Изобретение относится к оборудованию для механо-сборочных работ и может быть использовано для резки пррволоки на мерные заготовки с последующей потайной запрессовкой их в соединяемые детали изделия, в частности для сборки пудрениц, коробочек для теней и косметических наборов.
Цель изобретения - получение сборных изделий с потайной запрессовкой осей на определенную глубину.
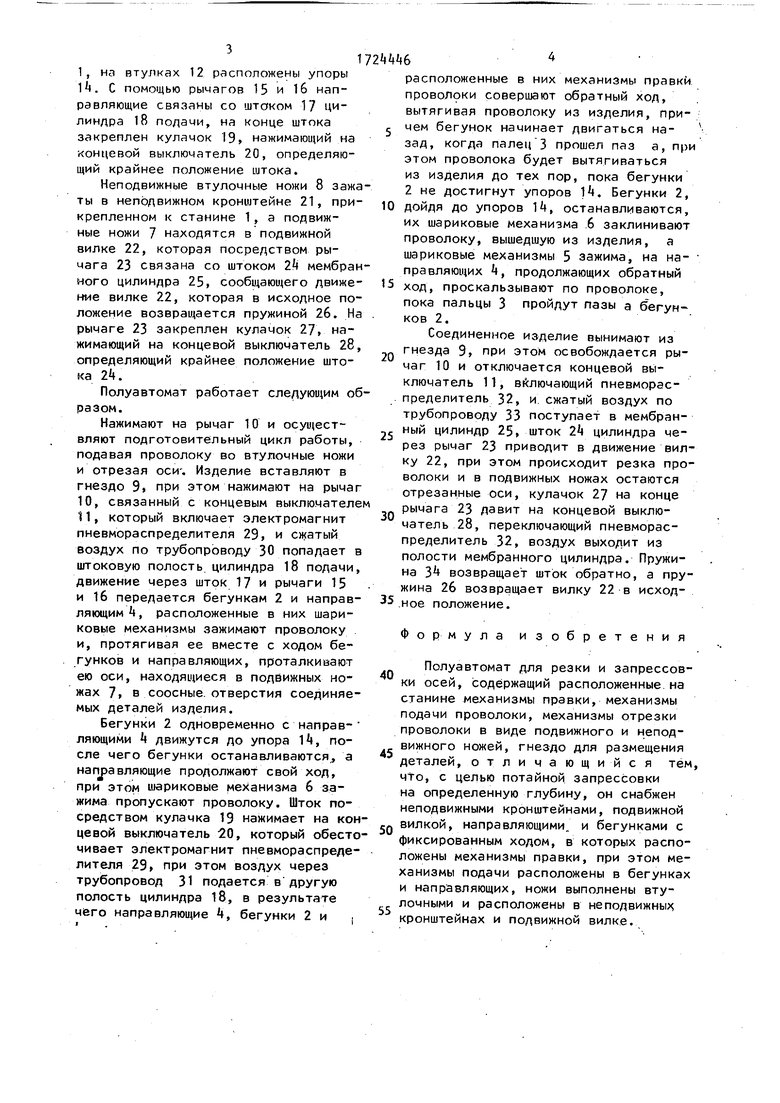
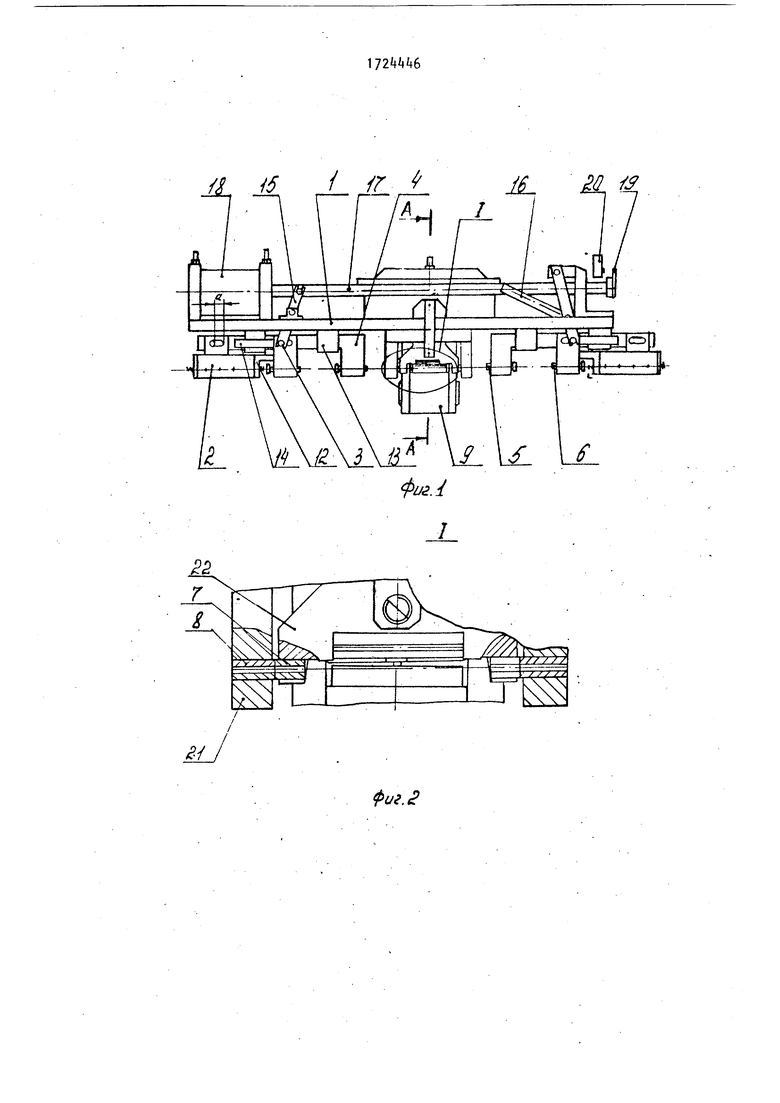
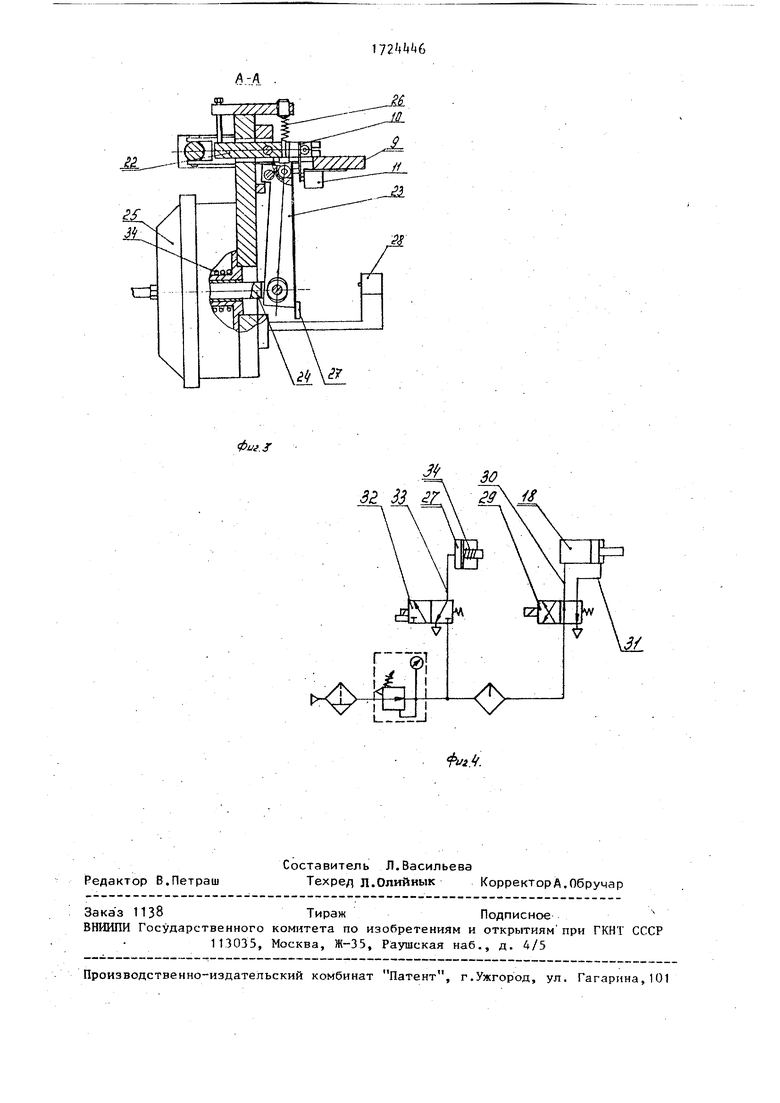
На фиг. 1 изображен полуавтомат, вид сверху; на фиг. 2 - узел I .на фиг.1; на фиг, 3 разрез А-А . на фиг.1; на фиг. 4 - пневматическая схема полуавтомата.
Полуавтомат для резки и запрессовки осей снабжен размещенными на станине 1 механизмами правки проволоки, расположенными в бегунках 2, которые с помощью пазов и пальцев 3 крепятся к направляющим 4, шариковыми механизмами 5 и 6 подачи проволоки, расположенными в направляющих 4 и бегунках 2, механизмами резки проволоки, содержащими подвижные 7 и неподвижные 8 втулочные ножи, и гнездом для размещения соединяемых деталей изделия 9, связанным посредством рычага 10 с концевым выключателем 11.
