-В
Фиг. 4
Изобретение относится к электронной технике и может быть использовано в производстве керамических конденсаторов с осевыми выводами, имеющих цилиндрическую форму с уступами и выступами с разницей в диаметрах.
Известно устройство для нанесения покрытия на конденсаторы с осевыми выводами, содержащее вращающийся ролик, частично погруженный в ванну с материалом покрытия, и механизм транспортировки конденсаторов в виде цепного транспортера.
Недостатком устройства является его непригодность для нанесения покрытия на конденсаторы сложного профиля.
Наиболее близким по технической сущности и достигаемому эффекту является устройство для нанесения покрытия на конденсаторы с осевыми выводами, содержащее барабан в виде двух вращающихся роликов, профиль которых является зеркальным изображением профиля конденсатора, ванну с материалом покрытия, механизм удаления излишков материала покрытия также в виде барабана, имеющего тот же профиль, что и первый барабан, механизм транспортировки и привод.
Известное устройство не обеспечивает высокого качества нанесения покрытия на конденсаторы цилиндрической формы с осевыми выводами и припаянной резьбовой втулкой, например, типа Б-14 и ОСБ-14 из-за невозможности нанести покрытие на труднодоступных участках керамической втулки конденсатора под резьбовой втулкой. Кроме того, собираемые детали конденсаторов этого типа имеют большие допуски, что при постоянстве ширины барабана нанесения покрытия приводит к недо- покрытию поверхности конденсатора или натеку материала покрытия на резьбовую втулку и выводы. Внутри керамической втулки конденсаторов этого типа проходит фер- ритовый стержень, имеющий магнитные свойства.
