В настоящее время на станах горячей прокатки скорости главных лриводов устанавливаются оператором отдельно на каждой клети по показаниям таховольтметров. При этол; имеет место низкая точность установки и согласования скоростей отдельньгх клетей ввиду грубой ШКалы таховольтметров и незнания оператором истинных толшин иолосы в клетях, что требует подстройки при Прокатке полосы металла и ухудшает ее качество, кроме того, на установку скоростей на каждой отдельной клети затрачивается много времени.
Предлагаемое устройство отличается тем, что производит вычисление скоростей всех клетей по установленной выходной толщине и скорости ( и Vд:,,} полосы ,в последней клети н толщине полосы в каждой из клетей (А;). Для этого в устройстве имеется два параллельно включенных потенциометра, положения движков которых Соответствуют скорости полосы и ее толщине на выходе стана.
Первый потенциометр за1питывается постоянным напряжением, к движку второго иотенциометра подключены реостаты, положения движков -которых соответствуют толщина.м полосы за каждой клетью. Токи в цепях (реостатов используются в качестве задающих для управления соответствующим главным приводом клети.
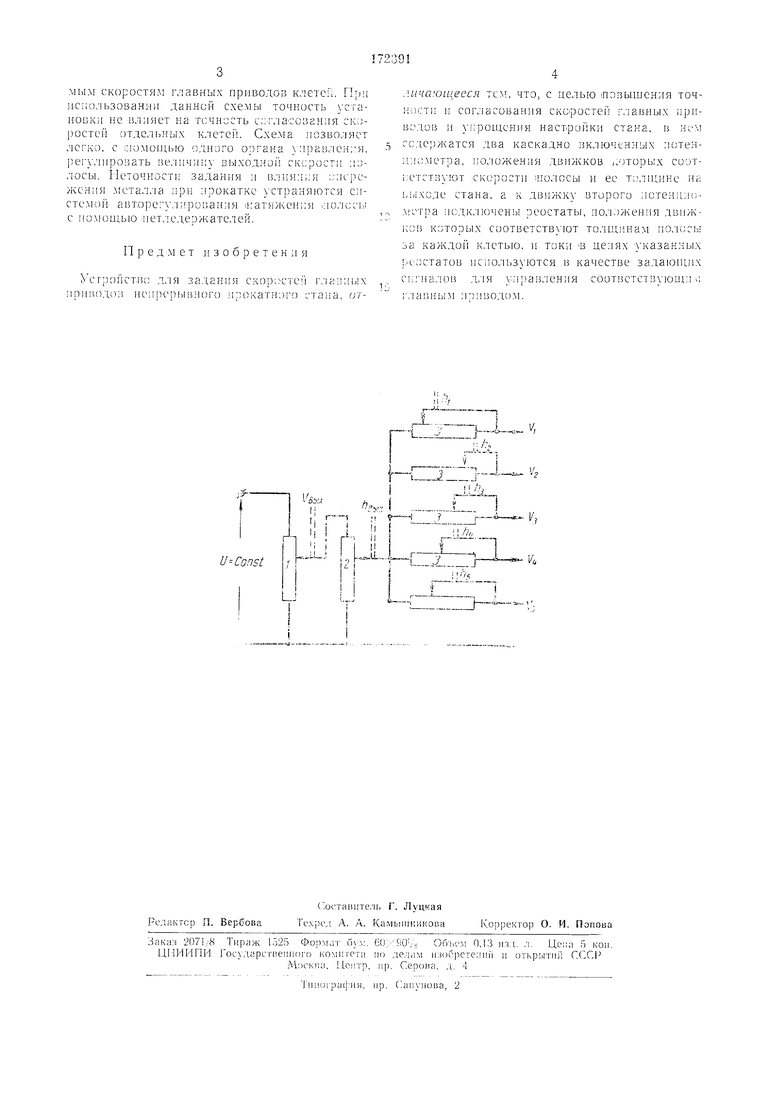
На чертеже
показано предлагаемое устрокство.
В нем используется закон
постоянства сеУ1./г,1/2./г, кундного объема металла 1/ . /1
б .ЧЛ- - «о/л
Исходя пз этого соотнощения, скорости отдельных клетей могут быть с достаточной степенью точности определены через вы.чодную скорость, выходн ю толщину и толщину полосы в каждой пз клетей
/;w.x fibu;
Потенциометр выходной скорости / запитыьается постоянным на1пряжением. Движок потенциометра перемещается пропорционально выходной скорости V,,,. . Напряжение, проГ10рциональное V ,i,,,i- Поступает на Питание потенциометра 2 выходной толщины .. Перемещение движка потенц 1ометра пропорционально /2„|,.. . Таким образом, на выходе иоте1 циометра 2 получим напряжение, иропорциональное произведению V ,..,,- h д,., которое иодается на реостаты 3, иеремещения Двил ков которых :1ролорцг101 альны заданным толщинам полосы по различным клетям, что обеспечпвается механической связью движков потенциометров и реостатов с задатчпкамп раствороБ валков Сельсинами. С реостатов 3 снимаются токи, пропорги ональные требуемы.м скоростям главных приводов клетс;;. ц.сиользованим данной схемы точность у HOBKii не влияет на тсчнссть с;;тлаСования ростен отдельных клете. Схема позво; легко, е i:io.MOUi,bio одного органа ;1)ав;1е |1ег лнровать велнчин выходно) сксростн лосы. 11еточности задания и в,; ия;;;;я ;;:i ження .метал.та лрн лрокатке устраняются етемой а15торегу;п ро1;ан;|я 1нат,чя ен;;я 1лол е i 0-Moui,bio нет.ледержателей.
П р е д м е т изобретения
лича:ошееся тем, что, е целвю лэвышения точliocTH н саг;1асования ско роетен гла15ных приводов и укрондсння настройки стана, в нсл 5 содержатся два каекадно включенных нотенниометра, но.юження движков ,.оторв;х соот.-етствуют скорости 1нолосы и ее тс;л1цнне на 1л,1ходе стана, а к движку второго лотеннио,,-, метра исдключенв реостатв, нол.)жения движivjii кс;торв1х соответствуют толи1,нам ио;к;сы за каждо | клетью, н токи В целях указанных |Дч)статов используются в качестве задающих
сгЛ)алов ыя .1рав,:1ення соответствхлонш .; 1-.гла1;ным и-}иводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО БЕСКОНТАКТНОГО | 1966 |
|
SU184786A1 |
| Способ и устройство для автоматического регулирования толщины стальной полосы в процессе горячего проката | 1957 |
|
SU124401A1 |
| Способ регулирования растворов валков смежных клетей непрерывных групп прокатного стана | 1981 |
|
SU1014611A1 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| Устройство для регулирования межклетьевых натяжений | 1980 |
|
SU930811A1 |
| Устройство для измерения скорости входа металла в клеть при прокатке | 1972 |
|
SU438460A1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Система автоматического регулирования натяжения и размеров полосы | 1983 |
|
SU1097403A1 |
| Устройство для настройки скоростей приводов клетей непрерывного прокатного стана | 1978 |
|
SU772631A1 |
| Устройство регулирования межклетевого натяжения на непрерывном стане холодной прокатки | 1982 |
|
SU1037983A1 |
1 : rl I IT-Ml I LiIт
r™L-.-./- Г
-i.J.-...-i..
1be:
.л.
j
i4
