1& АШЁЛШ
В 10 13 15
25
00
со at
4
со
18 19 о
9.1
Изобретение относится к химико- фармацевтической промьшшенности и может быть использовано при ампулирова- ния растворов.
Целью изобретения является полная автоматизация процесса за счет исключения ручного труда на подготовительных и заключительных операциях.
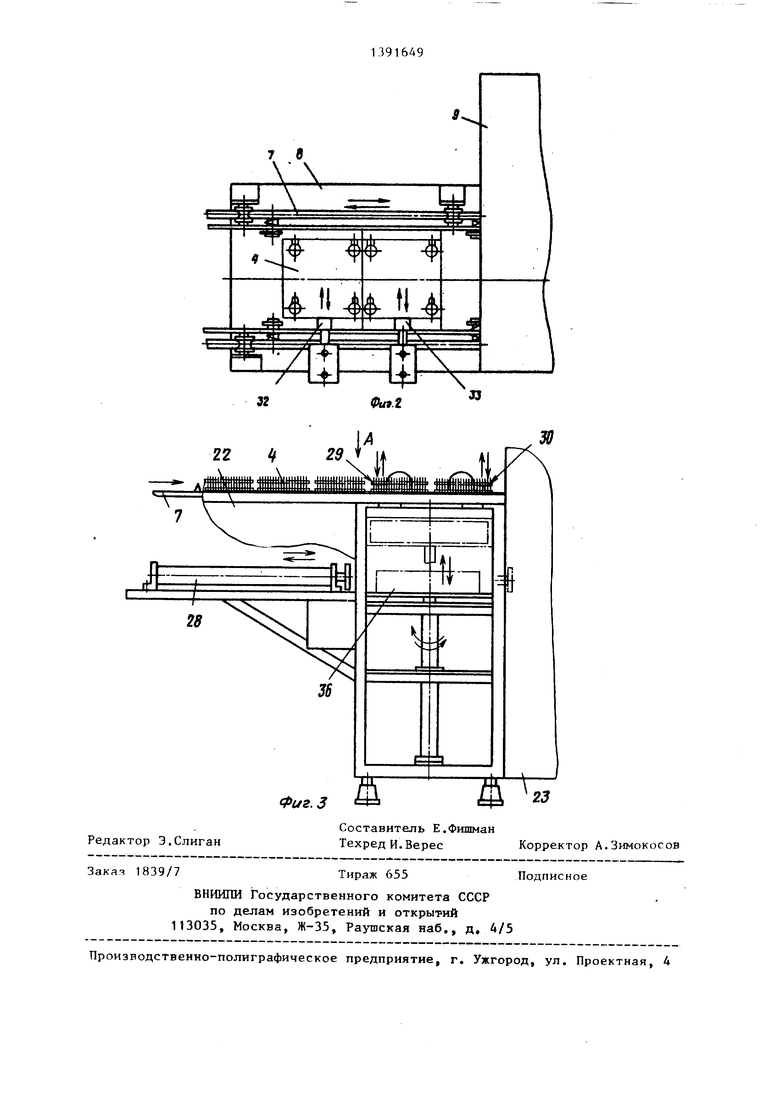
На фиг. 1 схематически изображена предлагаемая линия, общий видj на фиг. 2 - подающий стол, вид сверху; на фиг. 3 - разгрузочное устройство, общий вид.
Линия состоит из установленных по ходу технологического процесса и связанных системой автоматического управления устройства 1 для набора ампул в кассету, содержащего наклонньм бункер 2 и механизм 3 перемещения ка- ретки с кассетой А, устройства 5 для загрузки кассет, представляющее собой смонтированную с возможностью вертикального перемещения площадку 6, взаимодействующую с штанговым транспор- тером 7, подающего стола 8, устройства для мойки, включающего механизмы 9-12 соответственно для мойки наружной и внутренней поверхностей ампул, каждый из которых содержит рабочие емкости 13 и подвижные в вертикальной плоскости крышки 14 с направляющими для кассет 4, устройств 15-17 соответственно для сущки, охлаждения и наполнения ампул, механизма 18 ориентации кассет 4 с ампулами, устройств 19-21 соответственно для освобождения, очистки и запайки капилляров ампул, приемного стола 22 и разгрузочного устройства 23, включающего смонтированную с возможностью перемещения в вертикальной плоскости площадку 24 со стеллажом 25 для кассет, при этом на приемном столе 22 установлены механизм 26 для открывания кассет 4, подъемно-поворотный стол 27 и механизм 28 подачи кассет на стеллаж 25.
