Изобретение относится к оборудованию для сварки, в частности к устройствам для диффузионной сварки.
Известны устройства, создающие давление между плитами за счет разницы термических коэффициентов линейного расширения их деталей при нагреве. Действие их основано на использовании свойства различных металлов неодинаково изменять размеры при нагреве.
Недостатком этих конструкций является ограниченная номенклатура свариваемых деталей и неуниверсальность.
Известна конструкция устройства для сжатия деталей втулочного типа при диффузионной сварке, использующая тот же принцип создания давления, выбранная в качестве прототипа и содержащая расположенные соосно распорный элемент, две параллельно расположенные кольцевые опорные плиты, подковообразные стяжки и зажимной винт.
Недостатком этой конструкции являются ограниченные перемещения, определяемые в основном размерами распорного элемента, что исключает наличие зазора между свариваемыми поверхностями в начале процесса с целью обезгаживания и очистки от окислов при нагреве и т.о. ограничивает ее технологические возможности.
Целью изобретения является расширение технологических возможностей за счет увеличения хода сжимающих деталей устройства при нагреве.
Указанная цель достигается тем, что в устройстве для сжатия деталей при диффузионной сварке за счет разности коэффициентов термического расширения материалов устройства и свариваемых деталей, содержащем кольцевые опорные плиты, стяжки и установленный в контакте с ними распорный элемент, стяжки выполнены в виде коаксиально расположенных втулок с внутренним на одном и наружными на другом конце кольцевыми буртиками, а распорный элемент выполнен в виде цилиндров, расположенных между втулками в контакте с их буртиками.
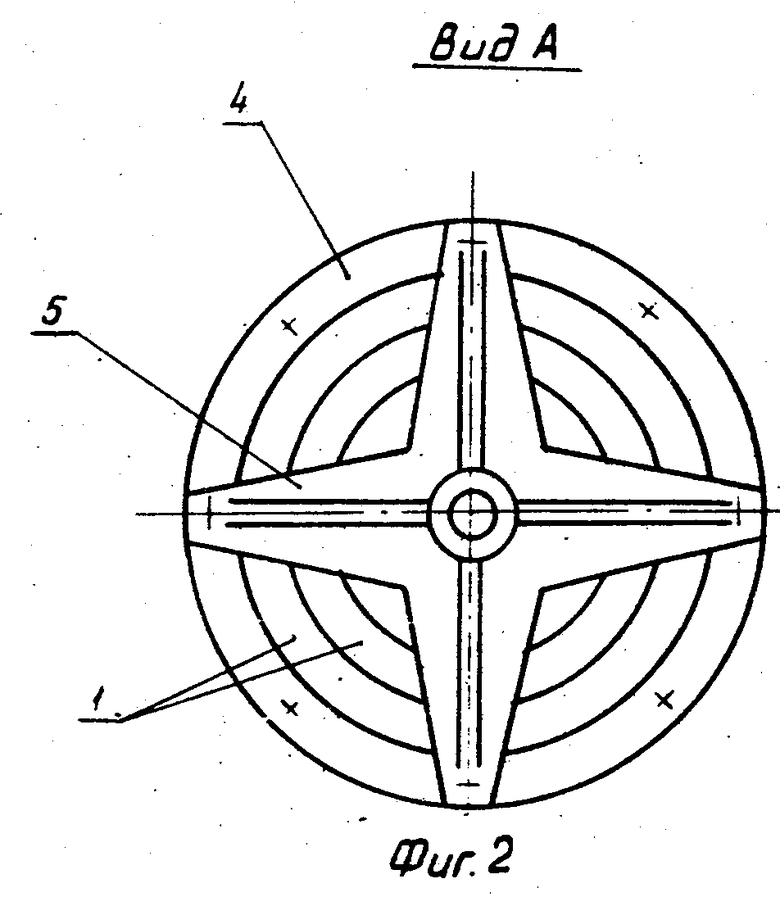
На фиг.1 показано устройство, общий вид; на фиг.2 - то же, вид сверху.
Устройство содержит стяжки в виде втулок 1, распорный элемент в виде цилиндров 2, кольцевые опорные плиты 3,4, захваты 5,6. Свариваемые детали 7 крепятся к нижней плите 3 и верхней плите 4. Между распорными и стяжными элементами по диаметру имеется необходимый зазор для обеспечения свободного перемещения распорного элемента при нагреве. Варианты связи распорных и стяжных элементов могут быть разные, один из них - неразъемное соединение сваркой. При необходимости в случае разъемного соединения распорных и стяжных элементов имеется возможность изменять количество элементов, обеспечивая требуемую длину хода.
Для уменьшения эффекта экранирования кольцевыми элементами рабочей зоны в кольцевых элементах выполняются пазы или они могут быть сборной конструкции.
