1
Изобретение относится к области металлургии, к прокатке металла преимущественно- на реверсивных обжимных станах горячер прокатки тила блюминг и слябин.г, а также толстол.истовых и заготовочных станах.
Известно, что скорость входа металла в клеть необходимо согласовывать со ско.ростыо различных вопомогателвных механизмов, В ОСНОВНОМ ролы-антов -и станинных роликов, для исключения преждевременной порчи роликов из-за дополнительного трения их бочек о заготовку со стороны входа металла В Клеть.
Кроме того, при одновременном еахождении металла в вертикальных и горизонтальных валках слябинга или универсальных «летях скорость входа металла в клеть необходимо учитывать для исключения нодиора металла и перегрузки прокатных электродвигателей В ОСНОВНОМ вертикальной «лети.
Поскольку скорость входа в клеть меньше скорости выхода из клети «а величину относительного обжатия, то скорость, например, рольгангов со стороны входа металла в клеть соответствеино необходимо уменьшить на величину обжатия.
Величина относительного обжатия металла В клети В различных inponyoKax суш,ественно отличается, учет скорости входа металла в клеть по среднему значению обжатия оказывается весьма неточным, в связи с чем не устраняются указанные недостатки, связанные с оодпором слитка, добавочной -перепрузкой прокатных двигателей и повышенным износом механооборудования вспомогательных механизмов (рольгангов). Поэтому часто необходимо вмешательство оператора в режим прокатки.
Известны устройства для измерения скорости входа металла в клеть посредством контактно связанных с металлом следящих роликов.
С целью повышения точности, надежности работы стана и удобства управления им и
5 вспомогательными механизмами в предлагаемое устройство введены дополнительно корректирующий тахогенератор, связанный с двигателем клети и включенный встречно с первым тахогенератором, осевое фотореле,
0 датчик захвата металла валками, контакторы направления прокатки .и потенциометр, механически связанный с «ажимным механизмом, приче ВЫХОД .первого тахогенератора через контакты осевого реле, датчик захвата металла, интегратор, зашунтированный
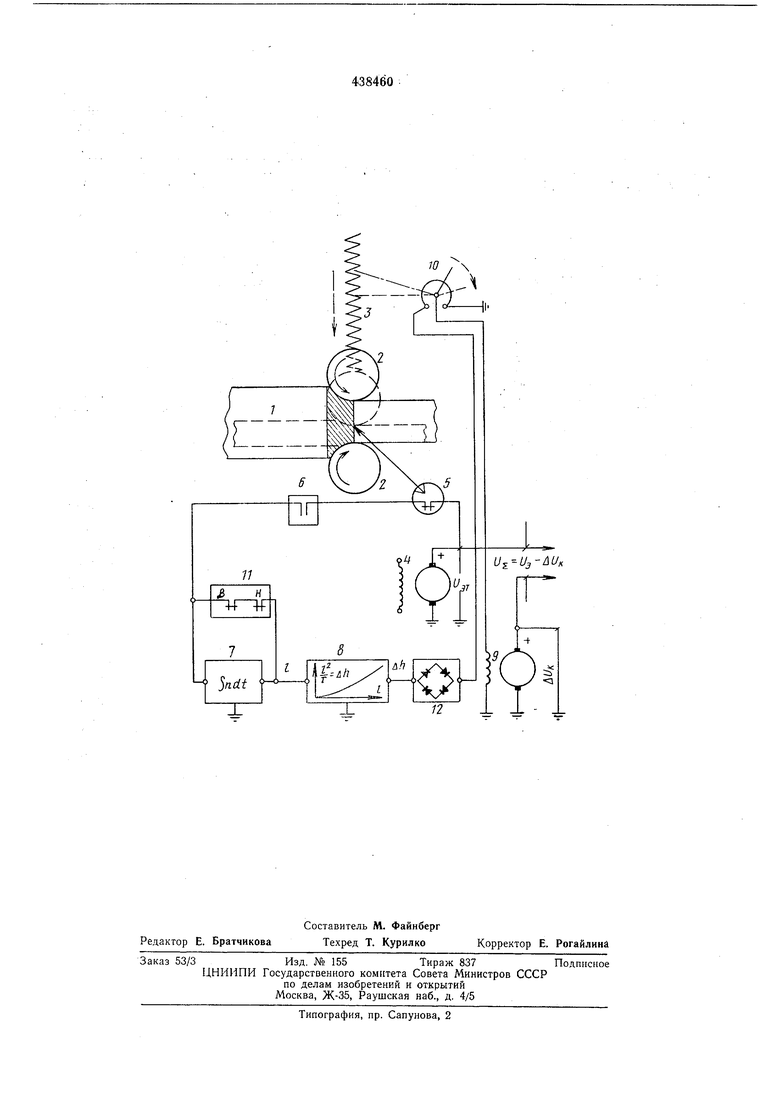
5 контактами контакторов направления прокатки, квадратор, усилитель и выпрямитель соединен с потенциометром, который в свою очередь соединен с корректирующим тахоге0нератором. На чертеже изображено описываемое устройство-. Устройство включает заготовку (сляб, блюмс и т. д.) 1, прокатные валки 2, нажимные винты 3, тахогенератор (эталонный) 4, осевое фотореле 5 (и его контакты), засвечивающееся при заиолненяи металлом зева валков, датчик захвата 6, фиксирующий момент входа металла в клеть и реагирующий на скорость изменения момента прокатки в процеосе заполнения калибра валков, например, дифференцированный сигнал месдозы, или устройство, реапирующее на скорость изменения статического тока прокатного двигателя (на чертеж е не показан), интегратор 7, запоминающий интегральное значение входной величины после ее исчез1новения, квадратор 8, включающий в себя усилитель, корректирующий тахогенаратор 9 с .обмоткой независимого возбуждения (ненасыщенный), потенциом.етр 10, связанный с нажимными винтам.