Известны внутритрубиые сварочиые головки для коитактиой стыковой сварки трубоироводов, в которых сварочный трансформатор и внутренний центратор выполнены в одном агрегате и располагаются внутри трубы. Однако эти сварочные головки требуют значительного времени на зачистку труб под контактные башмаки и применения специальных лежек для сборки трубопровода, сложны по конструкции и из-за наружного расположения трансформатора требуют мощного разъемного токоподвода.
Предлагаемое устройство выполнено из двух самостоятельных агрегатов - кольцевого сварочного трансформатора, помещенного снаружи свариваемой трубы, и приспособления для центрирования и сближения труб, помещенного внутри свариваемой трубы. Кольцевой сварочный трансформатор снабжен троллейной нодвеской, а приспособление для центрированпя п сближения свариваемых труб вынолпено независимо от сварочного трансформатора. При этом упрощается конструкция, повыщается качество центровки и сварки и повышается производительность процесса сварки труб.
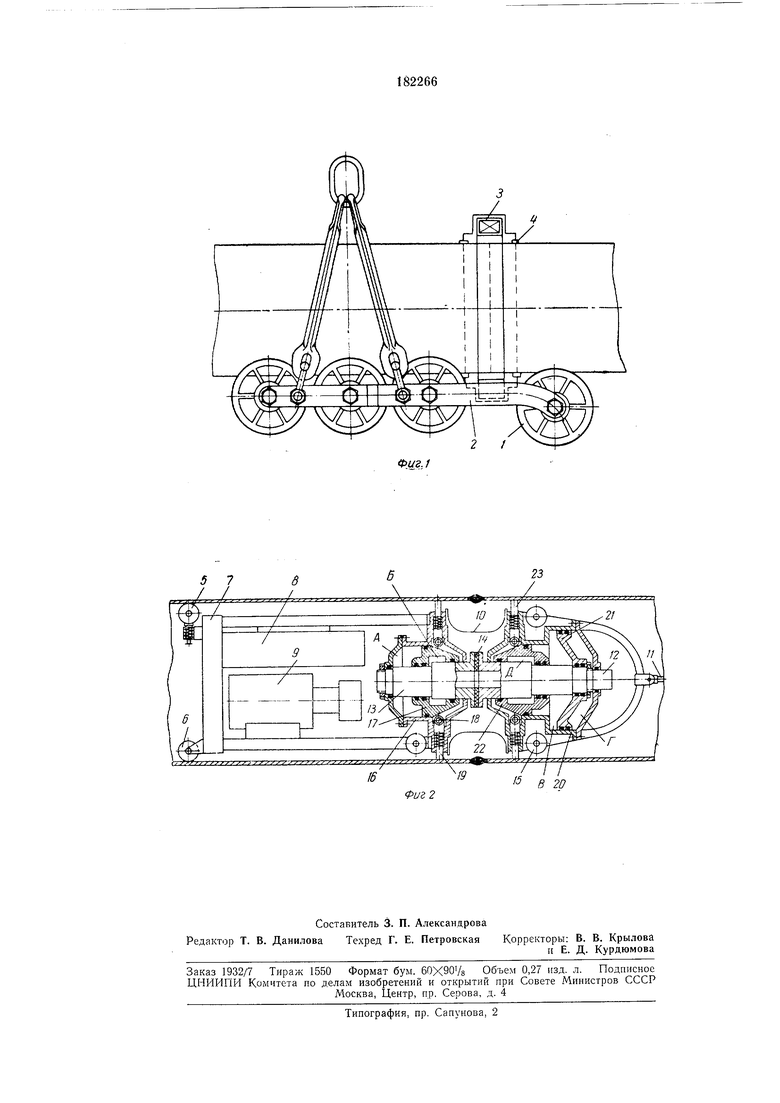
Впереди -троллейной подвески находится дополнительный каток 1, предназначенный для облегчения центрования свариваемой трубы с плетью. На раме 2 жестко кренится кольцовой неразъемный сварочный трансформатор 5, питание которого осуществляется от электростанции сиецтрактора. Контакты 4 сварочного трансформатора равномерно расположены по периметру труб и прижимаются к ним специальным механизмом (механизм не показан; привод этого механизма и его кинематическая схема могут быть различиыми).
Приспособление для центрирования и сближения свариваемых труб состоит из следующих осиовных элементов и узлов: прижимного ролика 5 и опорных ролпков 6, расположенных на раме 7, служащей одновременно емкостью, гидроаккумулятора S, подпитывающего гидросистему в момент осадки, когда нужна больщая скорость перемещения и можно использовать гидроэлектропривод 9 меньшей ,иocти; гратозащнтиого кожуха 10, niTaiiги //, за которую с немощью трубоукладчика центратор перемещается от стыка к стыку; двух полуосей 12 и 13 с помещенным между ними изолятором 14; передних роликов 15, помогающих надвигать трубу и служащих дополнительной опорой, и левого и правого цен рирующего блоков.
