щего расширение 6, и дополнительного 18. Объем основного литника 6 сообщен посредством трубопровода с клапаном f с объемом герметизированной камеры 1. После герметизации камеры 19 открывают клапаны в и Ci и объем герметизированной камеры 19 заполняется азотом до выравнивания давления с давлением в камере 1, после чего клапан f закрывается. Отсека- тель 10 открывается, цилиндр 16 перемещает промежуточную плиту 12 вниз, дополнительный литник 18 входит в расширение 6 основного литника 6. Закрываются клапаны Ci и g и открываются клапан я., управляющий процессом литья, и клапаны g..
Изобретение относится к литейному производству, в частности к литью в металлические формы под газовым давлением или под действием разницы давлений.
Известен способ литья с противодавлением, при котором под действием разницы давлений в герметизированной камере с тиглем и герметизированной камере с литейной формой расплав проходит через метал- лопровод и заполняет литейную форму, во время заполнения в герметизированной камере с литейной формой действует газовое противодавление. После окончания кристаллизации отливки сбрасывают давление сжатого газа, открывают камеру с литейной формой и извлек ают отливку (Новое в литье под низким давлением. Киев: Наукова думка, 1971, с. 132-133).
Недостатком является больщой расход газа при реализации процесса литья, что не только энергетически невыгодно, но и приводит к изменению качества по.следую- щих отливок вследствие нарушения равновесия между растворенными газовыми и другими летучими компонентами расплава и парциальными давлениями этих компонентов в газовой фазе, находящейся над расплавом.
Известна машина для литья под низким давлением, содержащая герметизированную камеру с тиглем для расплава, закрытую промежуточной плитой с закрепленным на ней металлопроводом, и герметизированную камеру с крыщкой, имеющей привод ее вертикального перемещения. Литейная форма установлена на промежуточной плите. От- секатель, соединенный с гидравлическим цилиндром, перекрывает металлопровод для прекращения подачи металла в форму (НоДавление в камере 1 повышается. Расплав поднимается по металлопроводу, вытесняя сернистый ангидрид или аргон. Литейная форма 13 заполняется расплавом. После затвердевания отливки открываются клапаны С и Ci, сбрасывается давление до атмосферного в объеме между цилиндром 5 и кожу.хом 8 и объеме вокруг литейной формы. Закрывается клапан gj и открывается клапан g, дифференциальньш измеритель давления включается для отсчета давления в герметизированной камере 1. После извлечения отливки литейная форма 13 изготавливается к следующему циклу. 2 с. и 4 з.п.ф-лы, 4 ил.
вое в литье под низким давлением. Киев: Наукова думка, 1974, с. 132-133).
Недостатком машины является наличие сложных устройств для поддержания определенного давления при заполнении литейной формы при постепенном понижении уровня расплава в тигле.
Кроме того, уплотнения между поверхностями отдельных элементов в машине не
защищены от возможных контактов с расплавом, что приводит к использованию пластично деформируемых элементов, которые необходимо часто заменять из-за их быстрого изнашивания.
Задачей изобретения является создание
способа и машины для литья под давлением с расширенными технологическими возможностями как при литье различных материалов, так и при работе с различными литейными формами, причем должно быть обес
печено заполнение с одинаковым давлением
последовательно используе.мых литейных форм, а в результате этого - получение отливок одинакового качества.
Эта задача решена посредством способа, включающего заполнение литейной формы
под газовым давлением или под действием разницы давлений в герметизированнной камере с тиглем и герметизированной камере с литейной формой, кристаллизацию сплава и извлечение отливки, при этом давление в герметизированных камерах создают с помощью газов разного состава, после заполнения литейной формы расплавом или после его кристаллизации над расплавом в метал- лопроводе создают давление газа того же состава,, что и в герметизированной камере
с тиглем, а перед началом заливки герметизированную камеру с литейной формой
продувают газом того же состава, что и в герметизированной камере с тиглем.
Задача изобретения решена также посредством машины, содержаш,ей герметизированную камеру с тиглем для расплава, промежуточную плиту с закрепленным на ней металлопроводом, герметизированную камеру 19 с крышкой и приводом ее вертикального перемеш,ения, литейную форму, установленную на промежуточной плите.