Механизм 26 дпя открывания кассет может содержать подвижные толкатели 29 и 30, смонтированные с возможностью взаимодействия с замками кассет и возвратно-поступательного перемещения в вертикальной плоскости в нап равлении, перпендикулярном направле ПИЮ перемещения штангового транспортер л 7, а механизм 31 закрывания кассет С1).г1ержит толкатели 32 и 33,
10
15
-
- 20 й 25й
30
35
40
45
50
55
Линия работает следующим образом. Ампулы из наклонного бункера 2 устройства 1 для -набора ампул в каг.- сету подвижной планкой с ячейками и заслонкой порядно подаются в радиальные гнезда механизма для их переноса, а затем ампулы в положении капиллярами вниз под собственным весом поступают порядно в гнезда кассет 4, которые механизмом 3 перемещения каретки периодически на шаг подаются в зону укладки в них ампул. После набора ампул в кассеты 4 последние механизмом 3 перемещения каретки подаются на площадку 6 устройства 5 для загрузки кассет, находящегося в крайнем нижнем положении. При наборе необходимого количества кассет 4 с ампулами на площадке 6 срабатывает конечный выключатель, отключая работу устройства 1 для набора ампул в кассету, а площадка 6 перемещается в крайнее верхнее положение, взаимодействуя со штанговым транспортером 7 линии, который двоими откидными подпружиненными упорами 34 захватывает кассеты 4 с ампулами, находящиеся на площадке 6 устройства 5 для загрузки, и по направляющим перемещает на подающий стол 8, После этого площадка 6 возвращается в свое крайнее нижнее положение для приема очередных кассет 4 с ампулами, при этом вновь срабатыьает конечный выключатель, который включает устройство 1 для набора ампул в кассету 4, и цикл повторяется ,
Предыдущие кассеты 4 с ампулами в положении капиллярами вниз штанговым транспортером 7 устанавливаются на подающий стол В,при этом подвижные толкатели 32 и 33 механизма 31 закрывания кассет, совершая нозврат- но-по ;;тупательное перемещение в горизонтальной плоскости в направлении, перпендикулярном направлению перемещения штангового транспортера 7, смещают крышки кассет 4, закрывая их и обеспечивая тем самым обработку ампул в линии, как в положении капиллярами вниз, так и п положении их кап}тлярами вверх,
В исходной позиции крышки 14 рабочих емкостей 13 всех устройств линии находятся в крайнем верхнем по- пожении, а укреплен)1ЫР на них направляющие для касгет 4 ofipnMV ioT е/шные
ти, определенной программой, поочередно включаются электропневматические клапаны, соединяя рабочую емкост 13 соответственно с вакуумом, жидким препаратом и атмосферой. Наполнение ампул препаратом также осуществляется по заданным параметрам, которые контролируются датчиком уровня и электроконтактными мановакуумметра- ми. После окоичания заданной программы крышка 14 с кассетами 4 поднимается вверх, подавая сигнал об окончании процесса наполнения, и ожидает начало следующего цикла работы линии.
Дальнейшие операции по обработке ампул на линии ампулирования производятся в положении ампул капиллярами вверх, поэтому после устройства 17 наполнения ампул жвдким препаратом кассеты 4 штанговым транспортером 7 перемещаются в направляющие механизмы 18 ориентации кассет 4, коQ
торые поворачивают их на 180 , ори- ентируя кассеты 4 с ампулами капиллярами вверх.
После переориентации кассеты 4 с ампулами штанговым транспортером 7 подаются на направляющие крышки 14 устройства 19 для освобождения капилляров ампул. При получении сигнала о начале работы данного устройств его крьшцса 14 с кассетами 4 опускается, герметизируя рабочую емкость 13, Согласно заданной программе поочередно включаются электропневматические клапаны, которые соединяют рабочую емкость 13 с фильтрованным сжатым воздухом, вакуумом, инертным газом и атмосферой. Это устройство также работает по заданным параметрам. Сигналы о достижении заданного параметра поступают от электроконтактных мановакуумметров. Лосле окончания процесса продавливания раствора в капиллярах крьш1ка 14 с кассетами 4 поднимается в крайнее верхнее положение, подавая сигнал об окончании процесса продавливания, и устройство ожидает сигнала о начале следую щего цикла.
