Изобретение относится к изготовлению абразивного инструмента из сверхтвердых материалов на металлической связке и применению этого инструмента при чистовой обработке деталей из оптического и технического стекла и других неметаллических материалов.
Целью изобретения является повышение качества обработанной поверхности оп- тических деталей,. увеличение производительности инструмента и уменьшение расхода алмазов..
Для достижения поставленной цели в составе на основе железа, включающем легирующие компоненты, а также микропорошки алмазов и других абразивных наполнителей, в качестве основного компонента массы использован мелкодисперсный порошок карбонильного железа, в качестве легирующего компонента крем- ниймолибденовая или кремнийвольфрамо- вая кислота, а в качестве абразивного наполнителя тонкодисперсные порошки окислов редкоземельных металлов (РЗМ), преимущественно окиси церия.
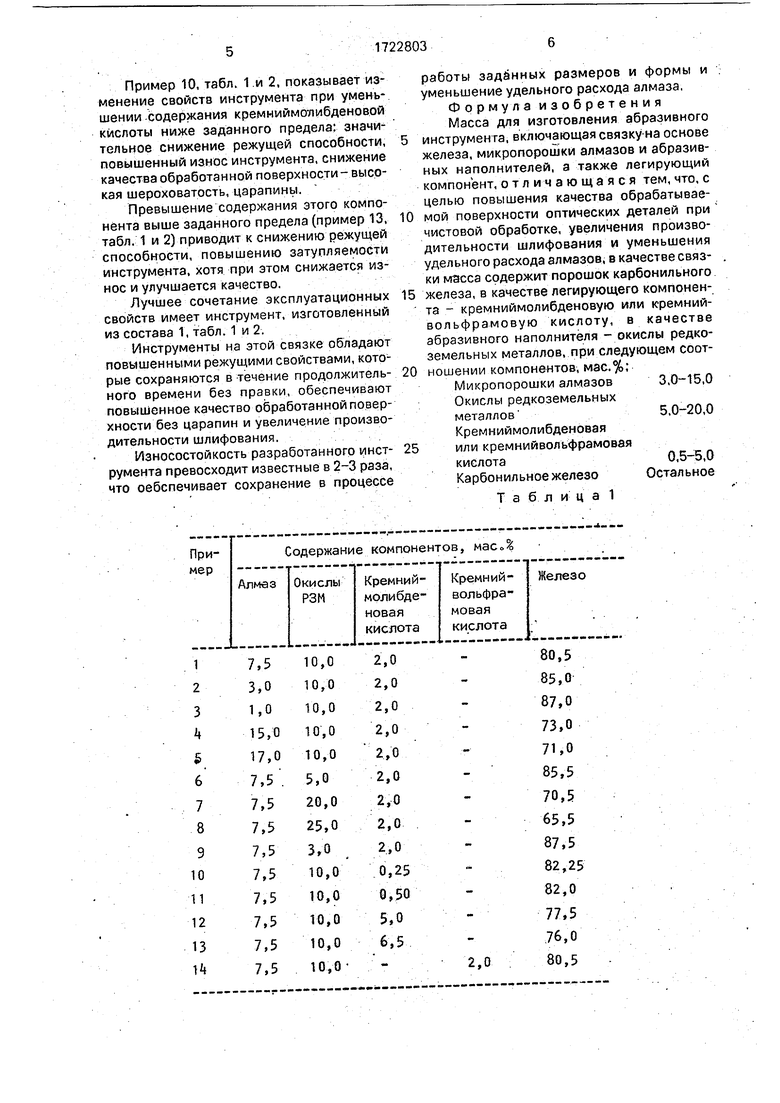
Компоненты входят в состав в следующих соотношениях, мае. %: алмазные мик ропорошки 3,0-15,0; микропарошки окислов редкоземельных металлов 5,0-20,0;
кремниймолибденовая и/или кремнийволь- фрамовая кислота 0,5-5,0; карбонильное железо остальное.
Использование в качестве основного компонента массы весьма тонких порошков железа, полученных карбонильным способом с размером частиц 0,5-10 мкм, способствует равномерному распределению режущих элементов - тонких от 1,0 мкм и выше микропорошков алмазов и окислов редкоземельных металлов в металлической матрице при повышенном содержании режущих частиц.
Использование в качестве легирующего компонента кремниймолибденовой кислоты или кремнийвольфрамовой способствует при смешивании компонентов массы образованию разделительной пленки, облегчающей достижение равномерного распределения микропорошков гетерогенной смеси. При нагреве в процессе спекания образуется на поверхности частиц тонкая защитная пленка, предотвращающая от растворения микропорошки алмаза в железе при температурах их активного воздействия.
Тонкодиспёрсные, менее 5 мкм, микропорошки окислов редкоземельных металлов, преимущественно окислов церия.
сл
ю .ю со
о
CJ
нижают шероховатость обрабатываемой оверхности при чистовой обраббтке стека.
Для экспериментальной проверки сотава подготовлены смеси ингредиентов см. табл. 1). Все составы, приведенные в абл. 1, использованы с одинаковой зернитостью микропорошков алмазов одной артии АСМ 10/7.