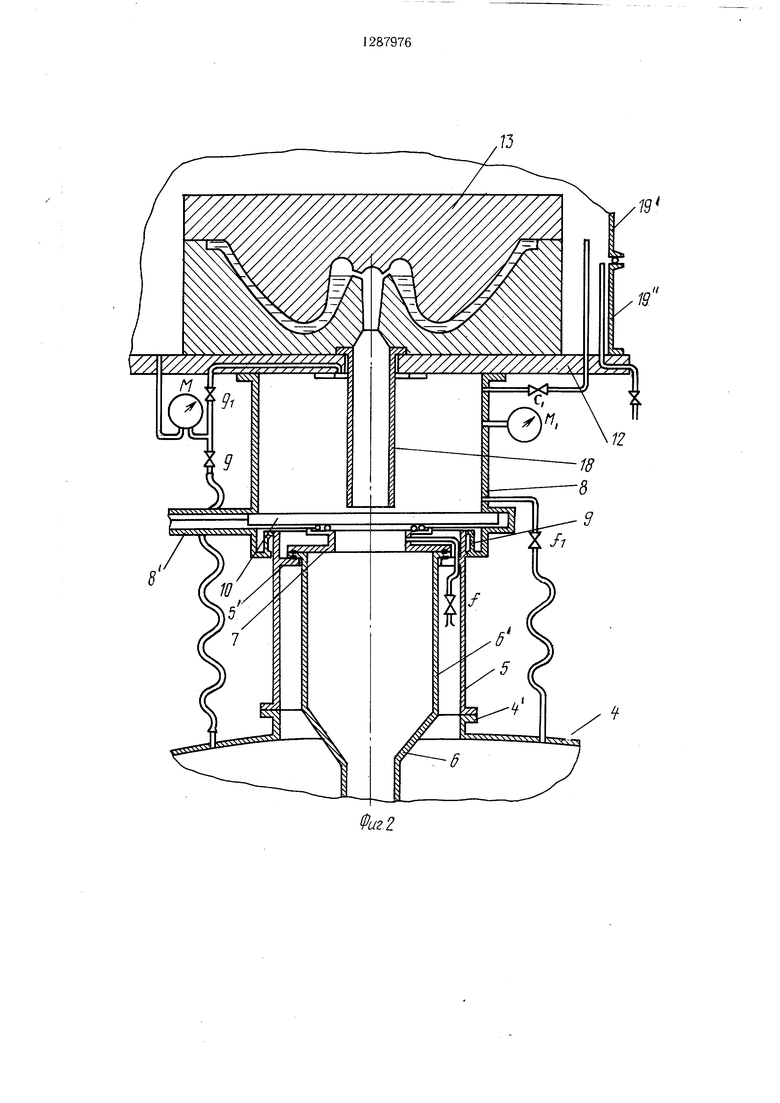
вода с литейной формой 13. .Металлонровод выполнен из двух отдельных литников - основного 6 и дополнительного 18. Основной литник имеет расширение 6, в котором помешен дополнительный литник 18. Основной литник 6 закрыт фланцевой крышкой 7 с отверстием 7, посредством которой соединяется с промежуточной плитой 12.
На нижней поверхности промежуточной плиты 12 закреплен кожух 8, в котором
и размещенный в ложе 8 отсекатель 10, расположен цилиндр 5. Кожух 8 соединен соединенный с гидравлическ 1м цилиндром И, снабженной установленной на герметизированной камере 1 крышкой 4 с горловиной 4, кожухом 8, закрепленным на промес внешней поверхностью цилиндра b пос- реством скользящего уплотнения 9 и имеет ложе 8, в котором помешен отсекатель 10, соединенный с горизонтальным гидравличесжуточной плите,-и цилиндром 5, расположен-( ким цилиндром П. ным в кожухе и прикрепленным к горловине 4, при этом отсекатель 10 с гидравлическим цилиндром 11 размеш,ен на кожухе 8, ме- таллопровод выполнен в виде прикрепленного к цилиндру 5 основного литника 6 с
расширением 6 и фланцевой крышкой 7 20 жуточной плитой 12 и с вертикальным гид- и дополнительного литника 18, размешенно- равлическим цилиндром 20. Гермегизиро- го в расширении 6 основного литника 6, а объем основного литника 6 соединен пос- редством трубопровода с клапаном f с объемом герметичной камеры . Кожух 8 25 соединен с внешней поверхностью цилиндра
Литейная форма 13 установлена на промежуточной плите 12 и к литейной форме 13 прикреплен дополнительный литник 18. Литейная форма 13 размещена в герметизированной камере 19, соединенной с промеванная камера 19 состоит из двух частей - верхней 19 и нижней цилиндрической 19.
