Изобретение относится к промышленности строительных материалов и может быть использовано в производстве керамических стеновых материалов при их сушке и обжиге.
Цель изобретения - повышение качества обжига изделий и экономии топлива.
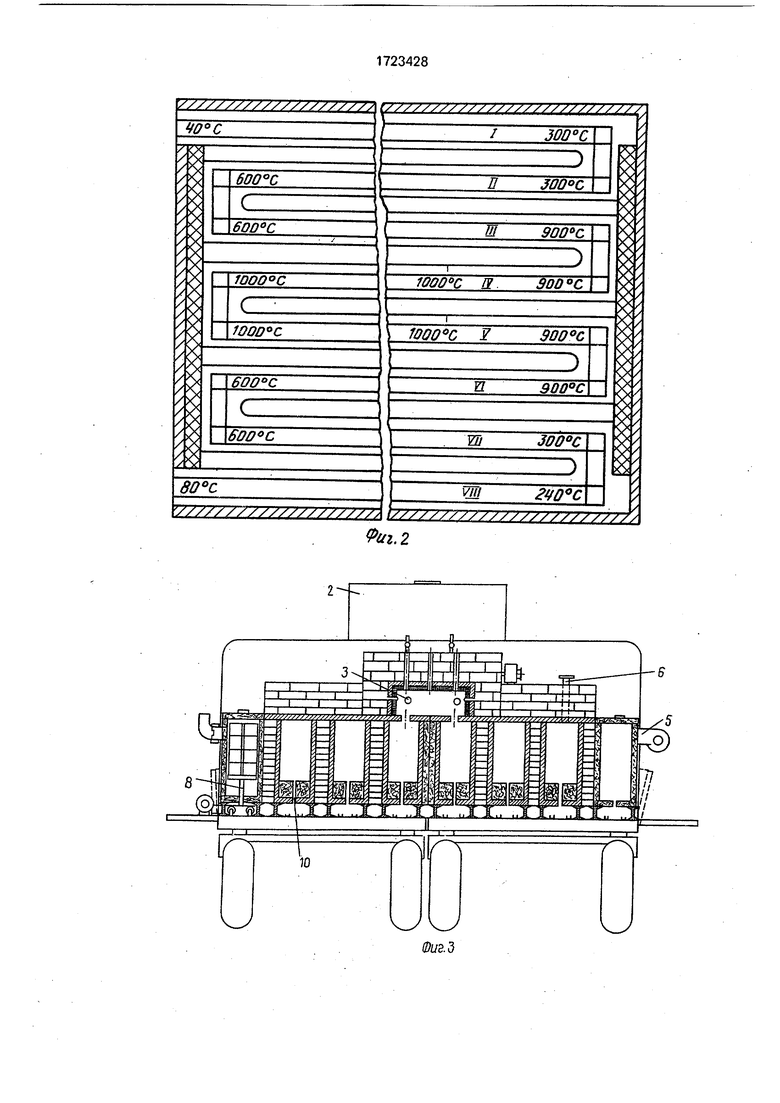
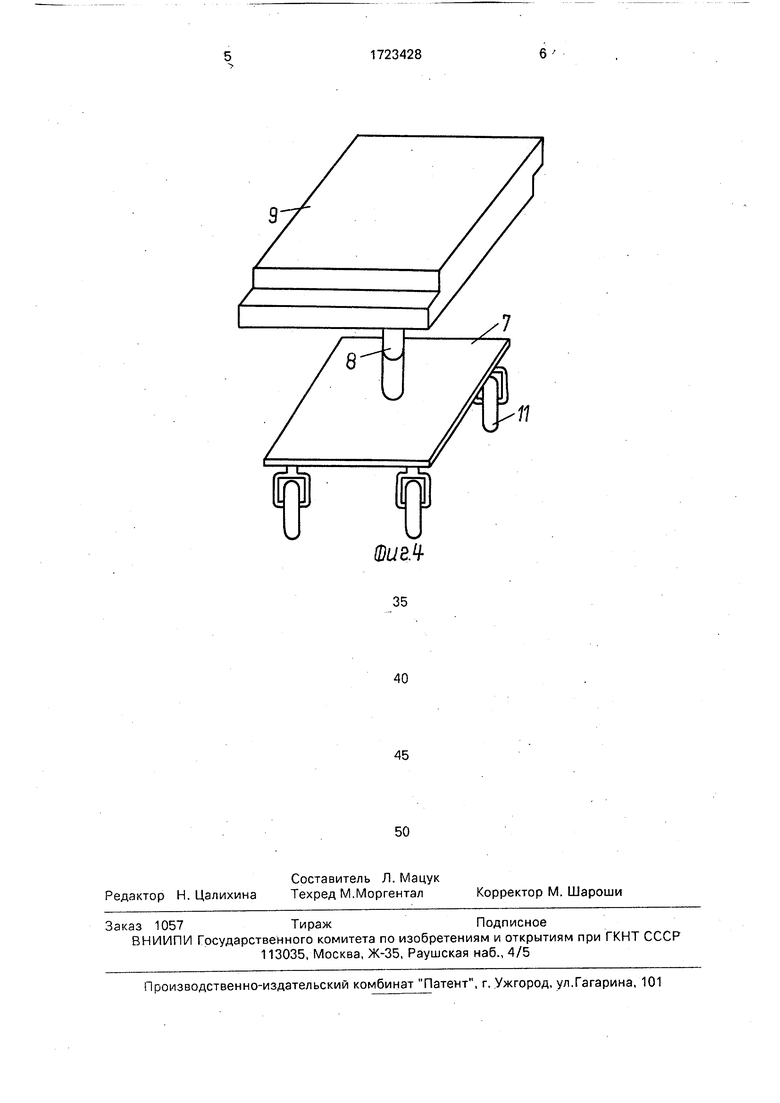
На фиг.1 изображен общий вид теплоагрегата на сборной платформе; на фиг.2 -то же, план; на фиг.З - то же, поперечный разрез; на фиг.4 - вагонетка.
Теплоагрегат располагается на колесной передвижной платформе 1 размером 4x8 м и имеет восемь щелевых каналов шириной 0,31 м, длиной 7,5 м и высотой 0,752 м, соединенных между собой зигзагообразно, как показано на фиг.2.
Каналы VI, VII и VIII являются зоной охлаждения керамических изделий, каналы IV и V - зоной обжига, каналы I, II и III - зоной подготовки. Сверху над каналами IV и V расположена топка 2 с системой форсунок 3 для подачи топлива (солярового масла) в топочноое пространство. В топке (в плитах перекрытия) имеется 36 отверстий диаметром 120 мм для прохода раскаленных продуктов сгорания в зону обжига керамических изделий. Воздух на горение подается вентилятором 4. Охлаждение изделий в каналах VI, VII и VIII холодным воздухом и отбор отработанных дымовых газов в начале канала I осуществляется вентиляторами 5. В зоне охлаждения печь - зигзаг имеет трубки 6 для отбора нагретого воздуха, подаваемого к вентилятору 4 и на сушку глины.
4
Ю СО
- ю
00
Керамические изделия помещаются на малогабаритные металлические вагонетки новой конструкции.
Вагонетка представляет собой металлическую основу 7, на которой на вертикаль- ной подвижной металлической стойке 8 укреплена огнеупорная плита 9 размером 300x300x30 мм. В поду теплоагрегата выполнена щель 10, через которую пропущена стойка 8 вагонетки. Вагонетка оснащена ко- лесами 11, которые могут вращаться на 360°, что дает возможность перемещать ее с одного металлического желоба на другой, расположенный к первому под углом 90°, в каналах печи. На одну вагонетку помещают восемь керамических блоков с относительной влажностью 15%, пустотностью 40%. В теплоагрегат помещается 200 тележек, которые системой толкателей могут перемещаться по рельсовым путям каналов. За счет такой конструкции вагонетки теплоагрегата достигается ее высокая удельная производительность.
Теплоагрегат работает следующим образом.