В качестве основного компонента использовали порошки железа с размером частиц 0,5-10,0 мкм, полученлого карбонильным способом, марки ОС4-6-2. ак как в состоянии поставки порошок соержит до 10% конгломератов (крупки), предварительно производили отсев конглог мератов,
В качестве абразивного наполнителя использовали микропорошки (менее 5 мкм) окислов редкоземельных металлов, в частности диоксида церия. В качестве легирующего компонента использовали кремниймолибденовую или кремнийвольф- рамовую кислоту. Кислоту вводили в состав массы в виде насыщенного водного раствора.
Смешивание компонентов массы может быть осуществлено на серийном смесительном оборудовании по известной технологии. Однако наибольший эффект достигнут при смешивании в реакторе аппарата вихревого слоя (ABC), при этом использован эффект воздействия на шихту магнитных тел, движущихся во вращающемся магнитном поле.
Использование ABC сокращает цикл смешивания в 100-1000 раз до 0,5-2,0 мин. Но основной эффект ABC заключается в равномерном распределении компонентов, распределении раствора кремниймолибде- новой кислоты в виде тонкой пленки на поверхности порошков компонентов шихты, а также активации компонентов смеси, позволяющей снизить температуру спекания брикета и повысить его механические, свойства. .
Последующие операции изготовления инструмента не отличаются от известной технологический схемы; подсушивание смеси, гранулирование ее, холодное брикетирование в пресс-форме при 200-600 МПа, спекание в вакууме или защитной атмосфере при 800-900° С. Для получения большей точности размеров и формы инструмента возможна калибровка в холодном состоянии.
. Изготовлены алмазные инструменты разных форм и размеров для чистовой обработки плоских и сферических деталей с микропорошками алмазов от АСМ 3/2 до АСМ
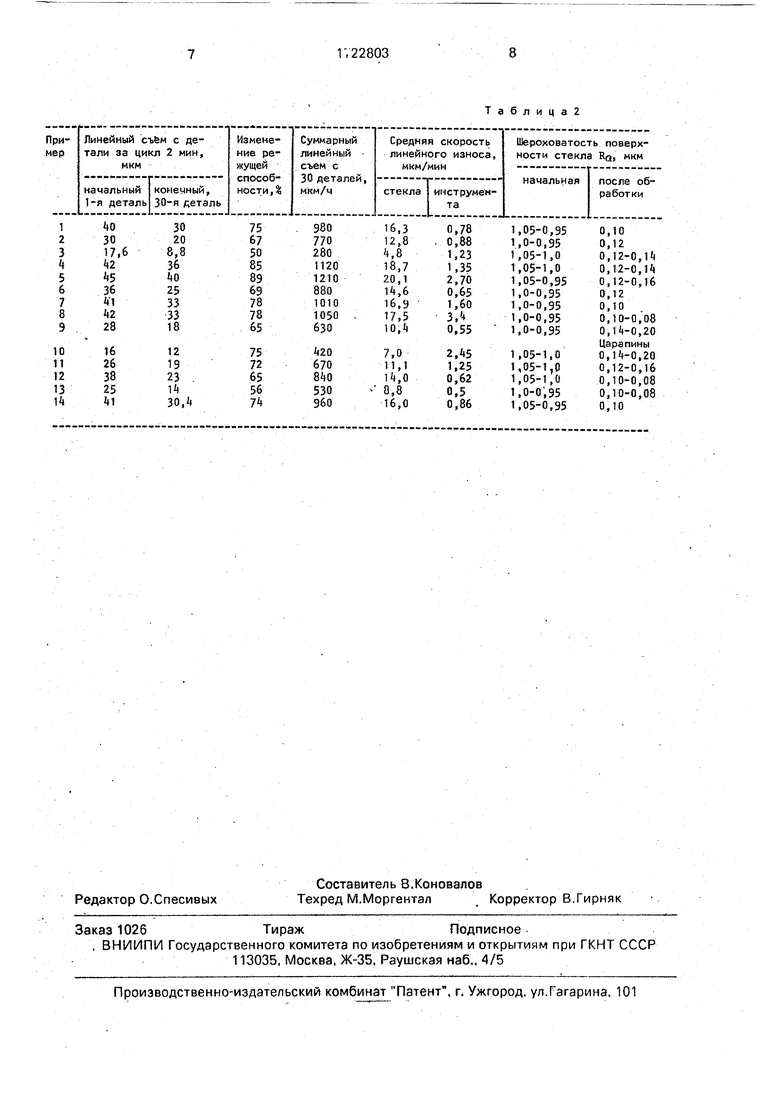
40/28. Сравнительные испытания эксплуатационных свойств проведены при плоском шлифовании стекла марки К 108.
Результаты сравнительных испытаний
алмазных инструментов, изготовленных с использованием указанных составов, приведен в табл.2.
В качестве смазочно-охлаждающего технологического состава использован водный
0 раствор 0,2-0,3% состава, содержащего высокомолекулярный полиэтилен-полиамин. Состав имеет торговую марку Оптика-1.