Промежуточная плита 12 прикреплена посредством несуших колонн Г4 к попереч5 посредством скользящего уплотнения 9.ной траверсе 15, которая соединена с поршОбъем между цилиндром 5 и кожухом 8 нем второго вертикального гидравлического соединен с объемом герметизированной ка- цилиндра 16. К поперечной траверсе 15 примеры 1 посредством трубопровода с клана- креплен вертикальный гидравлический ци- ном fj и измерителем давления Mj. Объем 30 линдр 20, а вертикальный гидравлический основного литника 6, объем герметизированной камеры 1 и объем герметизированной камеры 19 соединены посредством трубопровода с клапанами и измерителем дав35
45
ления MI, а объем герметизированной камеры 19 соединен посредством трубопровода с вентилем С с объемом между кожухом 8 и цилиндром 5.
Кроме того, машина снабжена рычажным механизмом 21 с вертикальным гидравлическим цилиндром 22, закрепленным 40 на основном литнике 6, при этом в дне герметизированной камеры 1 с тиглем 2 для расплава выполнено углубление 23.
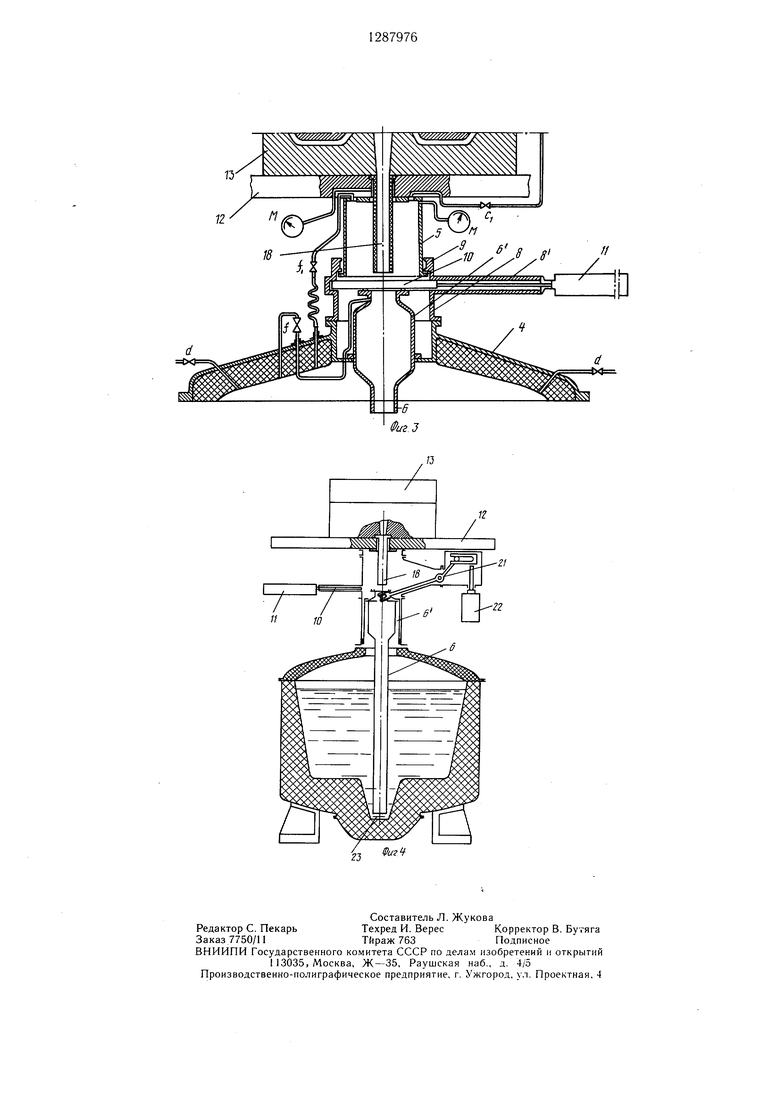
На фиг. 1 изображена машина для литья с газовым противодавлением, разрез; на фиг. 2 - металлопровод с литейной формой перед соединением основного литника с литейной формой; на фиг. 3 - вариант исполнения машины, в которой герметизированная камера вместе с основным литником являются подвижными; на фиг. 4 - то же, в которой основной литник является подвижным.
