Изобретение относится к медицинскому технологическому оборудованию и может быть использовано при ампулировании растворов в химической и фармацевтической отраслях промышленности.
Цель изобретения - повышение производительности работы линии.
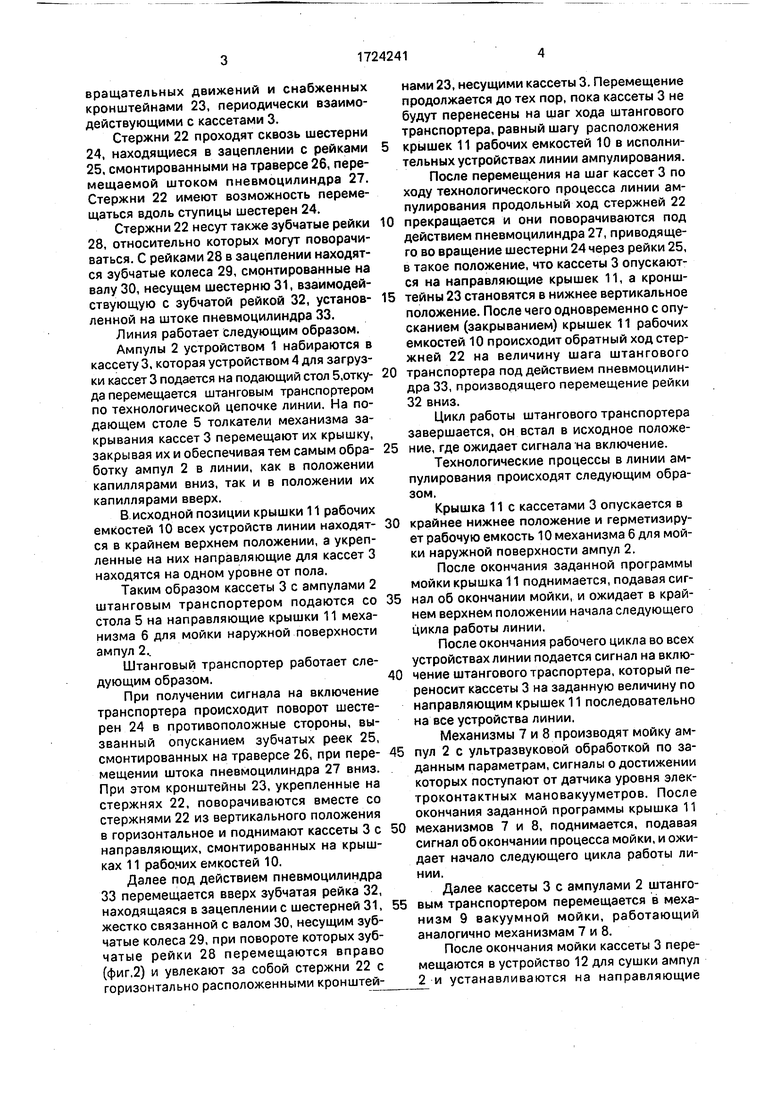
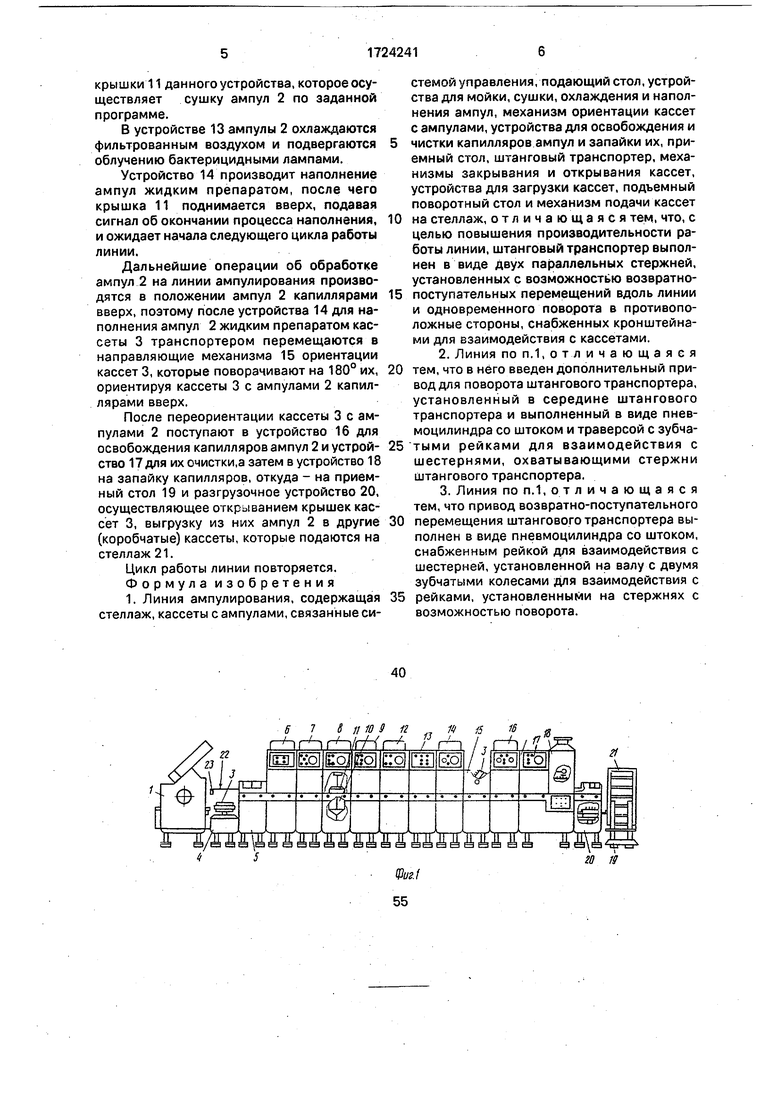
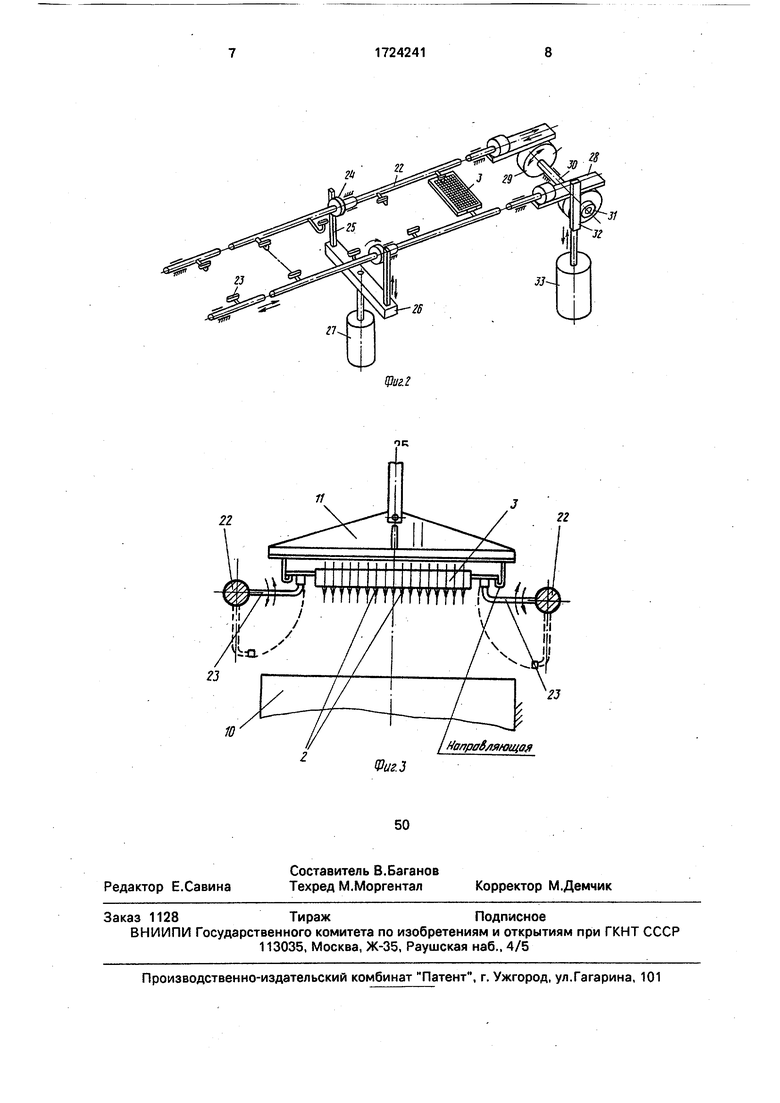
На фиг.1 изображена линия; на фиг.2 - схема штангового транспортера и его приводов; на фиг.З - вид вдоль штангового транспортера на кассеты.
Линия ампулирования состоит из установленных по ходу технологического процесса и связанных системой автоматического управления устройства 1 для набора ампул 2 в кассету 3, устройства 4 для загрузки кассет, подающего стола 5, устройства для мойки, включающего механизмы 6-9 соответственно для мойки наружной и внутренней поверхностей ампул, каждый из которых содержит рабочие емкости 10 и подвижные в вертикальной плоскости крышки 11 с направляющими для кассет 3, устройств 12,13 и 14 соответственно для сушки, охлаждения и наполнения ампул, механизма 15 ориентации кассет 3 с ампулами 2, устройств 16, 17 и 18 соответственно для освобождения, очистки и запайки капилляров ампул 2, приемного стола 19 и разгрузочного устройства 20, снабженного механизмами открывания кассет 3 и передачи на стеллаж 21 коробчатых кассет.
