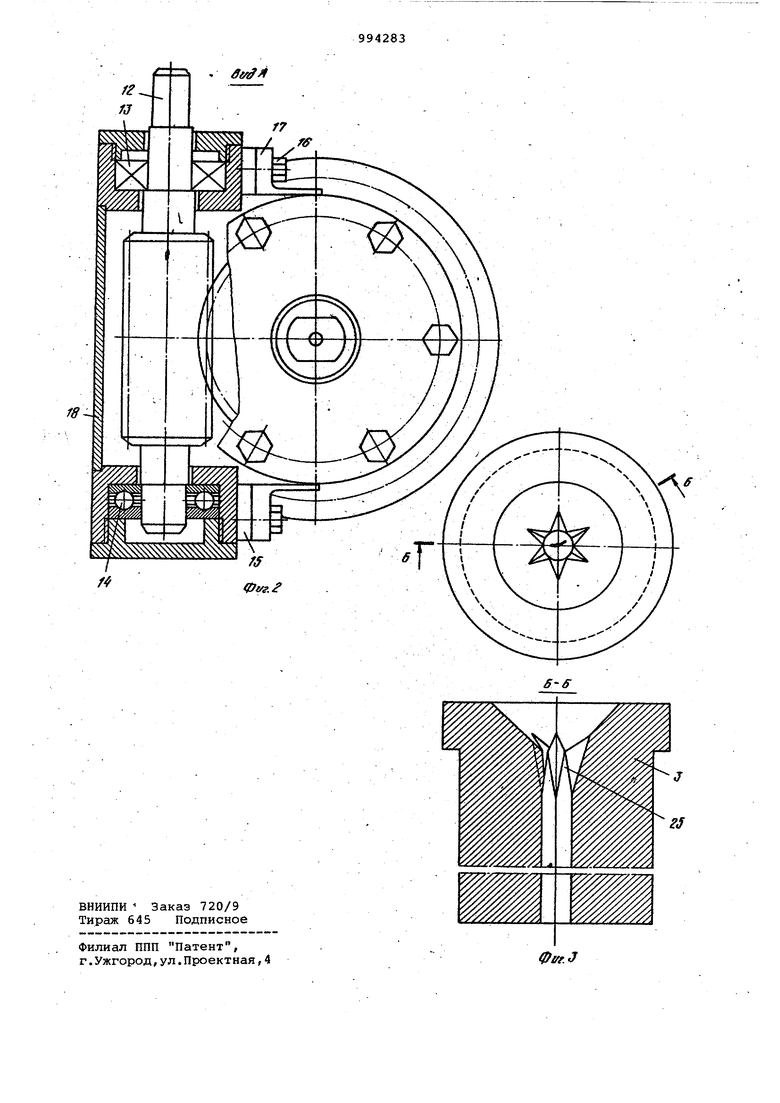
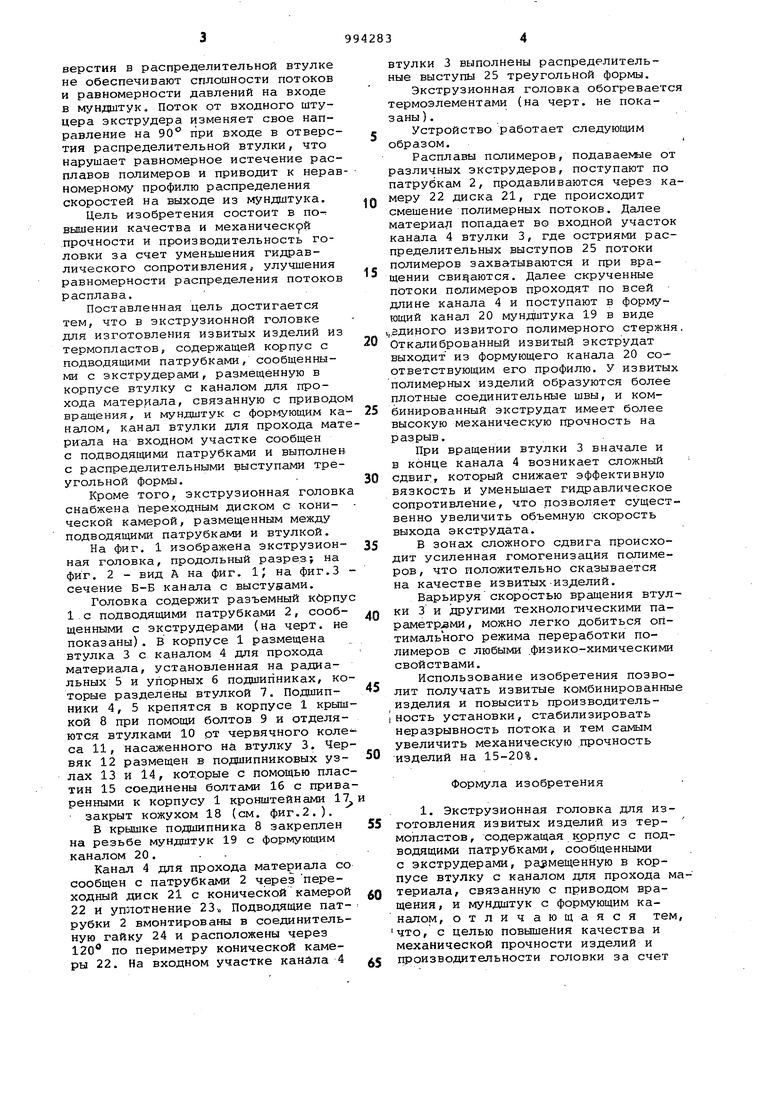
- - :. . , 1; Изобретение относится к области полимерного машиностроения, в частности к агрегатам для производства прутков и нитей,- профильных иэдели шлангов и т.д., полученных методом экструзии из-различных термопластов Известна экструзионная головка для изготовления изделий, комбинированных из различных термбпластов, содержащая корпус с нечзколькими вход ными каналами и дерн, обр азу киций с корпусом кольцёвуто формующую полость разделенную в нижней части разгранич тельными элементами на два формующих участка, сообщакядахся с входными каналами и соедйняющиесд в своей верхней части в Общую формующую---. щель l Недостаткалм известной экструзионной головки являются недостаточная прочность сварного соединения потоков полимеров с различными свойCTBcUvM, подава емых отдельными экструдерами, из-за плохого перемешивания плохо совмещаницихся пластмасс в полостях разграничительных элементо и большое гидра1влическое сог ротивле ние формующей голрвки из-за разграничительных элементов и смесительных камер с малЁзми, диаметрами кдход ных отверстий. Кроме того, на данной, головке нельзя получить прутковые и профильные комбинированные изделия. .. . Ближайшей по технической сущнос- , ти и достигаемому результату к изобретению .является экструзионная головка для изготовления извитых изделий из термопластов, содержащая корпус с подводящими патрубками, сообщенными с экструдерами, размещенную в корпусе втулку с каналом для прохода, материала, связанную с приводом вращения, и мундштук с формующим каналом ,t2 . Недостаток данной эцструзйонной головки состоит в наличии большого гидравлического сопротивления вследствие того,.что в тфоцессе экструзии потоки расплавов полимеров должны разделяться на несколько частей и получают вращение от рас,1шеделительной втулки, имеющей четыре- канала, выполненных периферийно, что ограничивает пропускную способность. Кроме того, распределительная втулка испытывает большое радиальное давление от двух противоположво рас, положенных экструдеров, присоеди1ненных под углом 90° к головке. От- верстия в распределительной втулке не обеспечивают сплошности потоков и равномерности давлений на входе в мундштук. Поток