Известны внутренние иентраторы: д.тя сборки и автоматическп| | сварки стыков труб в нотолочиом иоложекин. где между центрируюии1ми рядами поджимается (|)люсовая коробка; для сборки и аотоматическо етыKoii труб в нижнем положении иа медпом подкладиом кольце; для сборки и pyquoii на весу. Однако, во-нерг ы.. сварка в 1И)Толочном иоложении весь.ма чувствительна к отк.юнеиию i размерах притуи.чеиия KptuioK труб; o-iiTopi i.x, пентраторы не обес 1ечива1от п.ютиого поджима медного ко/п.па к обеим т)убам при сварке разн1 1Х (в иреде/ых доиускпв) иерим1тр( в-трстьих, иентраторы иск.иочают нозмо/кписгь ;пгг()матизацин сварки первого c.iDsi сгыкои труб.
Предла1ае.и.и1 И трении| 1 центратор д,1я сборк и сварки стыков труб, еодержапиш флюсо1 ую коробку, отличается от извеет)гы тем, что для исключения прожогов и удерживания сварочной ваины при автоматической сва1)ке первого слоя в нпжием положенни он снаб/кси П1неков1 1м .1еха}1измом поджима (|.-||оса к .месту сварки, |)ас11оложеиным .межд)П1МГГриpyioHuiми органами.
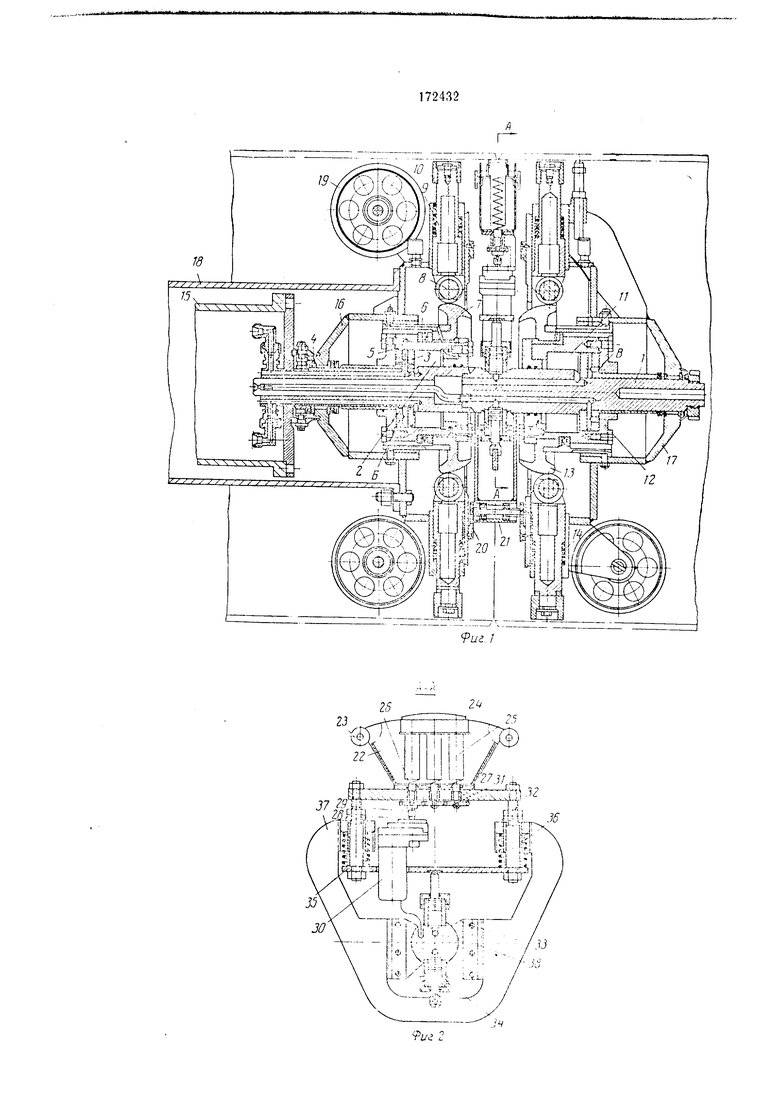
Виутреннин центратор еостоит из двух центрирующих органов п И1некового .мехаппзма поджпма флюса к месту сварки. Патиачение центрирующих органов - исправить геомстрик) стыкуе.мых Topnoii, т. е. придать им (|io) прави.тьнои окр жиости и соосно сцеитрпрог ать их. (,|1осоиая подупп а иск.иочает прожоги и .че}1жп ает сва|1очпу1() ванну njni автома гическ( ciiapKC nci)Horo с.чоя.