Целью изобретения является расширение технологических возможностей и улучшение качества покрытия.
В устройстве для нанесения покрытия на конденсаторы с осевыми выводами, содержащем механизм транспортирования, наносящий ролик ступенчатой формы, ванну для материала покрытия и приводной механизм, ступени наносящего ролика выполнены коническими и снабжены феррито- вымимагнитнымикольцами,
установленными в ступенях ролика с возможностью магнитного взаимодействия с обрабатываемыми конденсаторами, а приводной механизм снабжен дисковым кулачком, кинематически связанным с наносящим роликом с возможностью периодического опускания ролика в ванну с
покрытием.
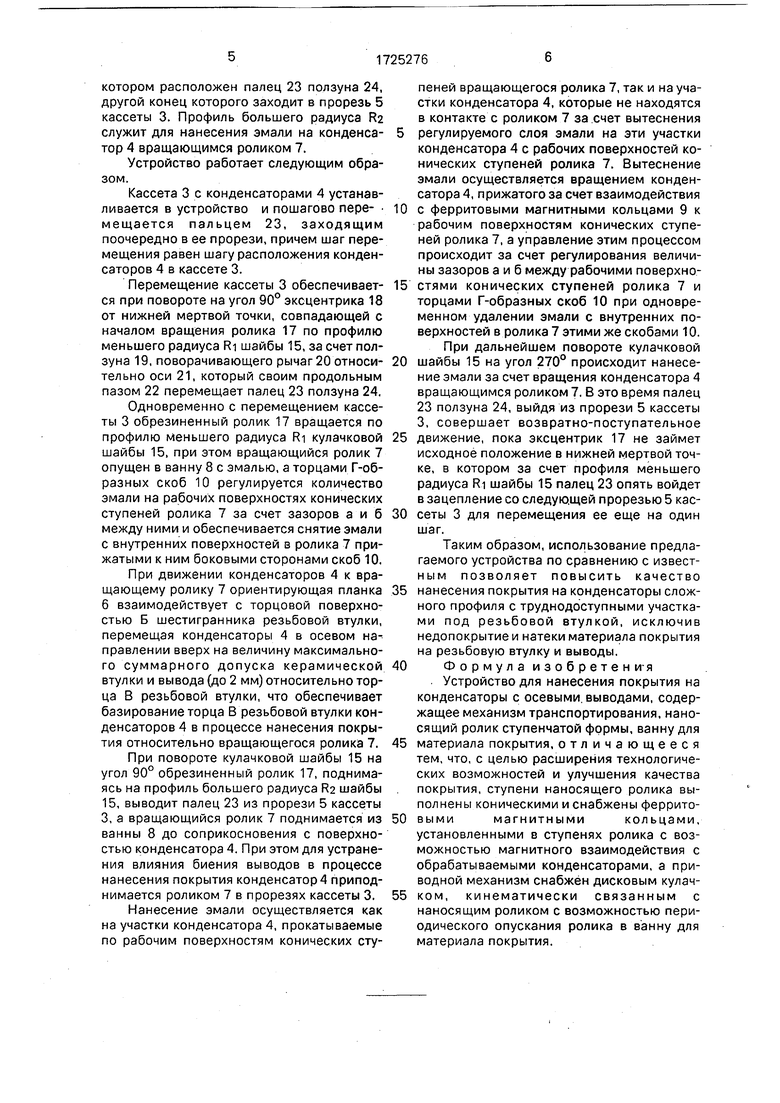
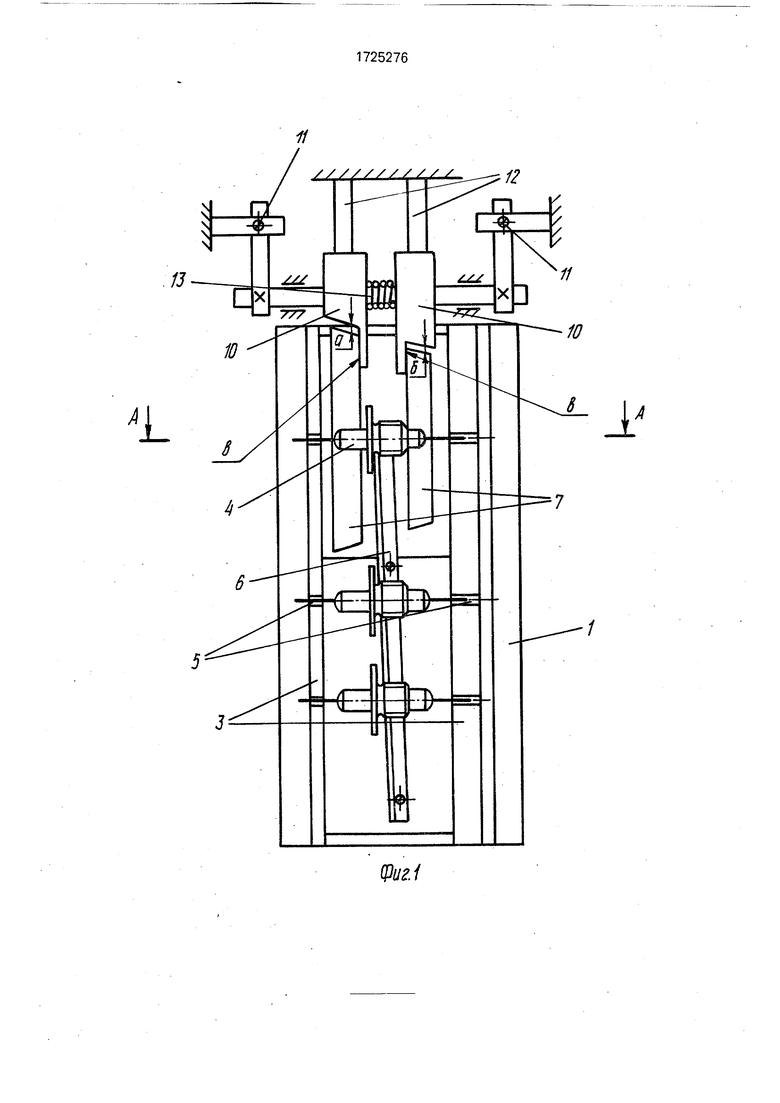
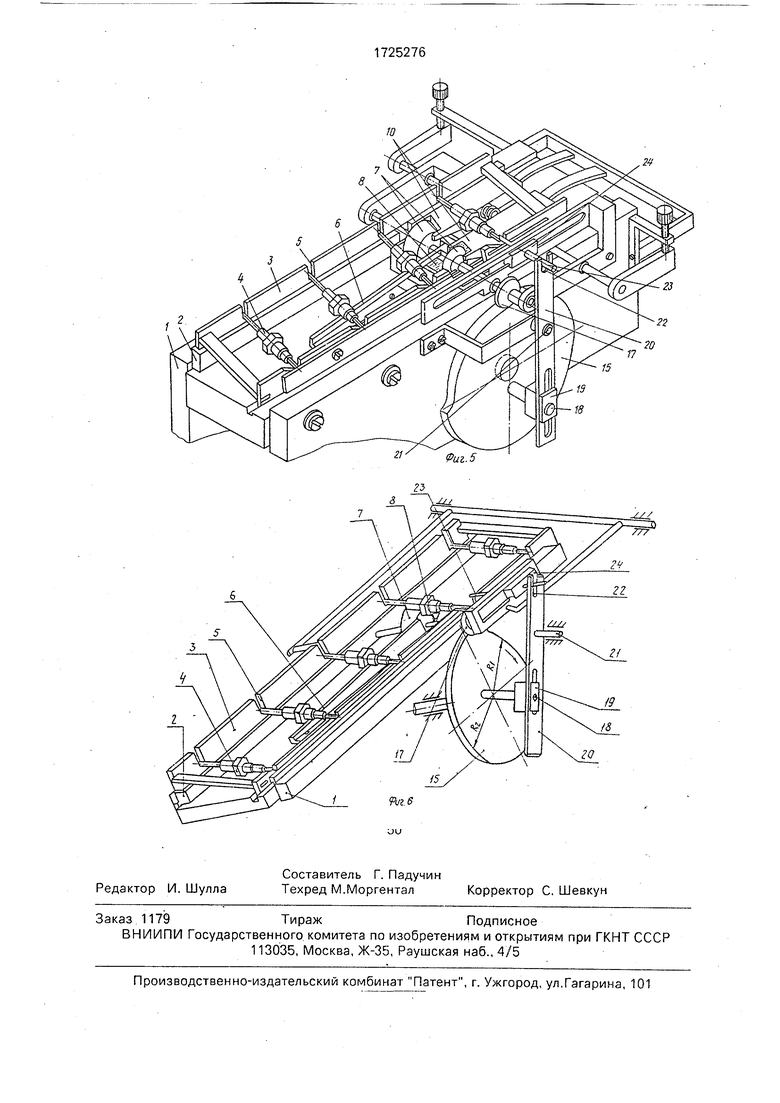
На фиг. 1 представлено устройство, вид сверху; на фиг. 2 - то же, вид спереди; на фиг. 3 - то же, вид сбоку; на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 - устройство, аксо0 нометрия; на фиг. 6- кинематическая схема устройства.
Рассмотрим устройство для нанесения эмали на керамические конденсаторы цилиндрической формы с осевыми выводами и
5 припаянной резьбовой стулкой типа Б-14 и ОСБ-14, которое содержит (фиг. 1 и 4) основание 1, на котором жестко закреплена направляющая2механизматранспортирования кассет 3 с конденсато0 рами 4, наклонно лежащими в прорезях 5
кассет 3 под углом 15° для перемещения
конденсаторов 4 в осевом направлении
вниз под действием собственного веса.
Ориентирующая планка 6 установлена