Машина содержит герметизированную камеру 1, в которой размещен тигель 2 для .расплава 3. Герметизированная камера 1 закрыта крышкой 4 с горловиной 4. К горловине 4 прикреплен цилиндр 5 с внутренним фланцем 5. Герметизированная камера I соединена посредством металлопро50
55
цилиндр 16 прикреплен к опоре 1/.
Объем основного литника (5 соединен нос редством первого трубопровода через клапан f с объемом герметизированной камеры 1.
Объем между цилиндром 5 и кожухом 8 соединен с объемом герметизированной камеры 1 посредством второго трубопровода через второй клапан f;, причем установлен и измеритель давления М ;. Объем герметизи рованной камеры 19 и объем герметизиров- ванной камеры 1 соединены посредством третьего трубопровода через третий g и четвертый g клапаны, причем установлен дифференциальный измеритель давления М. Объем герметизированной камеры 19 соединен посредством пятого трубопровода и пятого клапана с с пространством между кожухом 8 и цилиндром 5.
Согласно вариантному исполнению, показанному на фиг. 4, с основным литником 6 связан рычажный механизм 21, предназначенный для его перемещения в вертикальном направлении и соединенный с вертикальным гидравлическим цилиндром 22. На дне резервуара 2 для расплава 3 оформлено углубление 23.
Пример реализации способа и машины рассмотрен при литье сильно реакционно- способных относительно атмосферы материалов, например, сплавов магния, при литье с противодавлен.ием в постоянной
вода с литейной формой 13. .Металлонровод выполнен из двух отдельных литников - основного 6 и дополнительного 18. Основной литник имеет расширение 6, в котором помешен дополнительный литник 18. Основной литник 6 закрыт фланцевой крышкой 7 с отверстием 7, посредством которой соединяется с промежуточной плитой 12.
На нижней поверхности промежуточной плиты 12 закреплен кожух 8, в котором
расположен цилиндр 5. Кожух 8 соединен
расположен цилиндр 5. Кожух 8 соединен
с внешней поверхностью цилиндра b пос- реством скользящего уплотнения 9 и имеет ложе 8, в котором помешен отсекатель 10, соединенный с горизонтальным гидравлическим цилиндром П.
жуточной плитой 12 и с вертикальным гид- равлическим цилиндром 20. Гермегизиро-
Литейная форма 13 установлена на промежуточной плите 12 и к литейной форме 13 прикреплен дополнительный литник 18. Литейная форма 13 размещена в герметизированной камере 19, соединенной с проме жуточной плитой 12 и с вертикальным гид- равлическим цилиндром 20. Гермегизиро-
ванная камера 19 состоит из двух частей - верхней 19 и нижней цилиндрической 19.
нем второго вертикального гидравлического цилиндра 16. К поперечной траверсе 15 прикреплен вертикальный гидравлический ци- 0 линдр 20, а вертикальный гидравлический
5
0
0
5
цилиндр 16 прикреплен к опоре 1/.
Объем основного литника (5 соединен нос редством первого трубопровода через клапан f с объемом герметизированной камеры 1.
Объем между цилиндром 5 и кожухом 8 соединен с объемом герметизированной камеры 1 посредством второго трубопровода через второй клапан f;, причем установлен и измеритель давления М ;. Объем герметизи рованной камеры 19 и объем герметизиров- ванной камеры 1 соединены посредством третьего трубопровода через третий g и четвертый g клапаны, причем установлен дифференциальный измеритель давления М. Объем герметизированной камеры 19 соединен посредством пятого трубопровода и пятого клапана с с пространством между кожухом 8 и цилиндром 5.
