Р1звестны центраторы для сварки поворотных стыков труб, содержащие центрирующие ролики, распорные рычаги н гидроприводВ предлагаемом регистраторе, с целью повышения качества центровки, содержатся два комплекта центрирующих роликов, распорных рычагов и независимых гидроприводов, установленггых поворотно на общей щтанге.
Предлагаемый центратор может содержать неподвижно установленную флюсовую коробку, поджимаемую к свариваемому стыку.
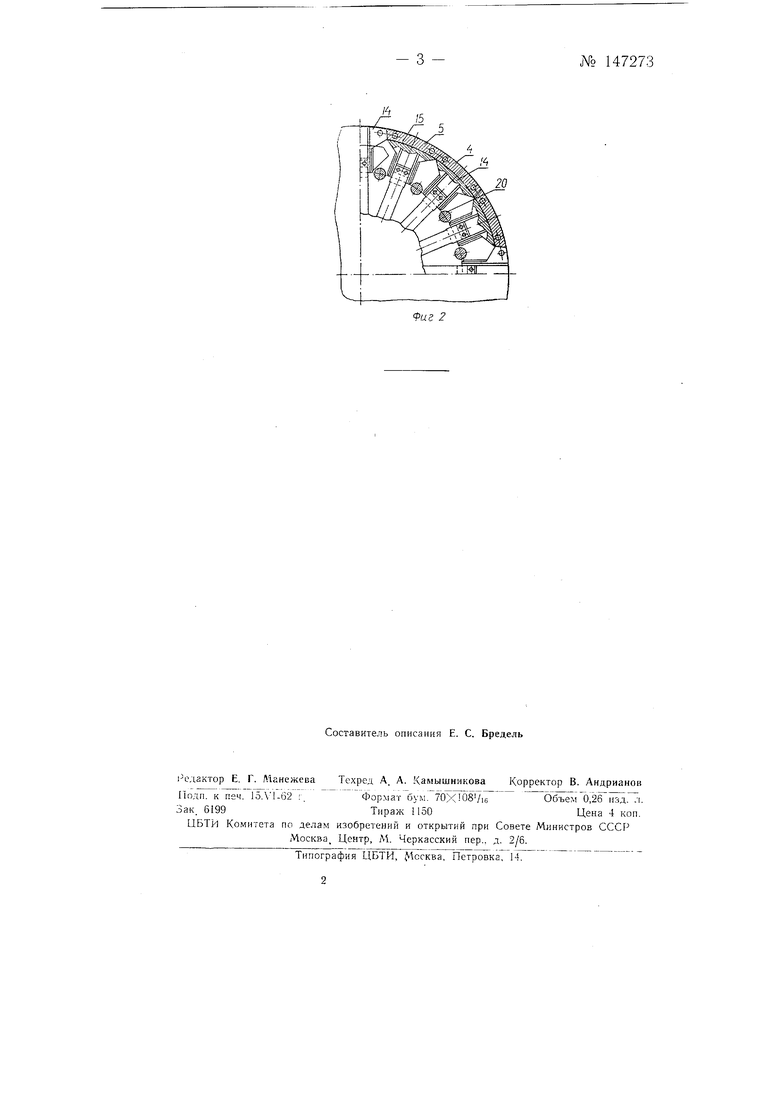
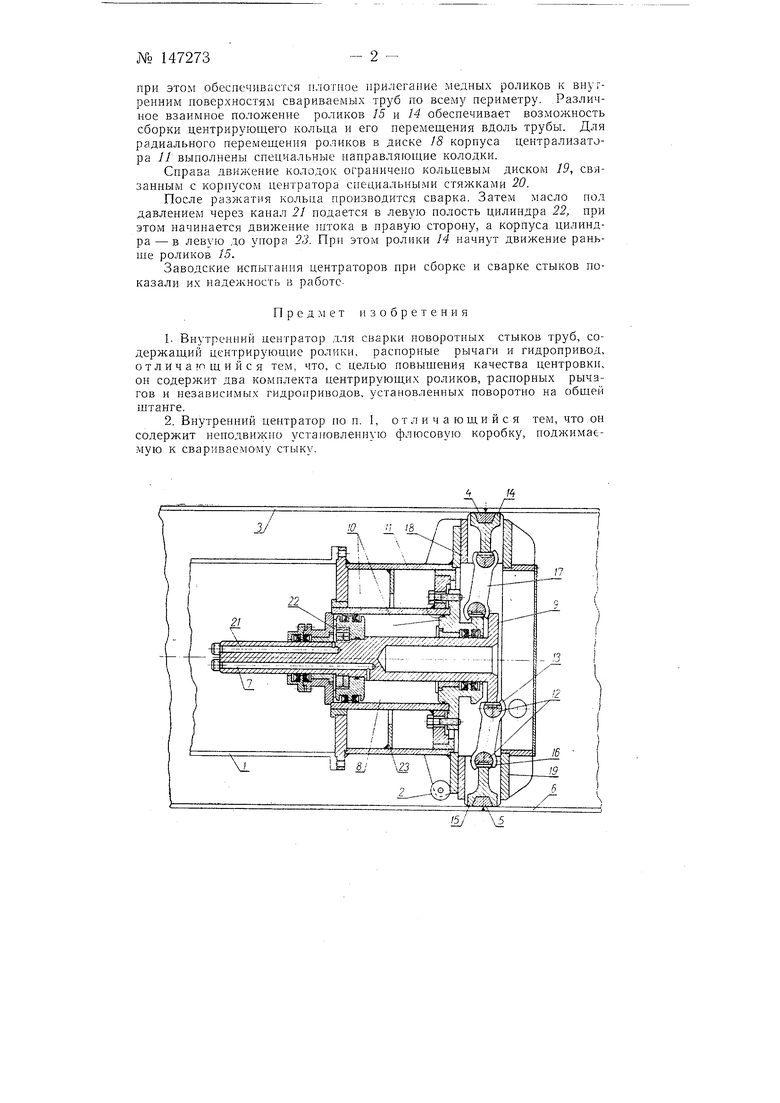
На фиг. 1 изображен центратор, согласно изобретенню, в долевом разрезе; на фиг. 2 - то же, вид сверху.
Центратор, прикрепленный к штанге / на роликах 2 катится по трубе 5 и выставляется так, чтобы за торец трубы выступала половина ширины медных роликов 4 v. 5. Расположенный на штанге механизм стопорит центратор и выставляет его коццентркчно трубе. На центратор наматывается стеклоткань. Затем центратор вместе с трубой надвигается на трубу 6 до образования сварочного зазора. Масло под давлением через канал 7 подается в правую полость цилиндра 8, нрп этом начинается одновременное движение норщня со щтоком 9 в левую сторону и корпуса цилиндра с крышкой 10 в правую сторону относительно корпус.а центратора 11.
Через цилиндрические щарниры 12 и рычаги 13 движение передается на стальные ролики 14 и 15, в которых жестко закреплены медные ролики 4 и 5.
Ролики 15, связанные рычагами 16 со штоком Я, и ролики 14, связанные рычагами 17 с крышкой цилиндра, попеременно располагаются по окружности.
Ролики, раздвигаясь, воздействуют на торец трубы меньщего диаметра и экспандируют его до диаметра торца стыкуемой с ним трубы.