Штанговый транспортер смонтирован вдоль линии ампулирования и выполнен в виде двух стержней 22, смонтированных с возможностью возвратно-поступательных и
XI
ю
4 ГО 4
вращательных движений и снабженных кронштейнами 23, периодически взаимодействующими с кассетами 3.
Стержни 22 проходят сквозь шестерни
24,находящиеся в зацеплении с рейками
25,смонтированными на траверсе 26, перемещаемой штоком пневмоцилиндра 27. Стержни 22 имеют возможность перемещаться вдоль ступицы шестерен 24.
Стержни 22 несут также зубчатые рейки 28, относительно которых могут поворачиваться. С рейками 28 в зацеплении находятся зубчатые колеса 29, смонтированные на валу 30, несущем шестерню 31, взаимодействующую с зубчатой рейкой 32, установ- ленной на штоке пневмоцилиндра 33.
Линия работает следующим образом.
Ампулы 2 устройством 1 набираются в кассету 3, которая устройством 4 для загрузки кассет 3 подается на подающий стол 5,отку- да перемещается штанговым транспортером по технологической цепочке линии. На подающем столе 5 толкатели механизма закрывания кассет 3 перемещают их крышку, закрывая их и обеспечивая тем самым обра- ботку ампул 2 в линии, как в положении капиллярами вниз, так и в положении их капиллярами вверх.
В исходной позиции крышки 11 рабочих емкостей 10 всех устройств линии находят- ся в крайнем верхнем положении, а укрепленные на них направляющие для кассет 3 находятся на одном уровне от пола.
Таким образом кассеты 3 с ампулами 2 штанговым транспортером подаются со стола 5 на направляющие крышки 11 механизма 6 для мойки наружной поверхности ампул 2..
Штанговый транспортер работает следующим образом.
При получении сигнала на включение транспортера происходит поворот шестерен 24 в противоположные стороны, вызванный опусканием зубчатых реек 25, смонтированных на траверсе 26, при пере- мещении штока пневмоцилиндра 27 вниз. При этом кронштейны 23, укрепленные на стержнях 22, поворачиваются вместе со стержнями 22 из вертикального положения в горизонтальное и поднимают кассеты 3 с направляющих, смонтированных на крышках 11 рабочих емкостей 10.
Далее под действием пневмоцилиндра 33 перемещается вверх зубчатая рейка 32, находящаяся в зацеплении с шестерней 31, жестко связанной с валом 30, несущим зубчатые колеса 29, при повороте которых зубчатые рейки 28 перемещаются вправо (фиг,2) и увлекают за собой стержни 22 с горизонтально расположенными кронштейнами 23, несущими кассеты 3. Перемещение продолжается до тех пор, пока кассеты 3 не будут перенесены на шаг хода штангового транспортера, равный шагу расположения крышек 11 рабочих емкостей 10 в исполнительных устройствах линии ампулирования.
После перемещения на шаг кассет 3 по ходу технологического процесса линии ампулирования продольный ход стержней 22 прекращается и они поворачиваются под действием пневмоцилиндра 27, приводящего во вращение шестерни 24 через рейки 25, в такое положение, что кассеты 3 опускаются на направляющие крышек 11, а кронштейны 23 становятся в нижнее вертикальное положение. После чего одновременно с опусканием (закрыванием) крышек 11 рабочих емкостей 10 происходит обратный ход стержней 22 на величину шага штангового транспортера под действием пневмоцилиндра 33, производящего перемещение рейки 32 вниз.
Цикл работы штангового транспортера завершается, он встал в исходное положение, где ожидает сигнала на включение.
Технологические процессы в линии ампулирования происходят следующим образом.
Крышка 11с кассетами 3 опускается в крайнее нижнее положение и герметизирует рабочую емкость 10 механизма 6 для мойки наружной поверхности ампул 2.
После окончания заданной программы мойки крышка 11 поднимается, подавая сигнал об окончании мойки, и ожидает в крайнем верхнем положении начала следующего цикла работы линии.
После окончания рабочего цикла во всех устройствах линии подается сигнал на включение штангового траспортера, который переносит кассеты 3 на заданную величину по направляющим крышек 11 последовательно на все устройства линии.
Механизмы 7 и 8 производят мойку ампул 2 с ультразвуковой обработкой по заданным параметрам, сигналы о достижении которых поступают от датчика уровня электроконтактных мановакууметров. После окончания заданной программы крышка 11 механизмов 7 и 8, поднимается, подавая сигнал об окончании процесса мойки, и ожидает начало следующего цикла работы линии.
Далее кассеты 3 с ампулами 2 штанговым транспортером перемещается в механизм 9 вакуумной мойки, работающий аналогично механизмам 7 и 8.