Согласно вариантному исполнению, показанному на фиг. 4, с основным литником 6 связан рычажный механизм 21, предназначенный для его перемещения в вертикальном направлении и соединенный с вертикальным гидравлическим цилиндром 22. На дне резервуара 2 для расплава 3 оформлено углубление 23.
Пример реализации способа и машины рассмотрен при литье сильно реакционно- способных относительно атмосферы материалов, например, сплавов магния, при литье с противодавлен.ием в постоянной
литейной форме и использовании двух газов: защищенного в герметизированной камере с тиглем сернистого ангидрида или аргона и создающего противодавление в литейной форме азота.
В исходном положении верхняя часть литейной формы 13 снята, причем герметизированная камера 19 открыта, а фланцевая крыщка 7 основного литника 6 закрыта отсекателем 10. Объем в герметизированной камере 1 с тиглем 2 для расплава 3 заполнен сернистым ангидридом или аргоном, или смесью из двух газов с требуемым давлением. Клапан f открыт и давление газа в объеме герметической камеры 1 и объеме основного литника 6 над расплавом 3 урав - tS нено, причем его величина отсчитывается, дифференциальным измерителем давления М при открытом клапане q и закрытом клапане qi. Вентили а, в, с, d, f., закрыты.
Процесс литья осуществляется следующим образом.
Закрывается герметизированная камера 19 вместе с верхней частью литейной фор мы 13 посредством гидравлического цилиндра 20. Открываются клапаны 0 и с ,
который специфичен для конфигурации рабочей полости литейной формы 13. После заполнения литейной формы 13 стрелка дифференциального измерителя давления М - начинает отклоняться быстро и при известной, предварительно определенной величине отсчитанной им разницы между давлениями подается сигнал о закрывании клапана а.
После затвердевания отливки в литейной форме 13 открываются клапаны с и Cj, 0 объем вокруг литейной формы 13 и объем между цилиндром 5 и кожухом 8 освобож- . даются от давления, причем азот выделяется из пространства литейной формы 13. В объеме между цилиндром 5 и кожухов 8 продолжает действовать сернистый ангидрид или аргон при давлении, равном давлению окружающей атмосферы. Измерители давления .М и М имеют нулевые показания. Закрывается клапан g и открывается клапан g, причем дифференциальный измеритель давления М включается для отсчета давления в тигле 2 для расплава 3.
Клапаны с и Cj нормально закрытые. Отверстие выпускного трубопровода после клапана Ci приподнято над уровнем промежу20
объем герметизированной камеры 19 запол- 25 точной плиты 12, что не позволяет воздуху няется азотом до выравнивания давления с проникать в объем между цилиндром 5 и
кожухом
35
40
давлением в герметизированной камере 1, что отмечается нулевым показанием дифференциального измерителя давления М, после чего клапан в закрывается. Отсекатель 10 открывается, а вертикальный гидравли- 30 ческий цилиндр 16 перемещает промежуточную плиту 12 вниз до упора на упругое уплотнение, расположенное на фланцевой крыщке 7 основного литника 6. В этот момент дополнительный литник 18 входит в расширение 6 основного литника 6. Подается сигнал о закрывании клапанов ci и g и открывании клапана а, управляющего процессом литья, и клапанов fi и gj.
Давление в герметизированной камере 1 начинает повыщаться. Расплав 3 поднимается по основному литнику 6, выталкивая перед собой находящийся там сернистый ангидрид или аргон. В это время дифференциальный измеритель давления М показывает небольщое избыточное давление, полученное в результате дросселирующего действия вентиляционных каналов литейной формы 13. Когда расплав 3 достигнет нижнего конца дополнительного литника 18, он продолжает подниматься по нему, выталкивая из литейной формы 13 более легкий азот и заменяя его движущимся перед ним сернистым ангидридом или аргоном.
Литейная форма 13 заполняется расплавом, находящимся практически непрерывно в соприкосновении с сернистым ангидридом или аргоном. До заполнения литейной формы 13 расплавом дифференциальный измеритель давления М показывает повыщение давления как функцию времени по закону,
45
50
55
во время открывания литейной формы 13. При необходимости клапан Cj может быть закрыт во время открывания литейной формы 13. Слой тяжелого защитного газа, находящегося в объеме между питателями и нижним концом дополнительного литника 18, также не дает воздуху проникать в объем, замкнутый между цилиндром 5, кожухом 8 и промежуточной плитой 11.