Направляющие 4 скользят во втулках 12 и 13, которые крепятся к станине
vl
ю
4 4 4-
ОЭ
I,на втулках 12 расположены упоры 1 . С помощью рычагов 15 и 16 направляющие связаны со штоком 17 цилиндра 18 подачи, на конце штока закреплен кулачок 19, нажимающий на концевой выключатель 20, определяющий крайнее положение штока.
Неподвижные втулочные ножи 8 зажаты в неподвижном кронштейне 21, прикрепленном к станине 1, а подвижные ножи 7 находятся в подвижной вилке 22, которая посредством рычага 23 связана со штоком 2 мембранного цилиндра 25, сообщающего движение вилке 22, которая в исходное положение возвращается пружиной 26. На рычаге 23 закреплен кулачок 27, нажимающий на концевой выключатель 28, определяющий крайнее положение штока 2.
Полуавтомат работает следующим образом.
Нажимают на рычаг 10 и осуществляют подготовительный цикл работы, подавая проволоку во втулочные ножи и отрезая оси-. Изделие вставляют в гнездо 9 при этом нажимают на рычаг 10, связанный с концевым выключателе
II,который включает электромагнит пневмораспределителя 29, и сжатый воздух по трубопроводу 30 попадает в штоковую полость цилиндра 18 подачи, движение через шток 17 и рычаги 15
и 16 передается бегункам 2 и направляющим , расположенные в них шариковые механизмы зажимают проволоку и, протягивая ее вместе с ходом бегунков и направляющих, проталкивают ею оси, находящиеся в подвижных ножах 7, в соосные. отверстия соединяемых деталей изделия.
Бегунки 2 одновременно с направ- ляющими 1 движутся до упора , после чего бегунки останавливаются, а направляющие продолжают свой ход, при этом шариковые механизма 6 зажима пропускают проволоку. Шток посредством кулачка 19 нажимает на концевой выключатель 20, который обесточивает электромагнит пневмораспреле- лителя 29 при этом воздух через трубопровод 31 подается в другую полость цилиндра 18, в результате чего направляющие 4, бегунки 2 и
расположенные в них механизмы правки проволоки совершают обратный ход, вытягивая проволоку из изделия, при- г чем бегунок начинает двигаться на- зад, когда палец 3 прошел паз а, при этом проволока будет вытягиваться из изделия до тех пор, пока бегунки 2 не достигнут упоров . Бегунки 2, 10 дойдя до упоров 1, останавливаются, их шариковые механизма .6 заклинивают проволоку, вышедшую из изделия, а
шариковые механизмы 5 зажима, на на- правляющих 4, продолжающих обратный ход, проскальзывают по проволоке, пока пальцы 3 пройдут пазы а бегунков 2.
Соединенное изделие вынимают из гнезда 9, при этом освобождается рычаг 10 и отключается концевой выключатель 11, включающий пневморас- пределитель 32, и. сжатый воздух по трубопроводу 33 поступает в мембранный цилиндр 25, шток цилиндра через рычаг 23 приводит в движение вилку 22, при этом происходит резка проволоки и в подвижных ножах остаются отрезанные оси, кулачок 27 на конце рычага 23 давит на концевой выключатель 28, переключающий пневморас- пределитель 32, воздух выходит из полости мембранного цилиндра. Пружина ЗЬ возвращает шток обратно, а пружина 26 возвращает вилку 22 в исход.ное положение.
Формула изобретения
Полуавтомат для резки и запрессовки осей, содержащий расположенные, на станине механизмы правки, механизмы подачи проволоки, механизмы отрезки проволоки в виде подвижного и неподвижного ножей, гнездо для размещения деталей, отличающийся тем, что, с целью потайной запрессовки на определенную глубину, он снабжен неподвижными кронштейнами, подвижной вилкой, направляющими, и бегунками с фиксированным ходом, в которых расположены механизмы правки, при этом механизмы подачи расположены в бегунках и направляющих, ножи выполнены втулочными и расположены в неподвижных
кронштейнах и подвижной вилке.