и, контакты 11 контакторов направления прокапки и выпрямитель 12. Напряжение тахогенератора 4 через цепочку, состоящую иЗ контактов осевого фотореле 5, датчика захвата 6, интегратора 7, квадратора 8 и выпрямителя 12, подано на потенциометр 10 и далее на обмотку возбуждения корректирующего тахогенератора 9, включенного встречно с тахогенератор ом 4. Устройство работает следующим образом. При захвате заготовки 1 валками 2 срабатывает датчик захвата 6, и интегратор 7 начинает интегрировать скорость валков 2, поскольку напряжение тахогенератора 4, поданное на вход запо1минающего интегратора 7, при постоянном возбуждении пропорционально скорости валков. Когда заготовка 1 заполнит зев валков 2, засвечивается и срабатывает осевое фотореле 5, интегрирование скорости валков прекращается, но на выходе интегратора 7 на время нахождения металла в валках остается запомненной величина пути валков, пропорциональная дуге захвата /. Известно, что дуга захвата I связана с катающим радиусом г и абсолютным обжатием Д/1 соотношением: l-Yr- h. Откуда абсолютное обжатие А/г равно: Д/:. При подаче выходного напряжения интегратора 7 на вход квадратора 8, на выходе его будем иметь величину, пропорциональную абсолютному обжатию А/г (см. выражение 2), причем -величина - является постоянным множителем, который может автоматически, например, для блюминга корректироваться в функции положения линеек манипулятора. Следовательно, напряжение и ток в обмотке возбуждения тахогенератора 9 будут пропорциональны абсолютному обжатию АЯ. При отсутствии обжатия в клети напряжение на якоре корректирующего тахогенератора 9 равно нулю, поскольку ток в обмотке возбуждения этого тахогенератора равен нулю. Поскольку напряжения на выходе тахогенаратора 4 и корректирующего тахогенератора 9 включены встречно, то суммарное напряжение их (/2 в этом случае, т. е. при отсутствии обжатия, будет равно напряжению Ug-e тахогенератора 4. При наличии в клети обжатия А/г на вых-оде корректирующего тахогенератора 9 появляется напряжение At/h, зависящее от угловой скорости валков п и от величины обжатия А/г, т. е. At/ftEA/i-n.(3) Следовательно, суммарное напряж-еняе U на выходе обоих таХОгенераторов будет равно: f/s У,, - Ш,.(4) При постоянном значении потока тахогенератора 4, выбранном пропорциональным максимальной (входной) толщине заготовки /гмакс, которая прокатывалась бы без обжатия, на основании (3) и (4), можем записать: Uri UBT: - bLJjt Е hutKn-fi - fih-n - «(/г„„,с-Д/г).(5) Следовательно, сум|марное напряжение U будет оропорционально (без учета опережения) секундному объему металла Qwanc k-nX (при единичной шири-не), прокатываемого без обжатия, уменьшенного на секундный -объем .n-Ah обжимаемой части еталла (k - коэффициент пропорциональности). Полученное напряжение Ls по выражению (5) пропорЦионально скорости f/nx входа металла в клеть. Действительно, секундный объем металла QP при прокатке с обжатием A/i равен: QP Риакс - AQ.(6) На основании равенства секундного объема металла может записать: QP Q«aKC - AQ Ймакс вых /1макс вх Й,зкс ( - АК).(7) На основании (7) можем записать: АЙ-1/вых Й„акс-А1/,(8) де AV - скорость отставания металла со стороны входа в кл-еть. Заменим соответственно (без учета опереения) : V,(8а) AV k-M,(86) де k - указанный выше коэффициент пронорциональностп.