После охлаждения отливки до температуры, при которой ее можно извлечь, .открывается верхняя часть литейной формы 13 и готовая отливка извлекается, а литейная форма подготавливается к следующему циклу.
Использование изобретения позволяет снизить расход газа для создания и поддержания давления в тигле для расплава, обеспечить полную защиту расплава в ме- таллопроводе от воздействия воздуха или газа, который находится в литейной форме. Создана возможность для продувания литейной формы перед следующим циклом литья газом, одинаковым по составу с газом в тигле для расплава. Обеспечивается возможность повысить или понизить парциальное давление данного активного легирующего газа за краткое время перед заполнением литейной формы одновременно в резервуаре для расплава, основном литнике и в литейной форме. Это воздействует на структурообразование, обеспечивая задержку в твердом растворе легирующего газа в отливаемой детали в соответствии со скачкообразным изменением его растворимости
который специфичен для конфигурации рабочей полости литейной формы 13. После заполнения литейной формы 13 стрелка дифференциального измерителя давления М начинает отклоняться быстро и при известной, предварительно определенной величине отсчитанной им разницы между давлениями подается сигнал о закрывании клапана а.
После затвердевания отливки в литейной форме 13 открываются клапаны с и Cj, объем вокруг литейной формы 13 и объем между цилиндром 5 и кожухом 8 освобож- даются от давления, причем азот выделяется из пространства литейной формы 13. В объеме между цилиндром 5 и кожухов 8 продолжает действовать сернистый ангидрид или аргон при давлении, равном давлению окружающей атмосферы. Измерители давления .М и М имеют нулевые показания. Закрывается клапан g и открывается клапан g, причем дифференциальный измеритель давления М включается для отсчета давления в тигле 2 для расплава 3.
Клапаны с и Cj нормально закрытые. Отверстие выпускного трубопровода после клапана Ci приподнято над уровнем промежу
кожухом
5
0
0
5
0
5
во время открывания литейной формы 13. При необходимости клапан Cj может быть закрыт во время открывания литейной формы 13. Слой тяжелого защитного газа, находящегося в объеме между питателями и нижним концом дополнительного литника 18, также не дает воздуху проникать в объем, замкнутый между цилиндром 5, кожухом 8 и промежуточной плитой 11.
После охлаждения отливки до температуры, при которой ее можно извлечь, .открывается верхняя часть литейной формы 13 и готовая отливка извлекается, а литейная форма подготавливается к следующему циклу.
Использование изобретения позволяет снизить расход газа для создания и поддержания давления в тигле для расплава, обеспечить полную защиту расплава в ме- таллопроводе от воздействия воздуха или газа, который находится в литейной форме. Создана возможность для продувания литейной формы перед следующим циклом литья газом, одинаковым по составу с газом в тигле для расплава. Обеспечивается возможность повысить или понизить парциальное давление данного активного легирующего газа за краткое время перед заполнением литейной формы одновременно в резервуаре для расплава, основном литнике и в литейной форме. Это воздействует на структурообразование, обеспечивая задержку в твердом растворе легирующего газа в отливаемой детали в соответствии со скачкообразным изменением его растворимости
при фазовом переходе в твердое-жидкое состояиие.
Формула изобретения
жухе 8 и прикрепленным к горловине 4, при этом отсекатель 10 с гидравлическим ци- ЛИНДР9М 11 размещен на кожухе 8, металло- провод выполнен в виде прикрепленного к цилиндру 5 основного литника 6 с расширением 6 и фланцевой крышкой 7 и дополнительного литника 18, размещенного в расщи- рении 6 основного литника 6, а объем основного литника 6 соединен посредством трубопровода с клапаном f с объемом гермети1. Способ литья под давлением, включающий заполнение литейной формы через металлопровод под газовым давлением или под действием разницы давлений в герметизированной камере с тиглем и герметизированной камере с литейной формой, кристал- зированной камеры 1. лизацию сплава и извлечение отливки, от-3. Мащина по п. 2, отличающаяся тем,
личающийся тем, что давление в герметизи- что кожух 8 соединен с внещней поверх- рованных камерах создают с помощью га- ностью цилиндра 5 посредством скользя- зов разного состава, при этом после запол- щего уплотнения 9.
