Изобретение относится к технологическому оборудованию для заготовок арматурных стержней в цехах и на заготовительных участках заводов железобетонных изделий и предприятиях стройин- дустрии, преимущественно для изготовления стержней из проволоки диаметром 8-10 мм, поставляемой в бунтах.
Цель изобретения - расширение технологических возможностей путем обеспечения ориентированной укладки отрезанных стрежней,
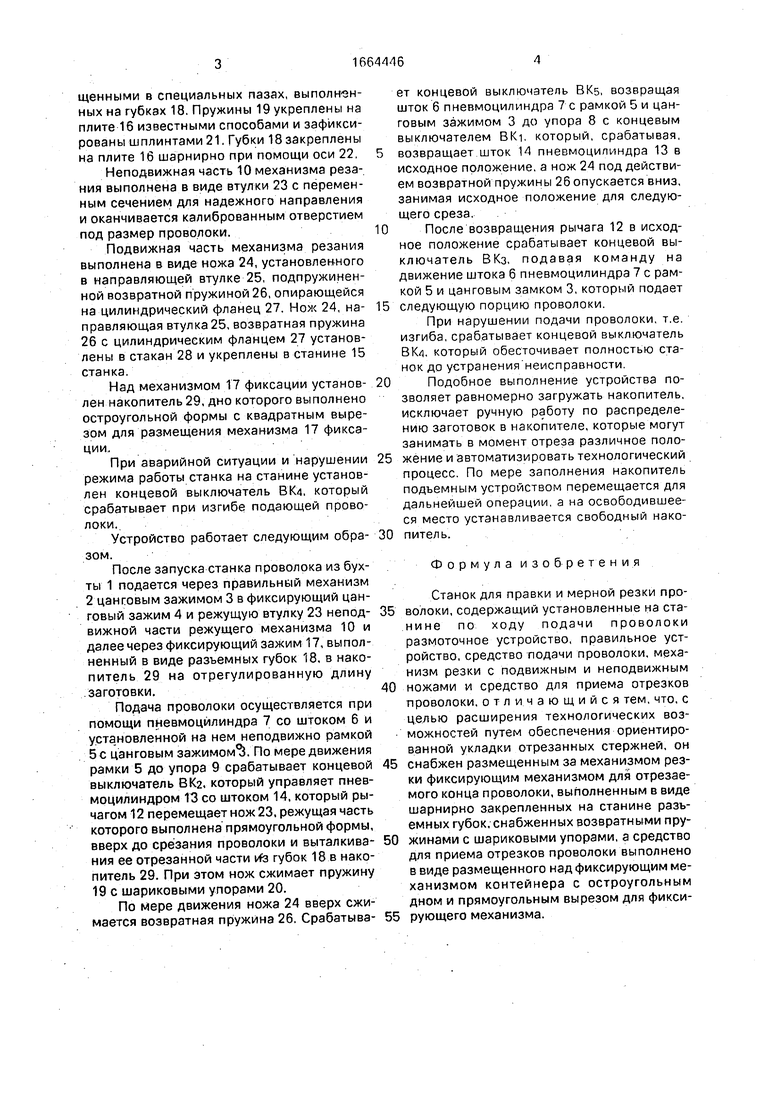
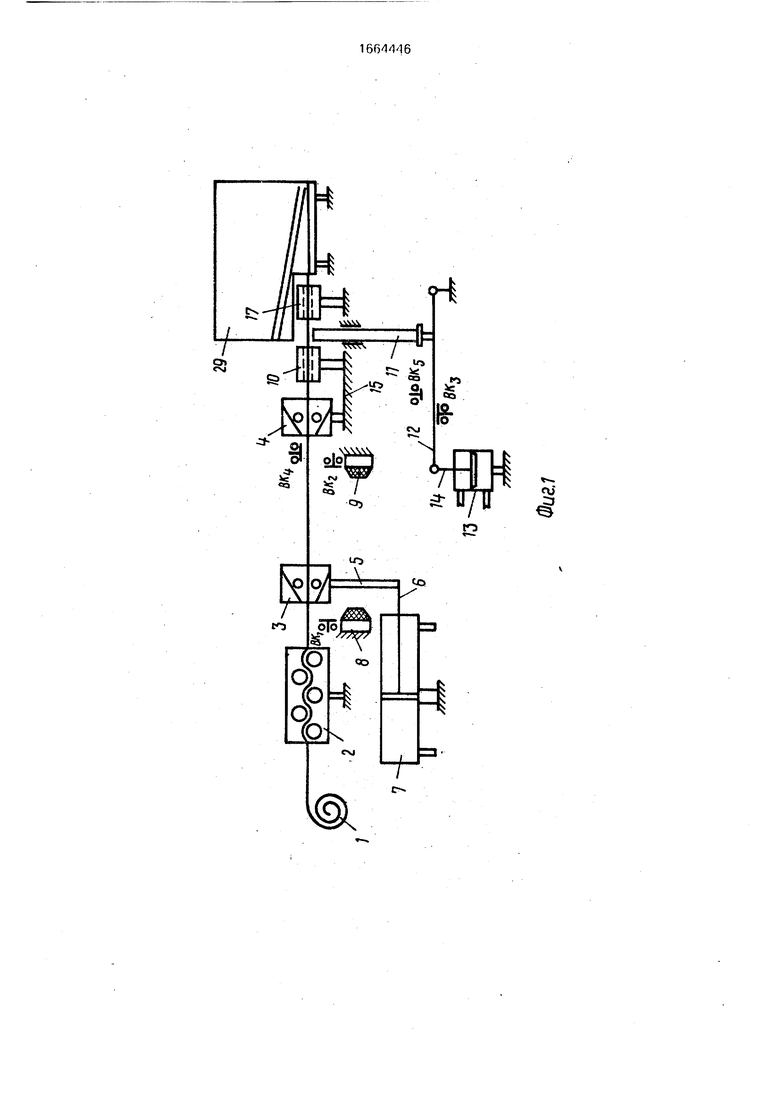
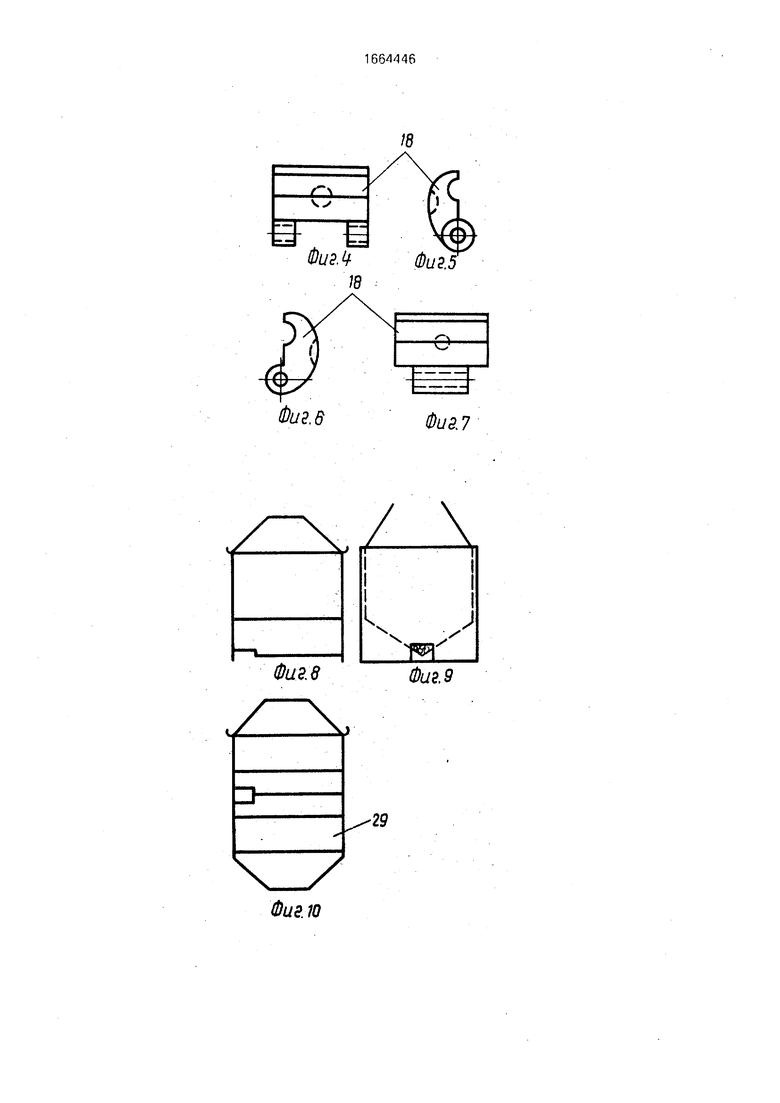
На фиг.1 изображена технологическая схема станка; на фиг.2 - механизм резания и фиксации, вид сверху; на фиг.З - то же. вид спереди, разрез; на фиг.4-7 - внутренняя и наружная приемные губки; на фиг.8-10 - накопитель готовой продукции.
Станок для заготовки арматурных стержней содержит вертушку 1 для размещения бухты проволоки, правильный механизм 2. выполненный в виде роликов, свободно установленных на осях, подающего 3 и фиксирующего 4 цанговых зажимов, в свою очередь, подающий 3 цанговый зажим неподвижно установлен на