t # / & Г/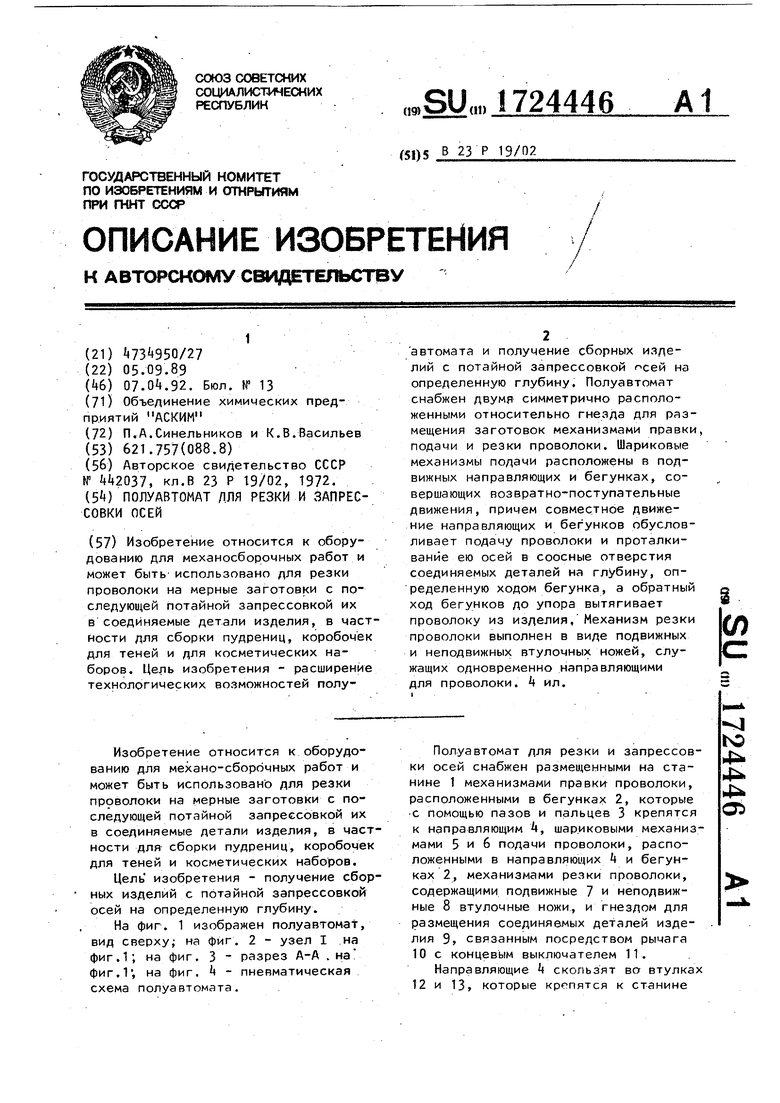
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для правки и мерной резки проволоки | 1989 |
|
SU1664446A1 |
| ОТРЕЗНОЕ УСТРОЙСТВО АВТОМАТА ДЛЯ ПРАВКИ И РЕЗКИ ПРОВОЛОКИ | 1991 |
|
RU2028202C1 |
| Полуавтомат для изготовления сборных изделий запрессовкой | 1989 |
|
SU1653883A1 |
| Полуавтомат для закладки клиньев в пазы статора электрической машины | 1984 |
|
SU1354349A1 |
| Автомат для изготовления проволочных пучков | 1985 |
|
SU1303234A1 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ ЗВЕНЬЕВ ГУСЕНИЦ | 1971 |
|
SU306938A1 |
| Устройство для сборки запрессовкой и сварки с подачей присадочной проволоки цилиндрического тела с концевыми элементами | 1986 |
|
SU1368148A1 |
| Автомат для правки и резки проволоки | 1991 |
|
SU1779450A1 |
| Устройство для изготовления колец из проволоки | 1982 |
|
SU1125085A1 |
| Полуавтомат для получения сборных изделий | 1972 |
|
SU442037A1 |
Изобретение относится к оборудованию для механосборочных работ и может быть использовано для резки проволоки на мерные заготовки с последующей потайной запрессовкой их в соединяемые детали изделия, в частности для сборки пудрениц, коробочек для теней и для косметических наборов. Цель изобретения - расширение технологических возможностей полу автомата и получение сборных изделий с потайной запрессовкой осей на определенную глубину. Полуавтомат снабжен двумя симметрично расположенными относительно гнезда для размещения заготовок механизмами правки, подачи и резки проволоки. Шариковые механизмы подачи расположены в подвижных направляющих и бегунках, совершающих возвратно-поступательные движения, причем совместное движение направляющих и бегунков обусловливает подачу проволоки и проталкивание ею осей в соосные отверстия соединяемых деталей на глубину, определенную ходом бегунка, а обратный ход бегунков до упора вытягивает проволоку из изделия, Механизм резки проволоки выполнен в виде подвижных и неподвижных втулочных ножей, служащих одновременно направляющими для проволоки. 4 ил. г. (л
WWil
А -А .
| Полуавтомат для получения сборных изделий | 1972 |
|
SU442037A1 |