нения литейной формы расплавом или после 4. Машина по пп. 2 и 3, отличающаяся его кристаллизации над расплавом в метал- лопроводе создают давление газа того же состава, что и в герметизированной камере с тиглем, а перед началом заливки герметизированную камеру с литейной формой про20
тем, что объем между цилиндром 5 и кожухом 8 соединен с объемом герметизированной камеры 1 посредством трубопровод,а с клапаном fj и измерителем давления MI .
дувают газом того же состава, что и в герметизированной камере с тиглем.
2. Мащина для литья под давлением, содержащая герметизированную камеру с тиг лем для pacnjjaBa, промежуточную плиту с закрепленным на ней металлопроводом, гер- 25 метизированную камеру 19 с крыщкой и приводом ее вертикального перемещения, литейную форму, установленную на промежуточной плите, и размещенный в ложе 8 отсекатель 10, соединенный с гидравлическим цилиндром 11, отличающаяся тем, что, она iO снабжена установленной на герметизированной камере 1 крыщкой 4 с горловиной 4, кожухом 8, закрепленным на промежуточной плите, и цилиндром 5, расположенным в ко5.Мащина по пп. 2-4, отличающаяся тем, что объем основного литника 6, объем герметизированной камеры 1 и объем герметизированной камеры 19 соединены rjoc- редством трубопровода с клапанами g и g и измерителем давления Af, а объем герметизированной камеры 19 соединен посредством трубопровода с вентилем С с объемом между кожухом 8 и цилиндром 5.
6.Мащина по пп, 2-5, отличающаяся тем, что она снабжена рычажным механизмом 21 с вертикальным гидравлическим цилиндром 22, закрепленным на основном литнике б, при этом в дне герметизированной камеры 1 с тиглем 2 для расплава выполнено углубление 23.
жухе 8 и прикрепленным к горловине 4, при этом отсекатель 10 с гидравлическим ци- ЛИНДР9М 11 размещен на кожухе 8, металло- провод выполнен в виде прикрепленного к цилиндру 5 основного литника 6 с расширением 6 и фланцевой крышкой 7 и дополнительного литника 18, размещенного в расщи- рении 6 основного литника 6, а объем основного литника 6 соединен посредством трубопровода с клапаном f с объемом герметизированной камеры 1. 3. Мащина по п. 2, отличающаяся тем,
4. Машина по пп. 2 и 3, отличающаяся
тем, что объем между цилиндром 5 и кожухом 8 соединен с объемом герметизированной камеры 1 посредством трубопровод,а с клапаном fj и измерителем давления MI .
4. Машина по пп. 2 и 3, отличающаяся
5.Мащина по пп. 2-4, отличающаяся тем, что объем основного литника 6, объем герметизированной камеры 1 и объем герметизированной камеры 19 соединены rjoc- редством трубопровода с клапанами g и g и измерителем давления Af, а объем герметизированной камеры 19 соединен посредством трубопровода с вентилем С с объемом между кожухом 8 и цилиндром 5.
6.Мащина по пп, 2-5, отличающаяся тем, что она снабжена рычажным механизмом 21 с вертикальным гидравлическим цилиндром 22, закрепленным на основном литнике б, при этом в дне герметизированной камеры 1 с тиглем 2 для расплава выполнено углубление 23.