Устройство работает следующим образом. Поворачивается и снимается верхний захват 5. Одна из деталей 7 крепится к нижней плите 3, другая - к верхней плите 4. Деталь с нижней кольцевой опорной плитой 3 устанавливается на нижний захват 6. Деталь с верхней кольцевой опорной плитой 4 крепится к верхнему захвату 5, и полученный блок устанавливается и фиксируется с помощью соединения байонетного типа на внутренней стяжке. Предварительно зазор обеспечивается либо подбором кольцевых опорных плит 3,4 определенной толщины, либо регулировочными винтами, размещенными в захватах 5,6 (на чертежах винты не показаны).
Далее устройство помещается в нагревающее устройство, например, вакуумную печь, где производится нагрев до температуры сварки. В процессе нагрева происходит большее удлинение распорных элементов 2, чем стяжных элементов 1, что приводит к выборке зазора и сжатию деталей 7, но перед сжатием происходит обезгаживание и очистка свариваемых поверхностей.
Величина хода данной конструкции определяется температурой нагрева и количеством распорных и стяжных элементов, а также зависит от их размеров.
Удлинение при нагреве определяется по формуле
#L = L ˙ Q ˙ (T2 - T1), где L - длина элемента при температуре Т1;
Q - термический коэффициент линейного расширения;
Т2 - температура нагрева. Распорный элемент, выполненный из стали 12 х 18Н9Т, длиной 200 мм с ТКЛР при 500оС 2 ˙ 10(-6), имеет удлинение
#L1 = 200 ˙ 20 ˙ 10(-6) ˙ 500 = 2 мм Общее удлинение 3-х распорных элементов при нагреве до 500оС составит 2 ˙ 3 = 6 мм. Стяжной элемент, выполненный из ковара (29НК), длиной 200 мм, при той же температуре имеет ТКЛР 8 ˙ 10(-6) и его удлинение составит
#L2 = 200 ˙ 8 ˙ 10(-6) ˙ 500 = 0,8 мм. Общее удлинение стяжных элементов составит 0,8 ˙ 3 = 2,4 мм.
Таким образом, разница между удлинениями распорных и стяжных элементов и будет являться максимальным ходом при данной температуре
#L = #L1 - #L2 = 6 - 2,4 = 3,6 мм.
Предлагаемое устройство обладает универсальностью применения, т.е. применимо для сдавливания при Д.С. различных деталей, компактно, позволяет осуществить значительно большие, чем у известных устройств, перемещения при нагреве, имеет большую рабочую зону для размещения деталей и широкие технологические возможности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для диффузионной сварки | 1990 |
|
SU1704989A1 |
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ДЕТАЛЕЙ ПРИ ДИФФУЗИОННОЙ СВАРКЕ | 1990 |
|
SU1743081A1 |
| Устройство для сдавливания деталей при диффузионной сварке | 1990 |
|
SU1738556A1 |
| Устройство для сжатия деталей при диффузионной сварке | 1983 |
|
SU1183333A1 |
| Способ изготовления ротора шарового гироскопа | 2018 |
|
RU2713033C1 |
| Устройство для сжатия деталей стержневого типа при диффузионной сварке | 1982 |
|
SU1199539A1 |
| Устройство для сжатия деталей при диффузионной сварке | 1988 |
|
SU1586881A1 |
| Устройство для сжатия деталей при диффузионной сварке | 1987 |
|
SU1433694A1 |
| Оправка для сдавливания деталей при диффузионной сварке | 1986 |
|
SU1359088A1 |
| Устройство для сжатия деталей при диффузионной сварке | 1987 |
|
SU1440649A1 |

Использование: оборудование для диффузионной сварки. Сущность изобретения: устройство содержит кольцевые опорные плиты, захваты, стяжки в виде коаксиально расположенных втулок с буртиками на концах, распорный элемент в виде цилиндров, расположенных между стяжками-втулками в контакте с их буртиками. Конструкция позволяет увеличить перемещение сжимающих элементов при нагреве и рабочую зону. 1 ил.
УСТРОЙСТВО ДЛЯ СЖАТИЯ ДЕТАЛЕЙ ПРИ ДИФФУЗИОННОЙ СВАРКЕ за счет разности коэффициентов термического расширения материалов устройства и свариваемых деталей, содержащее кольцевые опорные плиты, стяжки и установленный в контакте с ними распорный элемент, отличающееся тем, что, с целью расширения технологических возможностей, стяжки выполнены в виде коаксиально расположенных втулок с внутренними на одном и наружными на другом конце кольцевыми буртиками, а распорный элемент выполнен в виде цилиндров, расположенных между втулками в контакте с их буртиками.
| Устройство для сжатия деталей втулочного типа при диффузионной сварке | 1985 |
|
SU1243922A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