Работоспособность инструмента оце- . нивалась съемом стекла за один цикл шли5 фования, принятый равным 2 мин, а также изменением производительности после шлифования 30 деталей (60 машинных минут работы). Каждая деталь предварительно обрабатывалась более крупным алмазным
0 зерном, имела шероховатость Ra 1,1- 0,90 мкм.
В табл. 2 представлены результаты изменения режущей способности алмазного инструмента, которая выражается отноше5 нием съема с детали в конечный цикл к начальному, средней скорости износа инструмента, изменения шероховатости поверхности.
Для инструментов, изготовленных из со0 ставов в заданных пределах соотношения компонентов массы, характерно хорошее состояние эксплуатационных свойств: повышенная режущая способность, менее выраженное изменение режущей способности
5 по времени работы, пониженный износ инструмента, выше качество обработанной поверхности.
Отклонение от заданных пределов изменяет в худшую сторону эксплуатацион0 ные свойства, инструмента. Так, пониженное содержание алмаза до 1 мас.% (пример 3 табл. 1 и 2) сопровождается снижением в 2-3 раза производительности обработки, значительным затуплением, более
5 высоким износом инструмента, увеличивается шероховатость поверхности.
Повышенное содержание алмазных микропорошков (пример 5, табл. 1 и 2) обеспечивает повышенную производительность
0 обработки (до 20%), однако при этом в три раза увеличивается износ инструмента, увеличивается шероховатость поверхности. Пониженное содержание окислов РЗМ (пример 9, табл. 1 и 2) снижает производи5 тельность в 1,5 раза, ухудшает качество поверхности.
Увеличение содержания окислов РЗМ выше предложенного предела (пример 8, табл. 1 и 2) повышает износ инструмента в 3-4 раза.
Пример 10, табл. 1 .и 2, показывает изменение свойств инструмента при уменьшении содержания креммиймотшбденовой кислоты ниже заданного предела: значительное снижение режущей способности, повышенный износ инструмента, снижение качества обработанной поверхности - высокая шероховатость, царапины.
Превышение содержания этого компонента выше заданного предела (пример 13, табл. 1 и 2) приводит к снижению режущей способности, повышению затупляемости инструмента, хотя при этом снижается износ и улучшается качество.
Лучшее сочетание эксплуатационных свойств имеет инструмент, изготовленный из состава 1, табл. 1 и 2.
Инструменты на этой связке обладают повышенными режущими свойствами, которые сохраняются в течение продолжитель- ного времени без правки, обеспечивают повышенное качество обработанной поверхности без царапин и увеличение производительности шлифования.
Износостойкость разработанного инст- румента превосходит известные в 2-3 раза, что оебспечивает сохранение в процессе
работы заданных размеров и формы и уменьшение удельного расхода алмаза.
Формула изобретения
Масса для изготовления абразивного инструмента, включающая связку на основе железа, микропорошки алмазов и абразивных наполнителей, а также легирующий компонент, о т л и ч а ю щ а я с я тем, что, с целью повышения качества обрабатываемой поверхности оптических деталей при чистовой обработке, увеличения производительности шлифования и уменьшения удельного расхода алмазов, в качестве связки масса содержит порошок карбонильного железа, в качестве легирующего компонента - кремниймолибденовую или кремний- вольфрамовую кислоту, в качестве абразивного наполнителя - окислы редкоземельных металлов, при следующем соотношении компонентов, мас.%;
Микропорошки алмазов3,0-15,0
Окислы редкоземельных
металлов 5,0-20,0
Кремниймолибденовая
или кремнийвольфрамовая
кислота0,5-5,0
Карбонильное железоОстальное
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Масса для изготовления абразивного инструмента | 1987 |
|
SU1539052A1 |
| Масса для изготовления абразивного инструмента | 1989 |
|
SU1645123A1 |
| Металлическая связка | 1978 |
|
SU1021093A1 |
| ЧУГУН ДЛЯ ОГРАНОЧНЫХ ДИСКОВ | 1992 |
|
RU2039117C1 |
| АЛМАЗНЫЙ СПЕЧЕННЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ИНСТРУМЕНТ И АБРАЗИВНЫЙ ПОРОШОК ИЗ НЕГО | 1995 |
|
RU2113531C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА | 1992 |
|
RU2028916C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОИЗНОСОСТОЙКОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2572903C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА С НАНОМОДИФИЦИРОВАННОЙ РЕЖУЩЕЙ ЧАСТЬЮ | 2018 |
|
RU2685917C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2558734C1 |
Использование: изготовление абразивного инструмента из сверхтвердых материалов. Сущность изобретения: абразивная масса содержит алмазные порошки, окислы редкоземельных металлов, кремниймолиб- деновую или кремнийвольфрамовую кислоту, карбонильное железо. 2 табл.
1 2
г k
5 6
7
8
9
10
11
12
13
k
,0
80,5
85,0
87,0
73,0
71,0
85,5
70,5
65,5
87,5
82,25
82,0
77,5
.76,0
80,5
Т а б л и ц а 2
| Металлическая связка | 1987 |
|
SU1463458A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