П
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| ВАКУУМНО-КОМПРЕССИОННАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1972 |
|
SU423570A1 |
| Вакуумная система машины литья под давлением с горизонтальной камерой прессования | 1972 |
|
SU438496A1 |
| Машина для литья под давлением | 1973 |
|
SU445516A1 |
| Установка для литья под газовым давлением | 1980 |
|
SU880624A1 |
| Установка для получения тонкостенных отливок | 1972 |
|
SU452947A3 |
| Установка для литья с противодав-лЕНиЕМ | 1979 |
|
SU821053A1 |
| Установка для литья расплавов под низким давлением преимущественно с противодавлением | 1974 |
|
SU482243A1 |
| Способ литья под низким давлением | 1973 |
|
SU457538A1 |
| Машина для литья под давлением | 1987 |
|
SU1637659A3 |
Изобретение относится к литейному производству и может быть использовано при литье сильно реакционноспособных относительно атмосферы материалов, например сплавов магния, при литье с противодавлением в постоянные формы и использовании защитных газов. Способ литья под давлением включает заполнение литейной формы под газовым давлением или под действием разницы давлений в герметизированной камере 1 с тиглем 2 и герметизированной камере 19 с литейной формой 13, кристаллизацию сплава и извлечение отливки. После заполнения литейной формы 13 расплавом или .после кристаллизации сплава над расплавом в металлопроводе создают давление газа того же состава, что и в герметизированной камере 1 с тиглем 2, а перед началом заливки герметизированную камеру 19 с литейной формой 13 продувают газом того же состава, что и в герметизированной камере 1. Последняя соединена посредством металлопровода с литейной формой 13, размещенной на промежуточной плите 12. Металлопровод выполнен из двух литников - основного 6, имеюi (Л СХ) со О5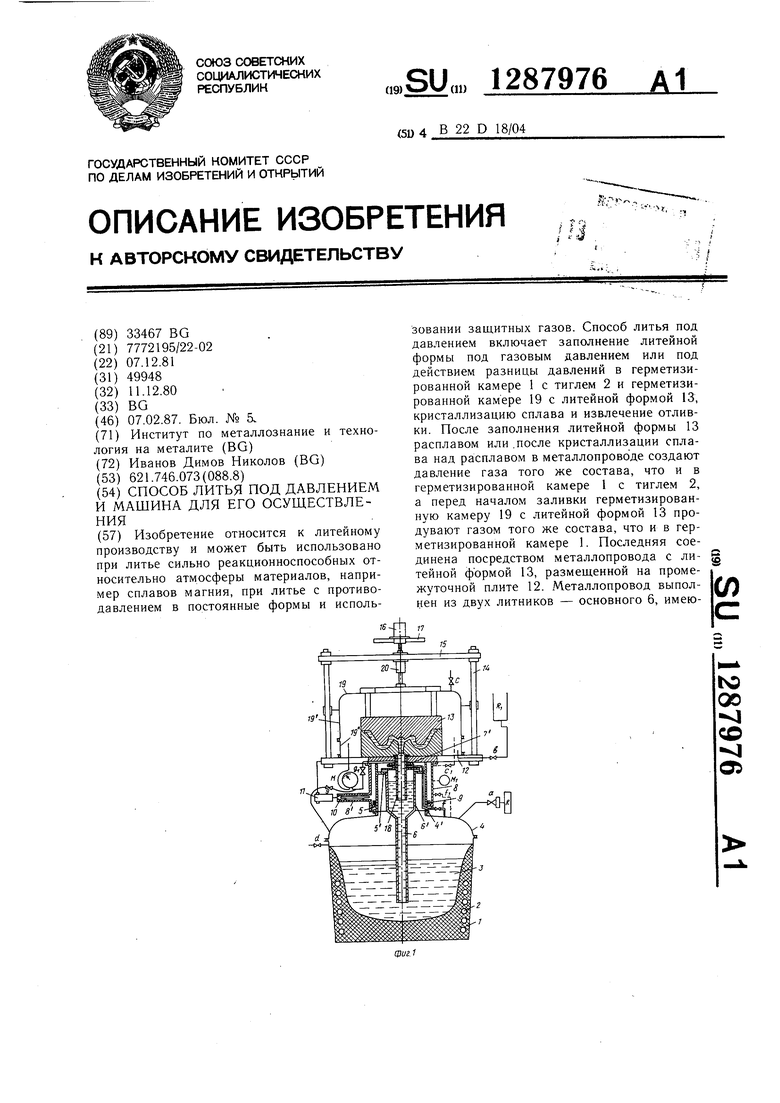
Составитель Л. Жукова
Редактор С. ПекарьТехред И. ВересКорректор В. Бутяга
Заказ 7750/11Тираж 763Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-нолиграфическое предприятие, г. Ужгород, ул. Проектная, 4
