(Л
2 3
5
со
Од 00 01
со
внутри которого расположены сухари 5. Основание 6 установлено с возможностью осевого смещения при помощи спецболта 7 на нажимной части 1. Детали 3, 5, 6и7,а также конический :участок 2 нажимной части 1 представ- ;Ляют собой разжимную цангу. При формообразовании заходная часть пуансона вводится в трубчатую заготовку
8 до соприкосновения с эластичным наполнителем 10. За счет их взаимодействия происходит разжим цанги. Это обеспечивает выборку зазора между заходной частью пуансона и заготовкой 8, которая оказывается прижатой к матрице. Это исключает потерю устойчивости заготовки в торцовой части
1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| Устройство для раздачи трубчатых заготовок | 1987 |
|
SU1496865A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Штамп для однопереходной штамповки полых деталей с перемычкой | 1986 |
|
SU1449224A1 |
| НАПОЛНИТЕЛЬ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 1989 |
|
RU1679711C |
| Устройство для изготовления металлических приемных гильз протезов конечностей | 1990 |
|
SU1734728A1 |
| Устройство для изготовления тонкостенных полых изделий с отводами | 1984 |
|
SU1224037A1 |
| ВС-СО.ОаНДЯПДТ?Ш'1Ш^':;.КШГ:^ НАЛ | 1973 |
|
SU374177A1 |
| Штамп для объемного деформирования | 1988 |
|
SU1593774A1 |
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1279711A1 |
Изобретение относится к обработке металлов давлением ,в частности, к штамповке эластичной средой, и может быть использовано в различных отраслях машиностроения при изготовлении деталей из трубчатых заготовок. Цель изобретения - повышение коэффициента использования материала заготовки. Заходная часть пуансона состоит из разжимного цилиндра 3 с пазами 4, внутри которого расположены сухари 5. Основание 6 установлено с возможностью осевого смещения при помощи спецболта 7 на нажимной части 1. Детали 3,5,6,7, а также конический участок 2 нажимной части представляют собой разжимную цангу. При формообразовании заходная часть пуансона вводится в трубчатую заготовку 8 до соприкосновения с эластичным наполнителем 10. За счет их взаимодействия происходит разжим цанги. Это обеспечивает выборку зазора между заходной частью пуансона и заготовкой 8, которая оказывается прижатой к матрице. Это исключает потерю устойчивости заготовки в торцовой части. 1 ил.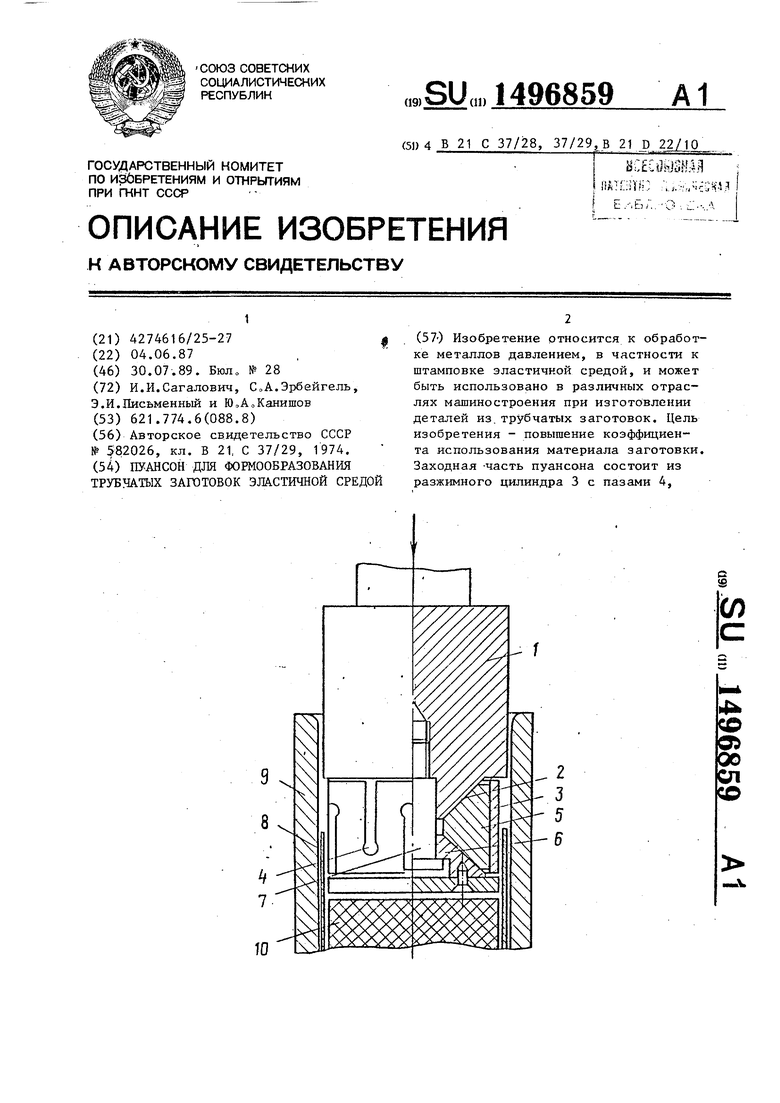
Изобретение относится к обработке металлов давлением, в частности к штамповке эластичной средой, и может быть использовано в различных отраслях машиностроения при изготовлении деталей из трубчатых заготовоко
Цель изобретения - повышение коэффициента использования материала заготовки.
На чертеже показано устройство, разрез.