от входного штуцера экструдера изменяет свое направление на 90° при входе в отверстия распределительной втулки, что нарушает равномерное истечение расплавов полимеров и приводит к нерав номерному профилю распределения скоростей на выходе из мундштука. Цель изобретения состоит в по-: вышении качества и механический прочности и производительность головки за счет уменьшения гидравлического сопротивления, улучшения равномерности распределения потоков расплава. Поставленная цель достигается тем, что в экструзионной головке для изготовления извитых изделий из термопластов, содержащей корпус с подводящими патрубками, сообщенными с экструдерами, размещённую в корпусе втулку с каналом для прохода материала, связанную с приводо вращеэния, и мундштук с фop 1yющи ка налом, канал втулки для прохода мат риала на входном участке сообщен с подводящими патрубками и выполнен с распределительными выступами треугольной формы. Кроме того, экструзионная головк снабжена переходным диском с конической камерой, размещенным между подводящими патрубками и втулкой. На фиг. 1 изображена экструзионная головка, продольный разрез; на фиг. 2 - вид А на фиг, 1J на фиг.З сечение Б-Б канала с выстудами. Головка содержит разъемный корпу 1 с подводящими патрубками 2, сообщенными с экструдерами (на черт, не показаны). В корпусе 1 размещена втулка 3 с каналом 4 для прохода материала, установленная на радиальных 5 и упорных б подшипниках, ко торые разделены втулкой 7, ПодтипНИКИ 4, 5 крепятся в корпусе 1 крьпц кой 8 при помощи болтов 9 и отделяются втулками 10 от червячного коле са 11, насаженного на втулку 3, Чер вяк 12 размещен в подшипниковых узлах 13 и 14, которые с помощью плас тин 15 соединены болтами 16 с прива ренными к корпусу 1 кронштейнами IT закрыт кожухом 18 (см. фиг,2.). В крышке подшипника В закреплен на резьбе мундштук 19 с формующим каналом 20... Канал 4 дпя прохода материала со сообщен с патрубками 2 через переходный диск 21 с конической камерой 22 и уплотнение 23-« Подводящие патрубки 2 вмонтированы в соединительную гайку 24 и расположены через 120 по периметру конической камеры 22. На входном участке канйла 4 втулки 3 выполнены распределительные выступы 25 треугольной формы. Экструзионная головка обогревается