при этом обеспечивается плотное ирилегание медных роликов к внугоенним поверхностям свариваемых труб по всему периметру. Различное взаимное полол ение роликов 15 и 14 обеспечивает возможность сборки центрирующего кольца и его перемещения вдоль трубы. Для радиального перемещения роликов в диске 18 корпуса централизатора 11 выполнены специальные направляющие колодки.
Справа движение колодок ограничено кольцевым диском 19, связанным с корпусом центратора специальными стяжками 20.
После разжатия кольца производится сварка. Затем масло под давлением через канал 21 подается в левую полость цилиндра 22, при этом начинается движение щтока в правую сторону, а корпуса цилиндра-в левую до упора 23. При этом ролики 14 начнут движение раньше роликов 15.
Заводские испытания центраторов при сборке и сварке стыков показали их надежность в работеПредмет изобретения
Ь Внутренний центратор для сварки новоротных стыков труб, содержащий центрирующие ролики, распорные рычаги и гидропривод, отличающийся тем, что, с целью повышения качества центровки, он содержит два комплекта центрирующих роликов, распорных рычагов и независимых гидроприводов, установленных поворотно на общей
штанге.
2. Внутренний центратор по п. 1, отличающийся тем, что он содержит неподвижно уста говленную флюсовую коробку, поджимаемую к свариваемому стыку.
2
/4
Л : Г
/4
20
| название | год | авторы | номер документа |
|---|---|---|---|
| ВНУТРЕННИЙ ЦЕНТРАТОР | 1970 |
|
SU266975A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР | 1965 |
|
SU172432A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР | 1967 |
|
SU204465A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1966 |
|
SU182266A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Установка для сборки и сварки обечаек из сегментов | 1988 |
|
SU1816255A3 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБLL :'.и.и^ .•; ..i-^ r;v,:;iTi;3 -•>& 1;::;:-:^;[:с::;п р';5л:;о1^;:А | 1965 |
|
SU173358A1 |