Перед запайкой ампул с препаратом в линии ампулирования производится очистка их капилляров от инъекционного раствора. При этомштанговьм транспортером 7 кассеты 4 с ампулами помещаются и зону устройства 20 для очистки их капилляров и устанавливаются
5
0
5
0
5
0
5
над неподвижной рабочей емкостью 13. После получения сигнала на начало рабочего цикла включается электропневматический клапан подачи дистиллированной воды в подвижный душирую- щий механизм, который движется возвратно-поступательно вдоль кассет 4 с ампулами, омывая их капилляры. После завершения цикла мойки душирующий механизм возвращается в исходное положение и останавливается, а электропневматический клапан прекращает подачу дистиллированной воды в душирующий механизм и подает сигнал об окончании процесса очистки капилляров перед их зайпайкой.
Устройство 21 для запайки ампул работает следующим образом. Штанговым транспортером 7 кассеты 4 с ампулами помещаются в зону устройства 21. После получения сигнала о начале работы устройства пневмоприводом поднимается емкость 13 до тех пор, пока кассеты 4 с ампулами не окажутся внутри нее, а затем включается электропневматический клапан для подачи воды в емкость 13 до заданного уров- ня. Только после наполнения емкости 13 водой начинаются движение горелки 35 и процесс запайки капилляров ампул, при этом газовая горелка 35, шарнирно закрепленная на каретке, перемещается вдоль кассет 4 и своим пламенем запаивает капилляры ампул. После окончания процесса запайки газовая горелка 35 останавливается и возвращается в исходное положение, при этом подается сигнал об окончании процесса запайки, и подвижная емкость 13 устройства 21 для запайки опускается, а кассеты 4 с запаянными ампулами остаются на направляющих .
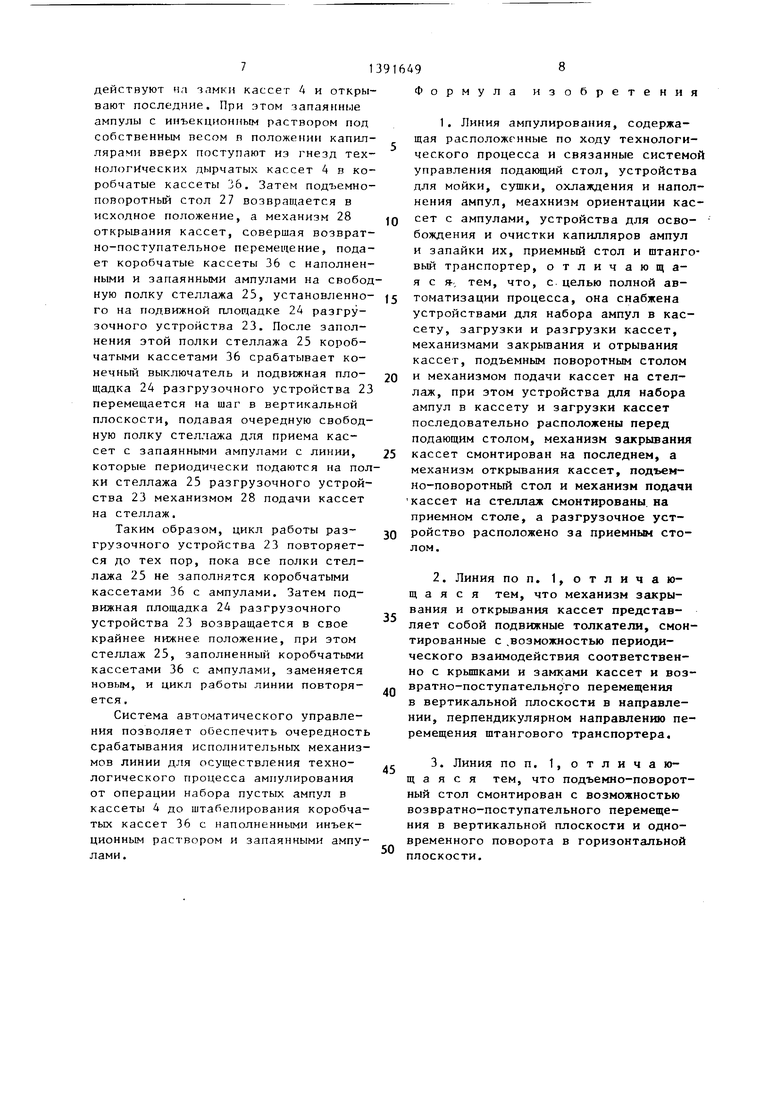
После запайки капилляров кассеты 4 с ампулами штанговым транспортером 7 подаются на приемный стол 22, а затем в разгрузочное устройство 23 в зону действия подъемно-поворотного стола 27 и механизма 26 для открывания кассет 4. В момент поступления кассет 4 подъемно-поворотный стол 27 с коробчатыми кассетами 36 перемещается вертикально вверх и, поворачиваясь одновременно на угол 90 , взаимодействует с механизмом 26 открывания кассет, при этом их подвижные толкатели 29 и 30, совершая возвратно-поступательное перемещение, возобщие направляющие для трпнглюртир-о- вания кассет с ампулами все устройства линии. После этого кассеты 4 с ампулами штанговым транспортером 7 с подаю1чего стола 8 вначале подаются tia крышки 14 механизма 9 для MqfiKH наружной поверхности ампул
.После возврата штанговсто транспортера 7 в исходное положение поступает сигнал на начало рабочего цикла мойки согласно программе, при этом крышка 14 с кассетами 4 опускается в крайнее нижнее положение и герметизирует рабочую емкость 13 механизма
