Изобретение относится к литейному производству, в частности к литью в кокиль.
Известна конструкция кокиля с металлическими стержнями и вкладышами, позволяющая получать сложные по конфигурации отливки.
Однако смещение и перекосы вкладышей приводят к снижению размерной точности и браку отливок. Кроме того, они затрудняют подвода металла к отливке снизу, также механизацию автоматизацию процесса.
Цель изобретения - повышение качества отливок.
Поставленная цель достигается тем, что в металлической форме преимущественно для изготовления тюбингов, включающей верхнюю и нижнюю полуформы, вкладыши, оформляющие наружные поверхности отливки, оформляющие наружные поверхности отливки, стержень и выталкиватели, верхняя полуформа совмещена с вкладышами, а литниковая система выполнена между нижней полуформой и вкладышем.
На чертеже изображена конструкция металлической формы.
Металлическая форма состоит из нижней 1 и верхней 2 полуформы, стержня 3 и выталкивателей А. Нижняя полуформа 1 формирует наружные поверхности отливки 5 и литниковой чаши 6. Верхняя полуформа 2 имеет клиновидные выступы-вкладыш 7 своими поверхностями 9 сопрягается с нижней полуформой 1, а поверхностью 10 формирует наружную наклонную поверхность отливки 5. Клиновидный выступ-вкладыш 8 поверхностями 11 сопрягается с нижней полуформой 1, а поверхностью 12 формирует вторую наклонную наружную поверх0
5
0
5
0
5
0
ность отливки 5, поверхностью 13 - литниковую чашу 6 и поверхностью 13 - литниковую чашу 6 и поверхностью 14 - питатель 15.
Металлическая форма работает следующим образом.
В исходном положении нижняя 1 и верхняя 2 полуформы сомкнуты, а стержень 3 через проем в верхней полуформе 2 введен в полость формы.
При заливке металл через литниковую чашу б и питатель 15 попадает в полость формы. После окончания заливки и образования твердой корки производят подрыв и частичное или полное извлечение стержня 3 из отливки 5. Затем, после выдержки для окончания кристаллизации отливки, форма
раскрывается и отливака 5 извлекается из нижней полуформы 1 при помощи выталкивателей 4.
Совмещение верхней полуформы с вкладышами позволяет снизить брак и повысить размерную точность отливок за счет исключения смещения и перекосов вкладышей, а выполнение литниковой системы между нижней полуформой и вкладышем - снизить вероятность образования в отливках газовых раковин за счет спокойного заполнения формы металлом снизу. Формула изобретения Металлическая форма, преимущественно для изготовления тюбингов, включающая верхнюю и нижнюю полуформы, вкладыши, оформляющие наружные поверхности отливки, стержень и выталкиватели, отличающаяся тем, что, с целью повышения качества отливок, верхняя полуформа совмещена с вкладышами, а литниковая система выполнена между нижней полуформой и вкладышем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| Кокильная установка | 1990 |
|
SU1734938A1 |
| Металлическая литейная форма для технологических проб | 1984 |
|
SU1207625A2 |
| Кокильная карусельная машина для изготовления крупногабаритных отливок | 1987 |
|
SU1637947A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Литейная форма | 1987 |
|
SU1470422A1 |
| МОДЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАЗОВЫМ МОДЕЛЯМ | 1991 |
|
RU2025193C1 |
| ЛИТЕЙНАЯ ФОРМА КОРПУСА КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2016 |
|
RU2660143C2 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
Изобретение относится к литейному производству, в частности к литью в металлические формы. Цель изобретения - повышение качества отливок. Металлическая форма содержит верхнюю 2 и нижнюю 1 полуформы, вкладыши 7 и 8, оформляющие наружные поверхности отливки, стержень 3 и выталкиватели 4, верхняя полуформа совмещена с вкладышами, а литниковая система 6 выполнена между нижней полуформой и вкладышем. Совмещение верхней полуформы с вкладышами позволяет снизить брак и повысить размерную точность отливок за счет исключения смещения и перекосов вкладышей, а выполнение литниковой системы между нижней полуформой и вкладышем позволяет снизить вероятность образования в отливках газовых раковин за счет спокойного заполнения формы металлом снизу. 1 ил. (Л С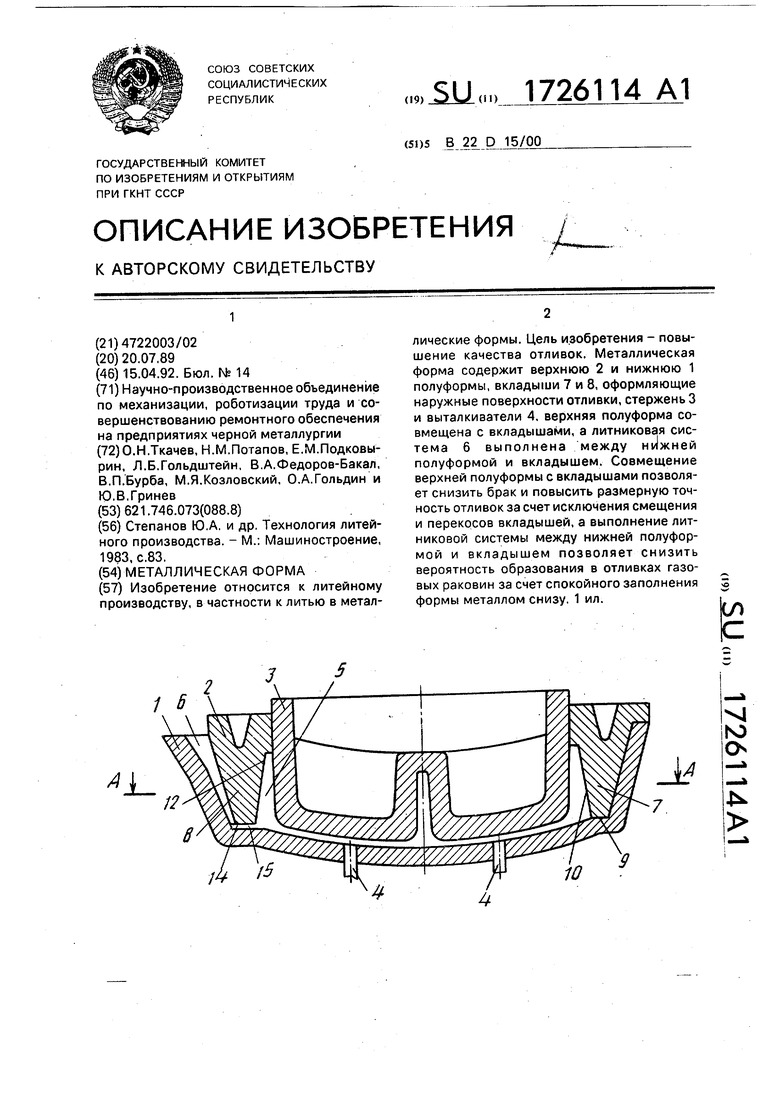
| Степанов Ю.А | |||
| и др | |||
| Технология литейного производства | |||
| - М.: Машиностроение, 1983, с.83. |
