/
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТОГО ПОЛОТНА ИЗ ТЕРМОПЛАСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222650C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ДЛЯ ИЗГОТОВЛЕНИЯ ОКОН И ДВЕРЕЙ | 1996 |
|
RU2177412C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ ИЗ ТЕРМОПЛАСТОВ | 2006 |
|
RU2345182C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ ИЗ РАСПЛАВА ТЕРМОПЛАСТОВ | 2002 |
|
RU2213171C1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
| Экструзионная головка для изготовления извитых изделий из термопластов | 1981 |
|
SU994283A1 |
| Устройство для формования изделий из полимерных материалов | 1980 |
|
SU891464A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ ИЗ РАСПЛАВА ТЕРМОПЛАСТОВ | 2002 |
|
RU2247800C2 |
Использование: непрерывное изготовление профильных изделий хорошего качества из термопластов с помощью простого в обслуживании устройства. Сущность изобретения: устройство содержит экструдер для плавления термопласта и подачи расплава в охлаждаемую форму. На экструдере установлена головка, жестко связанная с формой. Головка снабжена патрубком с осевым каналом и направляющей втулкой. Она смонтирована с образованием с головкой и патрубком фильер для расплава. Патрубок и направляющая втулка установлены телескопически с возможностью взаимного перемещения вдоль оси формы на расстояние до 70% ее длины. 1 ил.
Изобретение относится к переработке пластмасс, в частности к производству профильных изделий из термопластов, преимущественно изделий большого поперечного сечения.
Известно устройство для изготовления профилей из полимерных материалов, содержащее червячный пресс и форму переменного объема со средствами термостатирования (см.а.с. СССР).
Путем изменения объема формы регули: руется давление нагнетания расплава. Изменение объема формы осуществляется путем отодвигания одной из стенок формы После отодвигания этой стенки на предельное расстояние производится охлаждение отливки с подпиткой изделия расплавом.
Недостатками этого устройства являются ограниченная длина получаемого изделия, обусловленная, с одной стороны, ограниченностью хода подвижной стенки
формы, а с другой - техническими и экономическими трудностями при изготовлении форм большой длины; низкая производительность,обусловленная длительным охлаждением отлитого изделия в форме; периодичность процесса; неравномерность свойств изделия по длине, обусловленная различными условиями формирования надмолекулярных структур на разных участках изделия.
Наиболее близким к предлагаемому является устройство для изготовления профильных изделий из термопластов, содержащее экструдер для плавления термопласта и подачи расплава, форму со сред- ствамиохлаждения,головку,
установленную на экструдере, жестко связанную с формой и снабженную центрально расположенным патрубком с осевым каналом для подвода расплава.
VJ Ю
ю
00 О1
о
В известном устройстве обеспечивается непрерывное изготовление профильных изделий путем формования оболочки в охлаждаемой форме с последующим заполнением оболочки расплавом, подаваемым через осевой канал патрубка.
Недостатком данного устройства является сложность его обслуживания и конструкции, обусловленная наличием на патрубке головки нагревателя, требующего специальных мер по подводу к нему энергии и усложняющего конструкцию самого патрубка и его техническое обслуживание. Кроме того, известное устройство не позволяет формовать изделия с равномерными свой- ствами.
Цель изобретения - упрощение обслуживания устройства и повышение качества изделий.
Поставленная цель достигается тем, что головка снабжена направляющей втулкой, охватывающей патрубок с образованием с ним и с поверхностью головки фильер для прохода расплава, при этом патрубок и направляющая втулка установлены телеско- пически с возможностью взаимного перемещения вдоль оси формы на расстояние до 70% ее длины.
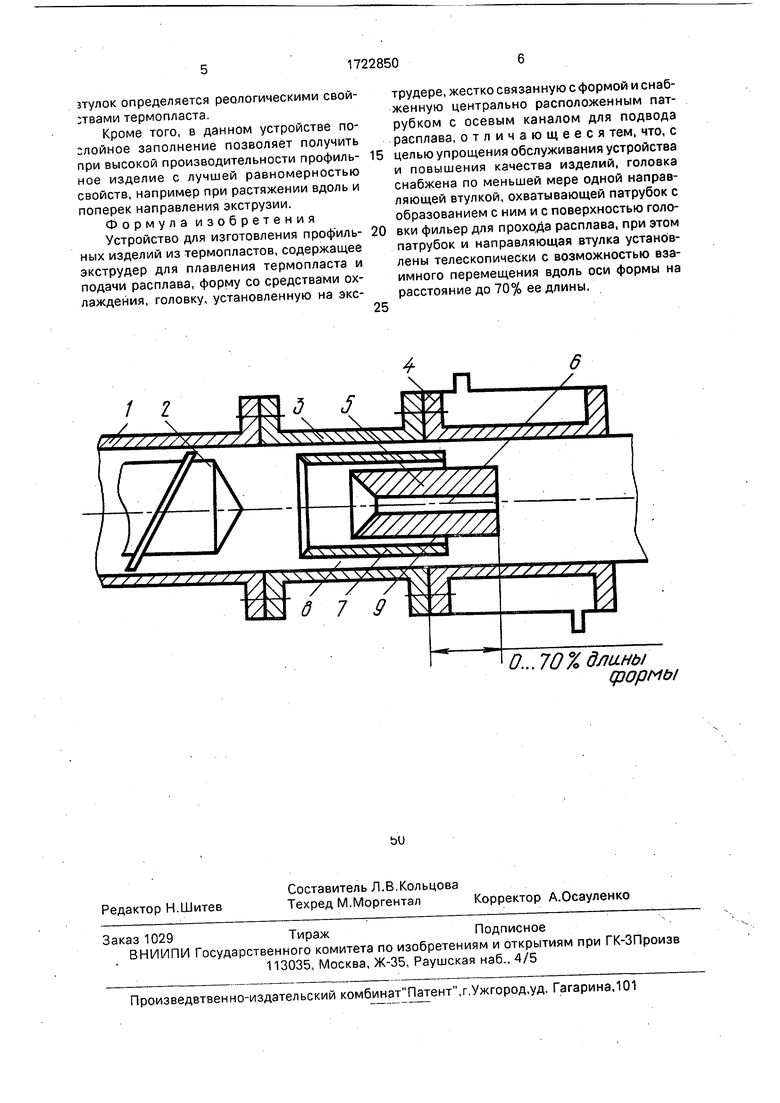
На чертеже показано устройство, общий вид,