На основании (8) получим:
hu3Kc- n.(9)
Далее, на оановании (5) и (9) .и ipaccM-отревной выше элеКтри.чеокой схемы получения произведения Д/i-n следует:
Д/г-/г Е /гмаксД«-(Щ
Далее, на основании (5) и (10) можем чаписать:
Us Uar - - /г„акс « - /г„акс A« -
-/г««кс-(1 вых-А1/) гЛ„ахс- -1 вх. (11)
Следовательно, напряжение И пропорционально окорюсти входа металла в клеть.
Напряжение , пропорциональное скорости входа металла в клеть Увх, является управляющим для рольга|Н1Гов, станинных роликов, для впередистоящих клетей и т. д.
По мере перемещения винтов вниз величина напряжения ДСь посредством потенциометра 10 увеличивается, в связи с чем входное напряжение КО(рре ктирующеРо тахогенератора 9 всегда приводится к обжатию металла при макоималвной (исходной) толщине заготовки.
Поэтому для любой скорости прокатки, независимо от толщины заготовки, скорость входа металла в клеть будет определяться в соответствии с реальным относительным обжатием металла. Вариантно, потенциометр Ю может быть включен в цепь обмотки возбуждения или Якоря тахогенератора 4 та,к, чтобы напряжение, снимаемое с этого потенциометра при движении винтов вниз, уменьшалось.
На чертеже пунктиром показаны положения валкоБ, нажимных винтов и потенциометра при прокатке более тонкой заготовки.
Нормально закрытые контакты 11 контакторов направления про-катки необходимы для сброса на нуль запомненного в данном пропуске напряжения интегратора 7 - перед каждым последующим пропуском, а выпрямитель 12 необходим для сохранения неизменным знака напряжения на выходе квадратора 8 при изменении направления вращения и изменении знака напряжения на выходе тахогенератора 4.
При этом регулируемый ток возбуждения корректирующего тахогенерато(ра 9 будет неизменным по знаку, а необходимое изменение знака напряжения на выходе этого тахогенератора будет о-беспечено за счет изменения его направления вращения от пропуска к пропуску.
С целью повышения точности измерения дуги захвата вместо осевого фотореле 5, которое может фиксировать и неровности распушенного, конца прнбыльной или донной части слитка еще до полного образования дуги захвата, может быть применено устройство (авт. св. № 142265), которое фиксирует момент достижения током прокатного двигателя установившегося 3(Начения, т. е. момент окончания образования дуги захвата.
Область применения предлагаемого устройства - для синхронизации рольгангов со скоростью входа металла в клеть на блюминге, для согласования скорости вертикальных и горизонтальных клетей слябинга, толстолистовых станов и т. д.
25
Предмет изобретения
Устройство для измерения скорости входа металла в клеть при прокатке, в ключающее тахогенератор, соединенный с Двигателем клети, квадратором, усилителем, интегратором к выпрямителем, отличающееся тем, что, с целью повышения точности, надежности работы стана и удобства управления им и вспомогательными механизмами, в него введены
дополнительно корректирующий тахогенератор, связанный также с двигателем клети и включенный вс-лречно с первым тахогенератором, осевое фотореле, датчик захвата металла валками, контакторы на правления
прокатки и потенциометр, механически связанный с нажимным механизмом, причем выход первого тахогенератора через контакты осевого реле, датчик захвата металла, интегратор, защунтирован1ный ко1нтактами контакторов направления прокатки, квадратор, усилитель и выпрямитель соединен с потенциометром, который в свою очередь соединен с корректирующим тахогенератором.