Все восемь каналов теплоагрегата загружаются полностью вагонетками с изделиями. Затем топливо с воздухом подается к форсункам, распыляется и сгорает в камере топки, где создается температура поряд- ка 1000-1100°С. Раскаленные продукты сгорания через нижние ниши поступают в зону обжига изделий теплоагрегата. Расположение топки сверху печи способствует нормальному обжигу изделий, исключает их пережог.
Проталкивание вагонеток с изделиями происходит через 3 мин (цикл проталкивания 20 ваг/ч). Полный цикл от загрузки теплоагрегата до выхода обоженных изделий составляет 10ч.
Работа теплоагрегата ведется по следующему режиму: подогрев изделий и испарение из «их влаги 4 ч, обжиг 2 ч, охлаждение 4 ч.
Производительностьтеплоагрегата до 5 млн.шт. условного кирпича в год.
Данный теплоагрегат может быть внедрен в карьерных условиях сельских местностях, где нет кирпичных заводов, но имеются разведанные запасы глин.
Формула изобретения
1.Теплоагрегат для обжига керамических изделий, содержащий расположенные параллельно друг другу и имеющие в плане зигзогообразную конфигурацию рабочие каналы, транспортную и отопительно-вен- тиляционные системы, отличающийся тем, что, с целью повышения качества обжига изделий и экономии топлива, рабочие ка- налывыполненышириной, обеспечивающей прохождение через них не более одного ряда изделий по его максимальному размеру, при этом транспортная система выполнена в виде вагонеток с ходовой частью из вращающихся в плане колес, размещенной в подподовой части теплоагрегата, и квадратным столом, закрепленным на стойке, опирающейся на ходовую часть, причем в поду теплоагрегата выполнена щель, через которую пропущена стойка вагонетки.
2.Теплоагрегат по п.1, отличающийся тем, что он выполнен из секций, размещенных на сборной передвижной платформе.
9иг.2

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2015478C1 |
| Многокамерная печь для огнеупоров | 1932 |
|
SU41434A1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ФОРМОВАННЫХ ИЗДЕЛИЙ И ПЕЧЬ | 2012 |
|
RU2608097C2 |
| Туннельная печь | 1980 |
|
SU937945A1 |
| ОДНОКАМЕРНАЯ ПЕЧЬ | 1998 |
|
RU2153136C1 |
| СПОСОБ ТЕРМООБРАБОТКИ СТЕНОВЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ СЕРУСОДЕРЖАЩЕГО АЛЮМОСИЛИКАТНОГО СЫРЬЯ | 1992 |
|
RU2036881C1 |
| Под футеровки вагонетки туннельной печи | 1983 |
|
SU1158843A1 |
| КОЛЬЦЕВАЯ ПЕЧЬ | 1998 |
|
RU2157959C2 |
| ПЕЧЬ ДЛЯ СУШКИ И ОБЖИГА ИЗДЕЛИЙ | 1992 |
|
RU2041437C1 |
| Способ выравнивания температурного поля в туннельной печи | 1980 |
|
SU907374A1 |
Изобретение относится к промышленности строительных материалов и может быть использовано в производстве керамических стеновых материалов. Цель изобретения - повышение качества обжига изделий и экономии топлива. Теплоагрегат содержит восемь параллельно расположенных и имеющих в плане зигзагообразную конструкцию рабочих каналов. Вагонетки выполнены с ходовой частью из вращающихся в плане колес. Ходовая часть размещена в подподовой части теплоагрегата и соединена стойкой с квадратным столом, на котором размещаются изделия. В поду теплоагрегата выполнена щель, через которую пропущена стойка вагонетки. Теплоагрегат может быть размещен на сборной передвижной платформе. 1 з.п. ф-лы, 4 ил. (Л С
| Транспортная металлическая лента туннельной печи | 1976 |
|
SU579528A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Нохратян К.А | |||
| Сушка и обжиг в промышленности строительной керамики | |||
| М.: Стройиздат | |||
| Водоотводчик | 1925 |
|
SU1962A1 |
| Питательный кран для вагонных резервуаров воздушных тормозов | 1921 |
|
SU189A1 |