Левый центрирующий блок работает следующим образом.
Масло по соответствующему каналу подается в полость А, а так как корпус-цилиндр 16 жестко связан с валом (полуосью) 13 и рамой, то поршень-копус 17 начинает двигаться вправо. В своем движении он воздействует па ролики J8 центрирующих элементов 19, расположенных раднально, и раздвигает нх. При этом исправляется геометрия торца трубы, и весь механизм фикеир)ется в плети. При нодаче масла в полость Б поршень-конус 17 идет влево, и центрирующие элемеиты /9 под действием нружин сжимаются.
Правый центрирующий блок, кроме центрования - фиксации, осуществляет еще н сблил ение кромок свариваемых труб. Блок работает следующим образом.
Когда масло нодается в нолость В, а масло, находящееся в нолости Г, заперто, то корпусцилиндр 20 двигаться ие может, так как поршень 21 жестко связан с валом, а масло практически не сжимается,-поэтому норшень-конус 22 и-ачинает двигаться влево. Раздвигаются центрирующие элемеиты 23, исправляется геометрия торца трубы, и блок фиксируется в трубе. При этом трубы концентрично стыкуются, так как оба блока сидят на одном валу (иолуоси) J2. Масло продолжает подаваться в полость В. Затем немного приоткрывается специальный дроссель, стоящий на сливе масла из полости Г, и корнус-цилиндр 20 вместе с поршнем-конусом 22 получает возможность двигаться влево, сблил ая торцы, - идет онлавленне. После этого дроссель полностью отрывается, включается подпитка гидросистемы аккумулятора 8, и правый блок начинает быстрое движение влево, осуществляя операцию осадки. После этого масло одновременно подается в полости Д и Г, полость В открывается на сброс н корпус-цилиндр 20 вместе с поршнем-конзсом 22 начинает двигаться вправо до своего исходного положения. Центрирующие элементы 23 сжимаются.
Технологический цикл при работе с двухагрегатной сварочной головкой состоит в следующем.
После сварки стыка сжимаются центрирующие элементы - приспособление освобол дается от фиксации. Отключается штепсельный разъем (питание гидроэлектропривода). Трубоукладчик, поддерл ивающий трубу, двил ется к концу плетн, набрасывает нетлю торчащей из плетн шташи на крюк, прнваренный к стреле, и вытаскивает центратор из илети к следующему стыку до соответствующего ноложення. В это время отсоединяются контакты трансформатора, и спецтрубоукладчик, поддерлшвая плеть троллейной подвеской, переезжает к следующему стыку. Присоединяется
штепсель, разл имается левый блок, центратор фиксируется в плети, заполняется аккумулятор, щтеисель отсоединяется. Трубоукладчик, который вытащил центратор, захватывает трубу и надвигает ее на штангу центрирующего
приснособления. Выставляется зазор, подсоединяется штепсель, разжимается правый блок, контакты трансформатора прижимаются к трубе, включается механизм сближения. Идет сварка. Затем все операции повторяются.
Двухагрегатная сварочная головка предпазначена для электроконтактной сварки труб при соорул ении магистральных трубопроводов методом непрерывного наращивания и является частью электроконтактной установки, в
которую, помимо сварочной головки, входит снециальный трубоукладчик, назначение которого - питать электроэнергней наружный кольцевой трансформатор, смонтированный па троллейной подвеске, и передвигать его от
стыка к стыку. Кроме этого, эпергией специального трубоукладчика питается электродвигатель приспособления для центрования н сближения труб. Устройство для контактной стыковой сваркн
быть применено нрн сварке труб в секцни иа полустационарных базах.
Предмет изобретения
Устройство для коитактиой стыковой сварки труб больщого диаметра с кольцевым сварочным трансформатором н нриспособлепием для центрирования и сближения , отличающееся тем, что, с целью повыщения производительности нроцесса сварки труб, устройство выполнено из двзх самостоятельных агрегатов - кольцевого сварочного трансформатора, помещенного сиарулси свариваемой трубы, и ириспособления для центрирования
и сближеиия труб, помещенного внутри свариваемой трубы.

| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ СВАРКИ МОРСКИХ ТРУБОПРОВОДОВ | 2012 |
|
RU2544620C2 |
| Устройство для контактной стыковой сварки труб | 1969 |
|
SU287724A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ | 1972 |
|
SU326031A1 |
| Машина для контактной стыковойСВАРКи ТРуб | 1978 |
|
SU818788A1 |
| Машина для стыковой электроконтактной сварки труб большого диаметра | 1973 |
|
SU500934A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| Установка для сборки и сварки трубопроводов А.В.Бутылкина | 1981 |
|
SU967754A1 |
| Машина для контактной стыковой сварки труб | 1985 |
|
SU1294532A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2372177C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБLL :'.и.и^ .•; ..i-^ r;v,:;iTi;3 -•>& 1;::;:-:^;[:с::;п р';5л:;о1^;:А | 1965 |
|
SU173358A1 |