рамке 5, закрепленной на штоке 6 пневмоцилиндра 7. Для ограничения движения штока 6 выполнены концевые упоры 8и9с конечными выключателями BKi и ВХз. Упор 9 с выключателем ВК2 - регулируемые.
Режущий механизм выполнен в виде неподвижного ножа 10 и подвижного но.ка 11, осуществляющего возвратно-поступательное движение за счет рычага 12, соединенного со штоком пневмоцилиндра 13, со штоком 14, управляемого при помощи концевого выключателя ВК2 «Механизм смонтирован на станине 15, на которой установлена плита 16 механизма 17 фиксации заготовки, выполненного в виде губок 18с выточками в средней части для перемещения проволоки.
В нормальном состоянии губки 18 находятся в соприкосновении друг с другом при помощи пружин 19 с шариками 20, размеЁ
О
о
.
N .
с
щенными в специальных пазах, выполненных на губках 18. Пружины 19 укреплены на плите 16 известными способами и зафиксированы шплинтами 21. Губки 18 закреплены на плите 16 шарнирно при помощи оси 22,
Неподвижная часть 10 механизма резания выполнена в виде втулки 23 с переменным сечением для надежного направления и оканчивается калиброванным отверстием под размер проволоки.
Подвижная часть механизма резания выполнена в виде ножа 24, установленного в направляющей втулке 25, подпружиненной возвратной пружиной 26, опирающейся на цилиндрический фланец 27. Нож 24, направляющая втулка 25, возвратная пружина 26 с цилиндрическим фланцем 27 установлены в стакан 28 и укреплены в станине 15 станка.
Над механизмом 17 фиксации установлен накопитель 29, дно которого выполнено остроугольной формы с квадратным вырезом для размещения механизма 17 фиксации.
При аварийной ситуации и нарушении режима работы станка на станине установлен концевой выключатель ВКд, который срабатывает при изгибе подающей проволоки.
Устройство работает следующим образом.
После запуска станка проволока из бухты 1 подается через правильный механизм 2 цанговым зажимом 3 в фиксирующий цанговый зажим 4 и режущую втулку 23 неподвижной части режущего механизма 10 и далее через фиксирующий зажим 17, выполненный в виде разъемных губок 18, в накопитель 29 на отрегулированную длину заготовки.