Центри 1 кмпие органы таботают е.чедхюшим образом. .ас,1() от наеоса через еоответeiByioninii золотник и кана.ч в оси / иодаетея в полость 2. Так как ио)П1ень 3 через иодшппппки -/ за(|)пкС11рован на оси от продо.|1,)и)Г(1
псре.мепкчшя, ю цилпидр Л начинает двигатьея вправо п чере. оиорпый поди1ипник 6 yi,ieкает за собо); конус 7. Конус 4ej)e3 ролики (V. П1ТОКИ 9 и жимки 10, равноме|1но pacrio,ioжеииые по окружиоетп, передает yen/ine на
)еиние стенки горпа трубьк че( исправляется его геом1грпя. Затем мас.чо (Кчается в ПОЛОСТЬ// njiaiioro ии,-1иид 1а 12. Цилип.чр с KOHNcoM //: ие|1еме1иается в.чево, иим ра.чжимается BTOpoii цсптрирукпиих ojiraniUi.
Б,та1Ч)даря что оба цептрпр -ющп органа eNioHгированм на o.Uiofi оеи, i-орцы труб С()би;)а1()тся коипептричио один опккигс.чьно другого, llpii лодлчс Mac.-ia и ио.юсти /J и /: ци.111нд; ы )| Г2 с конусами |1асходятся и
14 сжимаются, освобождая центратор от фиксации в трубе.
При вращении и сварке труб центрирукмцие органы враи1аются вместе с трубой, а ось вместе с механизмом ноджнма ф,т1оса не вращается, механизм ноджнма всегда занимает coiiepHieHHO определенное положение но от){оHieHHio к вертикаль}1ой осн. От поворота он удерживается Н1тангой 15, связанноГ с осью. Пад1нипникн 4 н 5, воснрнннмающие осевое усилие нрн разжатии центрнрующнх органов, позволяют KOpfiycaM 16 н /7 и конусам 7 п 13 свободно вращаться относительно оси. Левый корпус це«трпруюн1его органа связан со Н1тангой /8, с помощью которой центратор на роликах 19 вводится в трубу и устанавливается на нозицню сварки. Для синхронного вращения корпусов в конструкции предус.мотрены две шестерни 20, устанавливаемые на корпуса, г блок щестерен 2/, жестко связанный с неподвижной осью.
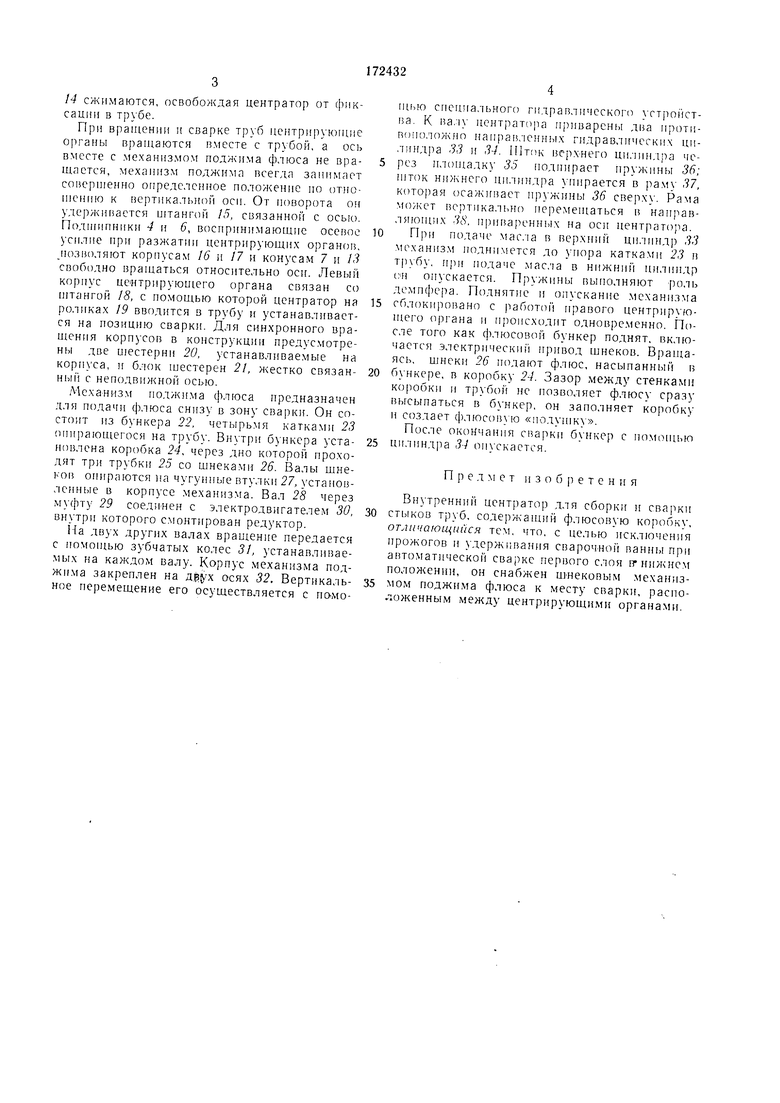
Механизм поджима ф,пюса предназначен для подачи флюса снизу в зону сварки. Он состоит из бункера 22, четырь.мя катками 23 опирающегося на трубу. бункера установлена коробка 24, через дно которой проходят три трубки 25 со шнеками 26. Валы щнеi-ori опираются на чугунные втулки 27, }становленные в корпусе механиз га. Вал 28 через муфту 29 соединен с электродвигателем 30, внутри которого е.онт1 рован редуктор.