После окончания мойки кассеты 3 перемещаются в устройство 12 для сушки ампул 2 и устанавливаются на направляющие
крышки 11 данного устройства, которое осуществляет сушку ампул 2 по заданной программе.
В устройстве 13 ампулы 2 охлаждаются фильтрованным воздухом и подвергаются облучению бактерицидными лампами.
Устройство 14 производит наполнение ампул жидким препаратом, после чего крышка 11 поднимается вверх, подавая сигнал об окончании процесса наполнения, и ожидает начала следующего цикла работы линии.
Дальнейшие операции об обработке ампул 2 на линии ампулирования производятся в положении ампул 2 капиллярами вверх, поэтому после устройства 14 для наполнения ампул 2 жидким препаратом кассеты 3 транспортером перемещаются в направляющие механизма 15 ориентации кассет 3, которые поворачивают на 180° их, ориентируя кассеты 3 с ампулами 2 капиллярами вверх.
После переориентации кассеты 3 с ампулами 2 поступают в устройство 16 для освобождения капилляров ампул 2 и устройство 17 для их очистки.а затем в устройство 18 на запайку капилляров, откуда - на приемный стол 19 и разгрузочное устройство 20, осуществляющее открыванием крышек кассет 3, выгрузку из них ампул 2 в другие (коробчатые) кассеты, которые подаются на стеллаж 21.
Цикл работы линии повторяется. Формула изобретения 1. Линия ампулирования, содержащая стеллаж, кассеты с ампулами, связанные системой управления, подающий стол, устройства для мойки, сушки, охлаждения и наполнения ампул, механизм ориентации кассет с ампулами, устройства для освобождения и
чистки капилляров ампул и запайки их, приемный стол, штанговый транспортер, механизмы закрывания и открывания кассет, устройства для загрузки кассет, подъемный поворотный стол и механизм подачи кассет
на стеллаж, отличающаяся тем, что, с целью повышения производительности работы линии, штанговый транспортер выполнен в виде двух параллельных стержней, установленных с возможностью возвратнопоступательных перемещений вдоль линии и одновременного поворота в противоположные стороны, снабженных кронштейнами для взаимодействия с кассетами.
2.Линия по п.1, о т л и ч а ю щ а я с я тем, что в него введен дополнительный привод для поворота штангового транспортера, установленный в середине штангового транспортера и выполненный в виде пнев- моцилиндра со штоком и траверсой с зубчатыми рейками для взаимодействия с шестернями, охватывающими стержни штангового транспортера.
3.Линия по п.1, отличающаяся тем, что привод возвратно-поступательного
перемещения штангового транспортера выполнен в виде пневмоцилиндра со штоком, снабженным рейкой для взаимодействия с шестерней, установленной на валу с двумя зубчатыми колесами для взаимодействия с
5 рейками, установленными на стержнях с возможностью поворота.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия ампулирования | 1985 |
|
SU1391649A1 |
| Линия ампулирования | 1971 |
|
SU523694A1 |
| Машина карусельного типа для ампулирования лекарственных растворов | 1955 |
|
SU115402A1 |
| Установка для кассетного ампулирования | 1975 |
|
SU566585A1 |
| Линия ампулирования | 1981 |
|
SU952256A1 |
| Линия ампулирования | 1973 |
|
SU527191A1 |
| УСТРОЙСТВО для ЗАПАЙКИ АМПУЛ• ^Ю^ПООЗйАЯ.f^.^^'^l^j,, ^Ctlv'rr-,., | 1971 |
|
SU294620A1 |
| Линия ампулирования | 1983 |
|
SU1121002A1 |
| Линия ампулирования растворов | 1968 |
|
SU343492A1 |
| ЛИНИЯ АМПУЛИРОВАНИЯ ИНЪЕКЦИОННЫХ РАСТВОРОВ | 1966 |
|
SU198941A1 |
Изобретение относится к медицинскому технологическому оборудованию и может быть использовано при ампулировании растворов в химической и фармацевтической отраслях промышленности. Цель изобретения - повышение производительности. Линия ампулирования содержит установленные по ходу технологического процесса и связанные системой управления подающий стол, устройства для мойки, сушки, охлаждения и наполнения, ампул, механизм ориентации кассет с ампулами, устройства для освобождения и чистки капилляров ампул и запайки их, приемный стол, штанговый транспортер, механизмы закрывания и открывания кассет, устройства для загрузки и разгрузки кассет, подъемный поворотный стол и механизм подачи кассет на стеллаж. При этом штанговый транспортер выполнен в виде двух параллельных стержней, смонтированных с возможностью возвратно-поступательных периодических перемещений вдоль линии и одновременного поворота в противоположные стороны, снабженных кронштейнами, периодически взаимодействующими с кассетами. 2 з.п. ф-лы, 3 ил. (Л
| Линия ампулирования | 1985 |
|
SU1391649A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