Устройство включает нажимную часть 1 для взаимодействия с торцом заготовки, выполненную с центральным коническим участком 2, а также за- ходную часть для вза1 модействия с эластичной средой.
Закодная часть состоит из разжим 1 ного цилиндра 3 со сквозными по толщине пазами 4, направленными вдоль ,образующей цилиндра и начинающимися последовательно с торцов, взаимодействующих соответственно с эластичной средой и нажимной частью. Внутри раз .жимного цилиндра 3 расположены суха- ри 5, контактирующие по наружной поверхности с разжимньм цилиндром 3, а по внутренней взаимодействующие с на правленньми внутрь заходной части ко ническимл наружными поверхностями со ответственно нажимной части 1 и основания 6. Основание 6 установлено с возможностью осевого смещения при по мовщ спецболта 7 на нажимной части 1 Детали 3, 5, 6 и 7, а также конический участок 2 нажимной части 1 представляют собой расжимную цангу.
Устройство работает следующим образом.
При формообразовании трубчатой заготовки В в штампе 9 заходная част пуансона вводится в трубнзпо заготов- ку до соприкосновения с эластичным наполнителем 10. На этапах выборки
0
5
0
5
0
0
5
зазоров между эластргчным наполнителем и заготовкой, а также его предварительного сжатия давление на заготовку не превосходит давления, соот- вествующего пределу текучести материала заготовки, и разжимной цилиндр 3 без разжатия скользит по поверхности заготовки. В конце этой стадии торец нажимной части 1 подходит к торцу заготовки. При дальнейшем пере-. мещении пуансона последовательно происходит сжатие эластичного наполнителя и формообразование заготовки. При этом за счет взаимодействия пуансона с эластичным наполнителем происходит разжим цанги, обеспечивакзщий выборку зазора между заходной частью пуансона и заготовкой, а также прижим заготовки к матрице, что полностью иск;1ючает потерю устойчивости заготовки в торцовой части.
Формула изобретения
Пуансон для формообразования трубчатых заготовок эластичной средой, состоящий из нажимной части для взаимодействия с торцом заготовки и заходной части для взаимодействия с эластичной средой, отличающийся тем, что, с целью повьш1е- ния коэффициента использования материала заготовки, нажимная часть пуансона выполнена с центральным коническим участком, а заходная - в виде основания с коническим элементом, обращенным к нажимной части пуансона и установленным с возможностью осевого смещения на нажимной части пуансона, а также сухарей с коническими поверхностями, размещенных между на- з|симной и заходной частями пуансона в контакте с их коническими поверхнос51496859®
тями, и разжимного цилиндра, охваты-ложенными в шахматном порядке вдоль
Бающего сухари и выполненного соего образующей со стороны его
сквозными по толищине пазами, распо-торцов.
| ЛИНЕЙНЫЙ СЕЛЬСИН | 0 |
|
SU182026A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