5 под углом к направлению движения кассет 3. Механизм нанесения покрытия состоит из ролика 7 ступенчатой формы и ванны 8 для материала покрытия. Угол наклона образующих рабочих поверхностей конических
0 ступеней ролика 7 равен углу наклона конденсаторов 4 в кассете 3.
Внутри конических ступеней ролика 7 установлены ферритовые магнитные кольца 9, обеспечивающие прижатие конденсато5 ров 4 к рабочим поверхностям конических ступеней ролика 7. Механизм удаления излишков материала покрытия выполнен в виде двух Г-образныхскоб 10, торцы которых установлены с зазорами а и б относительно
0 рабочих поверхностей конических ступеней ролика 7, регулируемыми винтами 11 и плоскими пружинами 12, а цилиндрическая пружина 13 служит для прижатия боковых сторон скоб 10 к внутренним поверхностям
5 в ролика 7, что обеспечивает снятие с них эмали.
Привод устройства (фиг. 2 и 4) включает шкиф 14, который служит для вращения кулачковой шайбы 15, сидящей на одной с ним
0 оси 16 и имеющей участки с двумя различными радиусами RI и R2, при этом профиль меньшего радиуса RI выполнен на участке, ограниченном углом 90°, и служит при помощи обрезиненного ролика 17 для опускания
5 вращающегося ролика 7 в ванну 8 и для одновременного перемещения кассеты 3 от эксцентрика 18 кулачковой шайбы 15 через ползун 19, расположенный на рычаге 20, закрепленном на оси 21, в верхней части которого выполнен продольный паз 22, в
котором расположен палец 23 ползуна 24, другой конец которого заходит в прорезь 5 кассеты 3. Профиль большего радиуса R2 служит для нанесения эмали на конденса- тор 4 вращающимся роликом 7.
Устройство работает следующим образом.