термоэлементами (на черт, не показаны) . Устройство работает следующим образом. Расплавы полимеров, подаваемые от различных экструдеров, поступают по патрубкам 2, продавливаются через камеру 22 диска 21, где происходит смешение полимерных потоков. Далее материал попадает во входной участок канала 4 втулки 3, где остриями распределительных выступов 25 потоки полимеров захватываются и при вращении свиваются. Далее скрученные потоки полимеров проходят по всей длине канала 4 и поступают в формующий канал 20 мундштука 19 в виде ,единого извитого полимерного стержня, Откалиброванный извитый экструдат выходит из формующего канала 20 соответствующим его профилю. У извитых полимерных изделий образуются более плотные соединительные швы, и комбинированный экструдат имеет более высокую механическую прочность на разрыв. При вращении втулки 3 вначале и в конце канала 4 возникает сложный сдвиг, который снижает эффективную вязкость и уменьшает гидравлическое сопротивление, что позволяет существенно увеличить объемную скорость выхода экструдата. В зонах сложного сдвига происходит усиленная гомогенизация полимеров, что положительно сказывается на качестве извитых-изделий. Варьируя скоростью вращения втулки 3 и другими технологическими параметрами, можно легко добиться оптимального режима переработки полимеров с любыми .физико-химическими свойствами. Использование изобретения позволит получать извитые комбинированЕтые изделия и повысить производительность установки, стабилизировать неразрывность потока и тем самым увеличить механическую прочность изделий на 15-20%, Формула изобретения 1. Экструзионная головка для изготовления извитых изделий из термопластов , содержащая корпус с подводящими патрубками, сообщенными с экструдерами, размещенную в корпусе втулку с каналом для прохода материала, связанную с приводом вращения, и мундштук с формующим каналом, отличающаяся тем, что, с целью повышения качества и механической прочности изделий и производительности головки за счет
уменьшения гидравлического сопротивления, улучшения равномерности распределения потоков расплава, канал . втулки для прохода материала на входном участке сообщен с подводящими патрубками и выполнен с распределительными йыступами треугольной форгАа.