9для мойки наружной поверхности ампул. После закрытия крышки 14 в последовательности, определенной программой, поочередно включаются электропневматические клапаны, соединяя рабочую емкость 13 механизма 9 соответственно с вакуумом, моющей жидкостью и атмосферой. Мойка ампул осуществляется по заданным параметрам.Сигналы о достижении заданного параметра поступают от датчика уровня и электроконтактного мановакуумметра. После окончания заданной программы крышка 14 поднимается, подавая сигнал об окончани1 г процесса мойки, и ожидает в крайнем верхнем положении начала следующего цикла работы линии
После окончания рабочего цикла во всех устройствах линии подается сигнал на включение штангового транспортера 7, который, продвигаясь вперед на заданную величину, своими подпружиненными откидными упорами 34 захватывает и по Г1аправляющим перемещает кассеты 4 с ампулами последовательно на все устройства линии.
1еханизмы 10 и 11 для мойки наружной и внутренней поверхностей ампул работают следующим образом. При получении сигнала на начало рабочего цикла мойки крышка 14 с кассетами 4 опускается и герметизирует рабочую емкость 13. Затем в последовательности, определенной программой, поочередно включаются электропневматические клапаны, соединяя рабочую емкост 13 соответственно с вакуумом, моющей жидкостью, сжатым воздухом и атмосферой. В определенное время включается магнитострикционный ультразвуковой излучатель, который с целью повышения качества мойки внутренней поверх ампул смонтирован в механизме
10в крышке 14, а в механизме 11 0
5
0
5
0
5
0
5
0
5
в днище рабочей емкости 13. Это позволяет осуществлять ультразвуковую мойку ампул с их поочередно верхним и нижним озвучиванием. Мойка ампул в механизмах 10 и 11 также осуществляется по заданным параметрам, сигналы о достижении которых поступают от датчика уровня и электроконтактных мановакуумметров. После окончания заданной программы крышка 14 механизмов 10 и 11 поднимается, подавая сигнал об окончании процесса мойки, и ожидает начало следующего цикла работы линии.
Затем кассеты 4 с ампулами штанговым транспортером 7 перемещаются в механизм 12 для вакуумной мойки и
«
ополаскивания ампул, который работает аналогично механизмам 10 и 11, только в его рабочей емкости 13 отсутствует магнитострикционный излучатель ультразвуковых колебаний, а в качестве моющей жидкости используется дистиллированная вода.
После окончания процесса мойки ампул кассеты 4 штанговым транспортером 7 перемещаются в устройство 15 сушки ампул и устанавливаются на направляющих крышки 14 данного устройства. При получении сигнала о начале работы крьш1ка 14 вместе с кассетами 4 перемещается вниз, опуская кассеты с ампулами в рабочую емкость 13 устройства 15 сушки. Затем рабочая емкость 13 вакуумируется, и процесс сушки идет по заданной программе, при этом электронагреватель, смонтированный на днище рабочей емкости 13,включен постоянно. После окончания заданной программы сушки ампул крышка 14 поднимается, поступает сигнал об окончания процесса сушки, и устройство ожидает начало очередного цикла работы линии.