Устройство для изготовления профильных изделий из термопластов содержит экс- трудер 1 со шнеком 2 для плавления термопласта и подачи расплава, головку 3, установленную на экструдере и жестко свя- занную с формой 4, имеющей средства охлаждения в виде выполненной в ее стенке полости. Головка 3 снабжена центрально расположенным патрубком 5 с осевым каналом 6 для расплава и направляющей втул- кой 7, охватывающей патрубок 5 с образованием с ним и с поверхностью головки 3 фильер 8 и 9 для прохода расплава. Патрубок 5 и направляющая втулка 7 установлены телескопически с возможностью взаимного перемещения вдоль оси формы 4 на расстояние до 70% ее длины. Фильера 8 предназначена для формирования оболочк изделия, а фильера 9 и канал 6-для послойного заполнения внутренней части оболоч- ки. Площадь поперечного сечения фильеры 8 больше суммарной площади поперечного сечение фильер 9 и канала 6.
Устройство работает следующим образом.
Вращение шнека 2 экструдера 1 обеспечивает подачу расплава в головку 3. Расположенные вблизи внутренней поверхности слои расплава поступают в фильеру 8, отсекаются от остальной массы
расплава, и первыми попадают в форму 4, где охлаждаются и образуют оболочку изделия. Более глубоко расположенный слой расплава попадает в фильеру 9 и выходит из нее тогда, когда температура внутренней поверхности оболочки изделия станет на 1- 10°С ниже температуры плавления. В этом интервале температуры обеспечивается сплавление второго слоя с оболочкой. Если температура внутренней поверхности оболочки будет выше температуры плавления или ниже ее не менее чем на 1°С, то это приводит к необходимости значительного увеличения длины формы 4, если температура внутренней поверхности оболочки при соприкосновении с вторым слоем будет ниже температуры плавления, но более чем на 10°С, сплавление слоев будет недостаточно прочным.
Затем через канал 6 патрубка 5 выдавливается центральная часть расплава, которая и заполняет центр изделия.
Изделие выходит из формы 4 тогда, когда температура оболочки понизится до 50- 60°С; окончательное охлаждение изделия происходит вне формы известным способом.
Глубина вхождения патрубка 5 и направляющей втулки 7 в форму 4 и смещение их относительно друг друга определяются реологическими свойствами термопласта, однако, в любом случае вхождение этих элементов в форму 4 более, чем на 70% ее длины нецелесообразно из-за конструктивных осложнений и резкого увеличения сопротивления течению слоев расплава.
На чертеже приведен вариант с тремя фильерами, однако, для изделий малого по.- перечного сечения фильер может быть две- одна для формирования оболочки, другая - для заполнения ее; если поперечное сечение велико, то фильер может быть 4 и более.
Необходимым условием является то, что площадь поперечного сечения фильеры, формирующей оболочку, была больше суммарного поперечного сечения остальных фильер. Это условие гарантирует формирование оболочки прежде, чем начнется ее заполнение изнутри.
При работе устройства образование необходимой для успешного ведения процесса зоны горячего расплава вокруг места подвода расплава по оси формы 4 происходит не за счет дополнительного подвода тепла через нагреватель, как это имеет место в прототипе, а за счет распределения потоков расплава, в результате отпадает необходимость в установке нагревателя, что упрощает обслуживание устройства и его конструкцию. Количество направляющих
втулок определяется реологическими свой- лвами термопласта.
Кроме того, в данном устройстве послойное заполнение позволяет получить при высокой производительности профильное изделие с лучшей равномерностью свойств, например при растяжении вдоль и поперек направления экструзии. Формула изобретения Устройство для изготовления профильных изделий из термопластов, содержащее экструдер для плавления термопласта и подачи расплава, форму со средствами охлаждения, головку, установленную на экструдере, жестко связанную с формой и снабженную центрально расположенным патрубком с осевым каналом для подвода расплава, отличающееся тем, что, с
целью упрощения обслуживания устройства и повышения качества изделий, головка снабжена по меньшей мере одной направляющей втулкой, охватывающей патрубок с образованием с ним и с поверхностью головки фильер для прохода расплава, при этом патрубок и направляющая втулка установлены телескопически с возможностью взаимного перемещения вдоль оси формы на расстояние до 70% ее длины.
формы
| Способ изготовления деталей из литьевых композиций | 1967 |
|
SU254066A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для непрерывного получения моноблочных изделий из термопластов | 1987 |
|
SU1452696A1 |
| Солесос | 1922 |
|
SU29A1 |