Кассета 3 с конденсаторами 4 устанавливается в устройство и пошагово пере- мещается пальцем 23, заходящим поочередно в ее прорези, причем шаг перемещения равен шагу расположения конденсаторов 4 в кассете 3.
Перемещение кассеты 3 обеспечивает- ся при повороте на угол 90° эксцентрика 18 от нижней мертвой точки, совпадающей с началом вращения ролика 17 по профилю меньшего радиуса RI шайбы 15, за счет ползуна 19, поворачивающего рычаг 20 относи- тельно оси 21, который своим продольным пазом 22 перемещает палец 23 ползуна 24.
Одновременно с перемещением кассеты 3 обрезиненный ролик 17 вращается по профилю меньшего радиуса RI кулачковой шайбы 15, при этом вращающийся ролик 7 опущен в ванну 8 с эмалью, а торцами Г-об- разных скоб 10 регулируется количество эмали на рабочих поверхностях конических ступеней ролика 7 за счет зазоров а и б между ними и обеспечивается снятие эмали с внутренних поверхностей в ролика 7 прижатыми к ним боковыми сторонами скоб 10.
При движении конденсаторов 4 к вращающему ролику 7 ориентирующая планка 6 взаимодействует с торцовой поверхностью Б шестигранника резьбовой втулки, перемещая конденсаторы 4 в осевом направлении вверх на величину максимального суммарного допуска керамической втулки и вывода (до 2 мм) относительно торца В резьбовой втулки, что обеспечивает базирование торца В резьбовой втулки конденсаторов 4 в процессе нанесения покрытия относительно вращающегося ролика 7.
При повороте кулачковой шайбы 15 на угол 90° обрезиненный ролик 17, поднимаясь на профиль большего радиуса R2 шайбы 15, выводит палец 23 из прорези 5 кассеты 3, а вращающийся ролик 7 поднимается из ванны 8 до соприкосновения с поверхностью конденсатора 4. При этом для устранения влияния биения выводов в процессе нанесения покрытия конденсатор4 приподнимается роликом 7 в прорезях кассеты 3.
Нанесение эмали осуществляется как на участки конденсатора 4, прокатываемые по рабочим поверхностям конических ступеней вращающегося ролика 7, так и на участки конденсатора 4, которые не находятся в контакте с роликом 7 за счет вытеснения регулируемого слоя эмали на эти участки конденсатора 4 с рабочих поверхностей конических ступеней ролика 7. Вытеснение эмали осуществляется вращением конденсатора 4, прижатого за счет взаимодействия с ферритовыми магнитными кольцами 9 к рабочим поверхностям конических ступеней ролика 7, а управление этим процессом происходит за счет регулирования величины зазоров а и б между рабочими поверхностями конических ступеней ролика 7 и торцами Г-образных скоб 10 при одновременном удалении эмали с внутренних поверхностей в ролика 7 этими же скобами 10.
При дальнейшем повороте кулачковой шайбы 15 на угол 270° происходит нанесение эмали за счет вращения конденсатора 4 вращающимся роликом 7. В это время палец 23 ползуна 24, выйдя из прорези 5 кассеты 3, совершает возвратно-поступательное движение, пока эксцентрик 17 не займет исходное положение в нижней мертвой точке, в котором за счет профиля меньшего радиуса RI шайбы 15 палец 23 опять войдет в зацепление со следующей прорезью 5 кассеты 3 для перемещения ее еще на один шаг.
Таким образом, использование предлагаемого устройства по сравнению с извест- ным позволяет повысить качество нанесения покрытия на конденсаторы сложного профиля с труднодоступными участками под резьбовой втулкой, исключив недопокрытие и натеки материала покрытия на резьбовую втулку и выводы.
