втулки 8. - Корпус навинчивается на изоляцион- ную втулку 2,соосно закрепленную в хвостовике 3.
При навинчивании корпуса 1 на втулку 2 к направляющему элементу 5 прикладывается пара сил F и Fi; со стороны упругого элемента и упора .соответственно (фиг. 3). При этом сила F;) - равнодействующая сил реакции упругого элемента и направляющего элемента - направлена на линии, 45 так как защитный газ, проходя на
не совпадающей с продольной осью канала контактного наконечника и направлением подачи плавящегося электрода .
Совпадение оси канала контактного наконечника с направлением электрода - достаточное условие для работы мундщтука, в общем случае они могут и не совпадать.
Требуемая величина канала направляющего элемента может задаваться установкой на хвостовике 3 контргай- ки, которая ограничивает перемещение корпуса 1 относительно-хвостовика 3.
вается при теплообмене с нагретыми частями мундштука, охлаяодая тем самым эти элементы.
пути к сварочной ванне сквозь кор- пус мундштука, нагревается, чем обеспечивается повышение активности защитной среды.
элемента от оси контактного наконечника и, как следствие, место контакта плавящегося электрода с контактным наконечником.
4,Увеличение срока службы направляющего элемента, так как его можно, в отличие от известного устройства, изготавливать из износостойких материалов (металлов и сплавов). Ввиду того, что направляющий элемент изолирован от токоведующих частей мунд- шйрука, прихватка к нему плавящегося электрода исключена, что позволяет изготавливать направляющий элемент
н|в из меди, а из более дешевых материалов.
BJ эксплуатации и расщиряет техноло- ги 1еские возможности мундштука.
: 6. Удобство эксплуатации, так как в:осстановление токоподвода к электро- по мере абразивного износа канала контактного наконечника - непрерывное и автоматическое.
Формула изобретения Токоподводящий мундштук к устройствам для дуговой сварки, содержащий
Рие.2
корпус с установленным в нем направляющим элементом с каналом для прохода плавящегося электрода, контактный наконечник, упругий элемент, а также хвостовик для крепления мундштука к сварочному устройству, о т- личающийся тем, что, с целью повышения срока службы мундштука и производительности сварки и наплавки путем использования увеличенного вылета электрода, он снабжен установленной в корпусе на хвостовике изоляционной втулкой с торцовым эксцентричным упором, закрепленной в рабочем торце корпуса втулкой с каналом для направления плавящегося электрода, соосной контактному наконечнику и направляющему элементу, контактный наконечник установлен в хвостовике, упругий элемент одним концом закреплен в рабочем торце корпуса, а свободным концом подпружинен к направляющему элементу, который установлен в контакте с торцовым упором изоляционной втулки , при этом корпус установлен с возможностью продольного перемеще - ния.
9uU
Л
9иг.
| Токопроводящий мундштук к устройствам для дуговой сварки плавящимся электродом | 1976 |
|
SU659308A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