В устройстве 16 ампулы охлаждаются фильтрованным воздухом, а для обеспечения асептических условий обработки ампул в тоннели линии установлены бактерицидные лампы.
Устройство 17 для наполнения ампул жидким препаратом работает Следующим образом. Получив сигнал на начало рабочего цикла наполнения,включается механизм закрывания крышки 14, при этом кассеты с ампулами в положении капиллярами вниз опускаются в рабочую емкость 13 устройства 17 наполнения. Затем в последовательное7
действуют на замки кассет А и открывают последние. При этом запаянные ампулы с инъекционным раствором под собственным весом в положении капиллярами вверх поступают из гнезд технологических дырчатых кассет 4 в коробчатые кассеты 36. Затем подъемно- поворотный стол 27 возвращается в исходное положение, а механизм 28 открывания кассет, совершая возвратно-поступательное перемещение, подает коробчатые кассеты 36 с наполненными и запаянными ампулами на свободную полку стеллажа 25, установленно- го на подвижной площадке 24 разгрузочного устройства 23. После заполнения этой полки стеллажа 25 коробчатыми кассетами 36 срабатывает конечный выключатель и подвижная площадка 24 разгрузочного устройства 23 перемещается на шаг в вертикальной плоскости, подавая очередную свободную полку стеллажа для приема кассет с запаянными ампулами с линии, которые периодически подаются на полки стеллажа 25 разгрузочного устройства 23 механизмом 28 подачи кассет на стеллаж.
Таким образом, цикл работы разгрузочного устройства 23 повторяется до тех пор, пока все полки стеллажа 25 не заполнятся коробчатыми кассетами 36 с ампулами. Затем подвижная площадка 24 разгрузочного устройства 23 возвращается в свое крайнее нижнее, положение, при этом стеллаж 25, заполненный коробчатыми кассетами 36 с ампулами, заменяется новым, и цикл работы линии повторяется .
Система автоматического управления позволяет обеспечить очередность срабатывания исполнительных механизмов линии для осуществления технологического процесса ампулирования от операции набора пустых ампул в кассеты 4 до штабелирования коробчатых кассет 36 с наполненными инъекционным раствором и запаянными ампулами.
J51649
Формула
изобретения
0
0
5
5
0
5
0
5
0
1. Линия ампулирования, содержащая расположенные по ходу технологического процесса и связанные системой управления подающий стол, устройства для мойки, сушки, охлаждения и наполнения ампул, меахнизм ориентации кассет с ампулами, устройства для освобождения и очистки капилляров ампул и запайки их, приемный стол и штанговый транспортер, отличающа- я с Я-, тем, что, с целью полной автоматизации процесса, она снабжена устройствами для набора ампул в кассету, загрузки и разгрузки кассет, механизмами закрьгаания и отрывания кассет, подъемным поворотным столом и механизмом подачи кассет на стеллаж, при этом устройства для набора ампул в кассету и загрузки кассет последовательно расположены перед подающим столом, механизм закрывания кассет смонтирован на последнем, а механизм открывания кассет, подъемно-поворотный стол и механизм подачи кассет на стеллаж смонтированы, на приемном столе, а разгрузочное устройство расположено за приемным столом.
2.Линия по п. 1, отличающаяся тем, что механизм закрывания и открывания кассет представляет собой подвижные толкатели, смонтированные с .возможностью периодического взаимодействия соответственно с крышками и замками кассет и возвратно-поступательного перемещения
в вертикальной плоскости в направлении, перпендикулярном направлению перемещения штангового транспортера.
3.Линия поп. 1, отличающаяся тем, что подъемно-поворотный стол смонтирован с возможностью возвратно-поступательного перемещения в вертикальной плоскости и одновременного поворота в горизонтальной плоскости.