Подача проволоки осуществляется при помощи пневмоцилиндра 7 со штоком 6 и установленной на нем неподвижно рамкой 5 с цанговым зажимом 3. По мере движения рамки 5 до упора 9 срабатывает концевой выключатель ВК2, который управляет пнев- моцилиндром 13 со штоком 14, который рычагом 12 перемещает нож 23, режущая часть которого выполнена прямоугольной формы, вверх до срезания проволоки и выталкивания ее отрезанной части из губок 18 в накопитель 29. При этом нож сжимает пружину 19 с шариковыми упорами 20.
По мере движения ножа 24 вверх сжимается возвратная пружина 26. Срабатывает концевой выключатель BKs, возвращая шток 6 пневмоцилиндра 7 с рамкой 5 и цанговым зажимом 3 до упора 8 с концевым выключателем BK-i, который, срабатывая,
возвращает шток 14 пневмоцилиндра 13 в исходное положение, а нож 24 под действием возвратной пружины 26 опускается вниз, занимая исходное положение для следующего среза.
После возвращения рычага 12 в исходное положение срабатывает концевой выключатель ВКз, подавая команду на движение штока 6 пневмоцилиндра 7 с рамкой 5 и цанговым замком 3, который подает
следующую порцию проволоки.
При нарушении подачи проволоки, т.е. изгиба, срабатывает концевой выключатель BK/i, который обесточивает полностью станок до устранения неисправности.
Подобное выполнение устройства позволяет равномерно загружать накопитель, исключает ручную работу по распределению заготовок в накопителе, которые могут занимать в момент отреза различное положение и автоматизировать технологический процесс. По мере заполнения накопитель подъемным устройством перемещается для дальнейшей операции, а на освободившееся место устанавливается свободный накопитель.
Формула изобретения
Станок для правки и мерной резки проволоки, содержащий установленные на ста- нине по ходу подачи проволоки размоточное устройство, правильное устройство, средство подачи проволоки, механизм резки с подвижным и неподвижным
ножами и средство для приема отрезков проволоки, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения ориентированной укладки отрезанных стержней, он
снабжен размещенным за механизмом резки фиксирующим механизмом для отрезаемого конца проволоки, выполненным в виде шарнирно закрепленных на станине разъемных губок, снабженных возвратными пружинами с шариковыми упорами, а средство для приема отрезков проволоки выполнено в виде размещенного над фиксирующим механизмом контейнера с остроугольным дном и прямоугольным вырезом для фиксирующего механизма.
t
CD
ro
C-j
I
-№
3
5300 CS
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| Устройство для образования анкерных головок на арматурной проволоке | 1976 |
|
SU598678A1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ЗЕНКОВАНИЯ ТРУБОК | 1973 |
|
SU366035A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОПЕРЕЧНЫХ СТЕРЖНЕЙ ПРИ ТОЧЕЧНОЙ СВАРКЕ СЕТОК | 1966 |
|
SU224736A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автомат для навивки пружин с фигурными концами | 1983 |
|
SU1125083A1 |
| Устройство для мерной резки провода | 1981 |
|
SU1134266A1 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1983 |
|
SU1164797A1 |
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
| Автоматическое устройство для изготовления пространственных каркасов | 1987 |
|
SU1518101A1 |
Изобретение относится к технологическому оборудованию для заготовки арматурных стержней в цехах и на заготовительных участках заводов железобетонных изделий и предприятиях стройиндустрии и позволяет расширить технологические возможности за счет обеспечения ориентированной укладки отрезанных стержней. Станок включает размоточные и правильное устройства, средство подачи проволоки, механизм резки с подвижным и неподвижным ножами, средство для приема отрезков проволоки и фиксирующий механизм для отрезаемого конца проволоки. Средство для приема отрезков проволоки выполнено в виде размещенного над фиксирующим механизмом контейнера с треугольным дном и прямоугольным вырезом под фиксирующий механизм. 10 ил.
б гпф
г
s-
6 дПф
8 г пф
х
1
9 гпф
| Авторское свидетельство СССР N5505476, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