Формула изобретен и-я
Устройство для нанесения покрытия на конденсаторы с осевыми, выводами, содержащее механизм транспортирования, наносящий ролик ступенчатой формы, ванну для материала покрытия, отличающееся тем, что, с целью расширения технологических возможностей и улучшения качества покрытия, ступени наносящего ролика выполнены коническими и снабжены ферритовымимагнитнымикольцами, установленными в ступенях ролика с возможностью магнитного взаимодействия с обрабатываемыми конденсаторами, а приводной механизм снабжён дисковым кулачком, кинематически связанным с наносящим роликом с возможностью периодического опускания ролика в ванну для материала покрытия.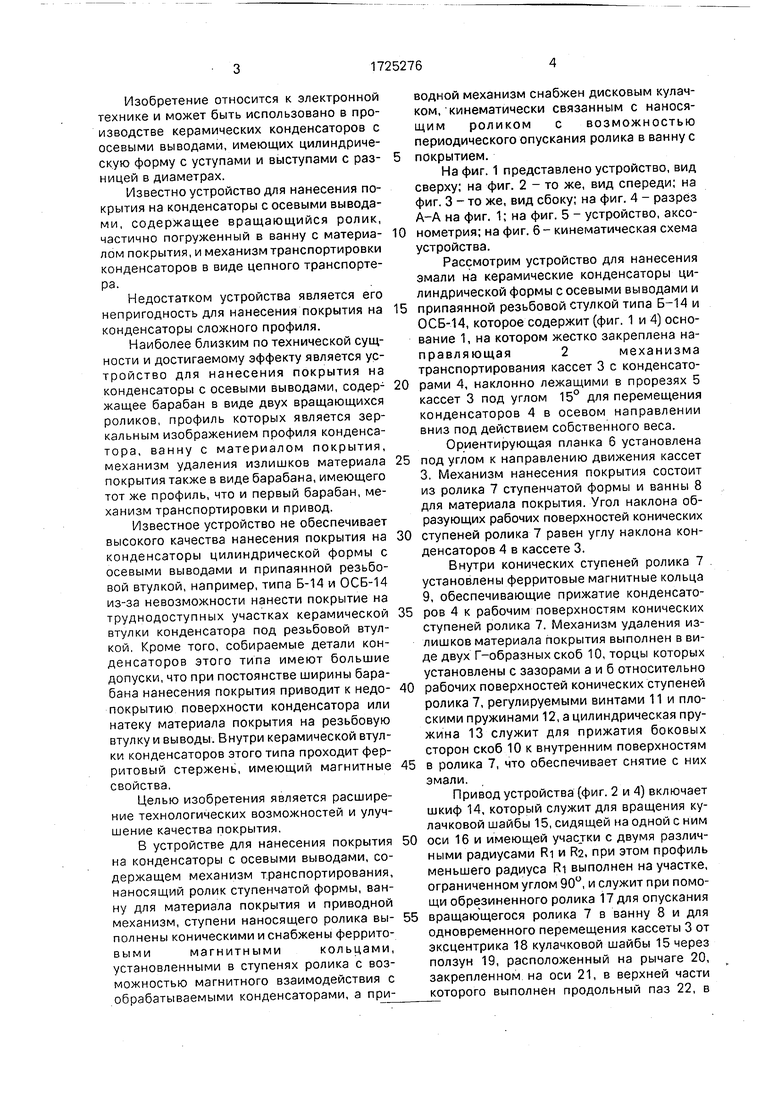
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для группового изготовления радиодеталей | 1991 |
|
SU1799481A3 |
| Установка для нанесения покрытия на изделия | 1990 |
|
SU1776449A1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| БЕСКРИВОШИПНЫЙ ДВИГАТЕЛЬ | 1999 |
|
RU2182241C2 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Устройство для резки трубчатых изделий из стекла | 1981 |
|
SU975608A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ СОСЕДНИХ ТРУБ | 2009 |
|
RU2518705C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ НА БОРТОВОЕ КОЛЬЦО ШИНЫ И СПОСОБ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ | 1997 |
|
RU2177879C2 |
| Устройство для подачи и правки сварочной проволоки | 1989 |
|
SU1657314A1 |
Использование: изобретение может быть использовано в производстве керамиРерритодый магнитный А-А стержень ческих к или ОС форму с диаметр рение т улучшен за счет т выполне ритовым щенным с обраб ются ср лика в в ческих конденсаторов, например, типа Б-14 или ОСБ-14, имеющих цилиндрическую форму с уступами и выступами с разницей в диаметрах. Сущность изобретения: расширение технологических возможностей и улучшение качества покрытия достигается за счет того, что ступени наносящего ролика выполнены коническими и снабжены фер- ритовыми магнитными кольцами 9, размещенными с возможностью взаимодействия с обрабатываемыми конденсаторами. Имеются средства периодического окунания ролика в ванну с материалом покрытия, 6 ил.
| УСТРОЙСТВО для НАНЕСЕНИЯ ПОВЕРХНОСТНОГО ПОКРЫТИЯ НА РАДИОДЕТАЛИ С ОСЕВЫМИ ВЫВОДАМИ | 0 |
|
SU296159A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