2. Экструзионная головка по п.1, отличающая с я тем, что
она снабжена переходным диском с конической камерой, размещенным между подводящими патрубками и втулкой.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 397358, кл. В 29 F 3/04, 1971.
2.Шенкель Г. Шнековые прессы для пластмасс. Л., Госхимиздат, 1961, с. 288, 289 (прототип).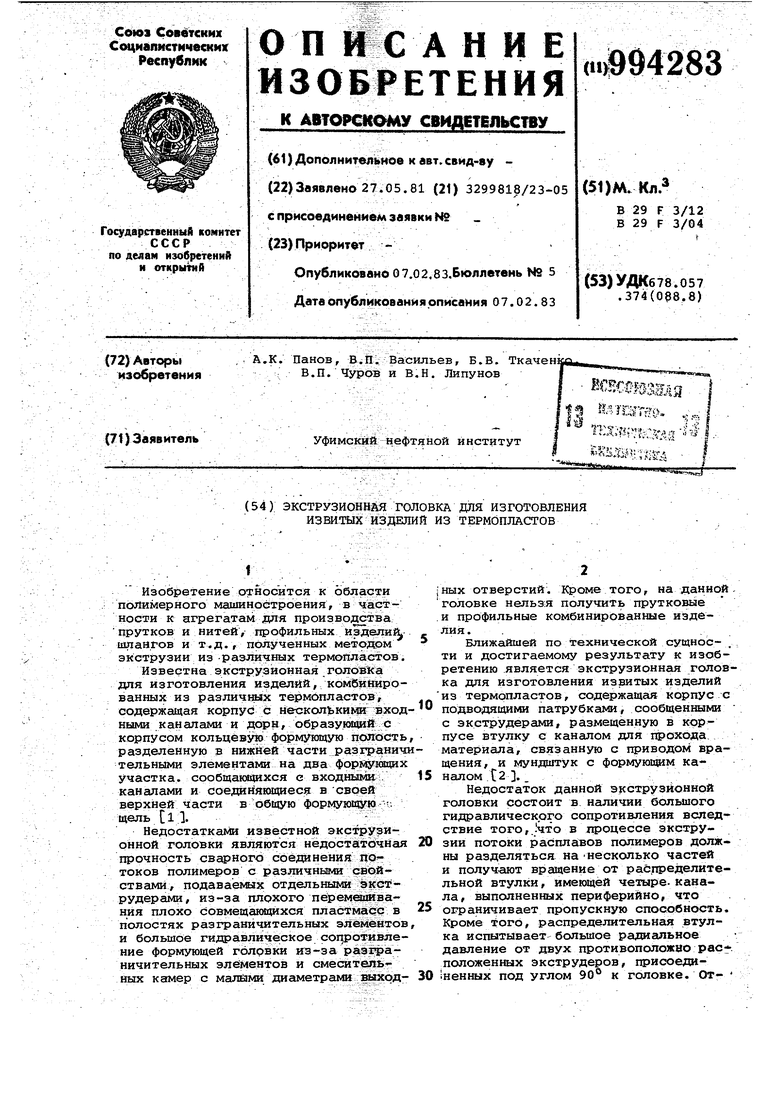

| название | год | авторы | номер документа |
|---|---|---|---|
| Многоручьевая экструзионная головка для полимерных материалов | 1988 |
|
SU1595665A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА для ИЗГОТОВЛЕНИЯИЗДЕЛИЙ, КОМВИНИРОВАННЫХ ИЗ РАЗЛИЧНЫХТЕРМОПЛАСТОВ | 1972 |
|
SU433034A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ | 1971 |
|
SU296657A1 |
| Экструзионная головка для изготовления профильных изделий | 1982 |
|
SU1106668A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
| Головка экструдера для изготовления рукавной полимерной пленки | 1976 |
|
SU655559A1 |
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| Угловая экструзионная головка дляизгОТОВлЕНия цилиНдРичЕСКиХ издЕлийиз пОлиМЕРНыХ МАТЕРиАлОВ | 1976 |
|
SU844359A1 |
| Экструзионная головка для изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1570929A1 |