На двух другнх валах вращение перелается с помощью зубчатых колес 31, устанавливаемых на каждом валу. Корпус механизма ноджима закреплен на двух осях 32. Вертикальное перемещение его осуществляется с но-моЩ1.Ю спепиа.тьного гидравлического ycTpoiicTва, К ва.пу центратора приварены два противоположно направ;|енных гидравлических ци.тиндра 33 н 34. верхнего ци.чиндра через нлоп;адку 35 подпирает пружины 36; HJTOK нижнего цплнндра упирается в раму 37, которая осаж1гвает пружины 36 сверху. Рама может вертикально перемеп1аться в направляюни1Х 38, п|Л1варенных на оси центрато11а.
При подаче мас.та в верхний цилиндр 33 механизм поднимется до упора катками 23 п т|), rij)H подаче мас.ча в нижний цилиндр г.п оп екается. Пружины выполняют ро,1ь демпфера. Поднятпе н оп ткание механизма
сблокировано с работой правого центрнр юniero органа и происходит одновре.1енно. После того как флюсовой бункер поднят, вк,тючается электрическиГ привод щнеков. Вращаясь, шнеки 26 подают флрос, насыпанный в
бункере, в коробку 24. Зазор между етенкамн и трубой не позволяет ф,тюсу сразу высыпаться в бункер, он заполняет коробку и создает флюсо1 ую «подушку.
После окончания сварки бункер с помощью
цилиндра 34 оп ткается.
Предмет изобретения
Внутренний центратор для сборки н сварки стыков труб, содержащий флюсовую коробку, отличающийся тем, что, с целью исключения прожогов и удерживания сварочной ванны при автоматической сварке первого слоя вг нижнем положении, он снабжен ш-нековым механизмом поджима флюса к месту сварки, расположенным между центрирующими органами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ФЛЮСОВОЙ ПОДУШКИ | 1970 |
|
SU269384A1 |
| Устройство для формирования обратной стороны шва при сварке изделий | 1979 |
|
SU872156A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1966 |
|
SU182266A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБLL :'.и.и^ .•; ..i-^ r;v,:;iTi;3 -•>& 1;::;:-:^;[:с::;п р';5л:;о1^;:А | 1965 |
|
SU173358A1 |
| Внутренний центратор для сварки поворотных стыков труб | 1961 |
|
SU147273A1 |
| ФЛЮСОВАЯ ПОДУШКА | 1973 |
|
SU397299A1 |
| ЦЕНТРАТОР ВНУТРЕННИЙ ГИДРАВЛИЧЕСКИЙ | 2003 |
|
RU2249145C1 |
| СПОСОБ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ И ЦЕНТРАТОР ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ | 2008 |
|
RU2397854C2 |
| Устройство для формирования обратной стороны шва сварного кольцевого стыка | 1977 |
|
SU749611A1 |
| СТЕНД ДЛЯ СВАРКИ ЛИСТОВЫХ полотнищ | 1969 |
|
SU246745A1 |