Фиг.З
2J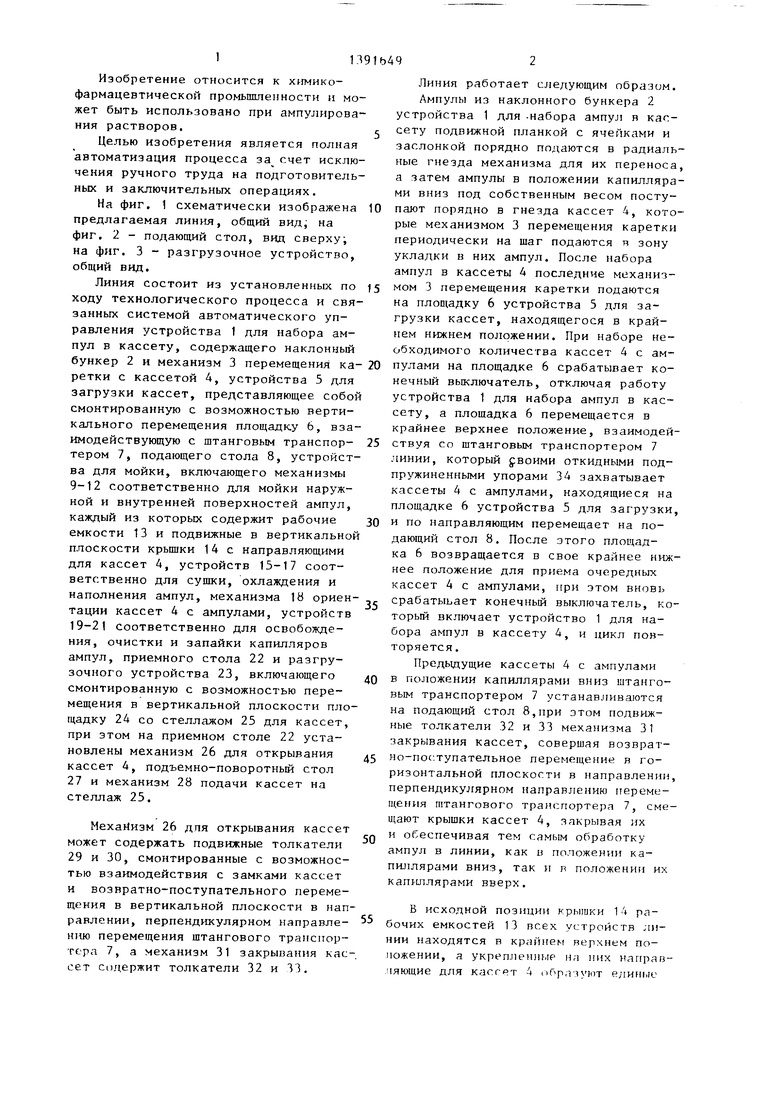
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия ампулирования | 1989 |
|
SU1724241A1 |
| Линия ампулирования | 1971 |
|
SU523694A1 |
| Установка для кассетного ампулирования | 1975 |
|
SU566585A1 |
| Машина карусельного типа для ампулирования лекарственных растворов | 1955 |
|
SU115402A1 |
| Автоматическая линия для изготовления стеклянных изделий из мерных трубок | 1984 |
|
SU1168249A1 |
| Линия ампулирования | 1981 |
|
SU952256A1 |
| Линия ампулирования | 1983 |
|
SU1121002A1 |
| Линия ампулирования | 1973 |
|
SU527191A1 |
| Линия ампулирования растворов | 1968 |
|
SU343492A1 |
| ЛИНИЯ АМПУЛИРОВАНИЯ ИНЪЕКЦИОННЫХ РАСТВОРОВ | 1966 |
|
SU198941A1 |
Изобретение относится к химико- фармацевтической промышленности и может быть использовано при ампулиро- вании растворов. Целью изобретения является полная автоматизация процесса. Линия состоит из установленных по ходу технологического процесса и связанных системой автоматического управления устройств 1 и 5 соответственно для набора ампул в кассету 4 и загрузки кассет, подающего стола 8, устройства для мойки, включающего механизмы 9-12 соответственно для мойки наружной и внутренней поверхностей ампул, и устройств 15-17 соответственно для сушки, охлаждения и наполнения ампул. После мойки ампулы в кассетах механизмом 18 ориентации подаются в устройства 19-21 соответственно для освобождения, очистки и запайки капилляров ампул. Запаянные кассеты с ампулами собираются на приемном столе 22, который механизмом подает кассеты в стеллажи 25 разгрузочного устройства. 2 з.п. ф-лы. Зил. (Л
Редактор Э.Слиган
Составитель Е.Фишман
Техред И.Верес Корректор А.Зимокосов
Заказ 1839/7
Тираж 655
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Подписное
| Способ горячей загибки с обжигом края кожи для верха обуви и скоба для осуществления способа | 1948 |
|
SU84334A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
