Изобретение относится к обработке металлов давлением, в частности к производству гофрированных изделий из листового материала.
Цель изобретения - расширение технологических возможностей за счет обеспечения получения гофров с отношением их высоты к ширине более единицы.
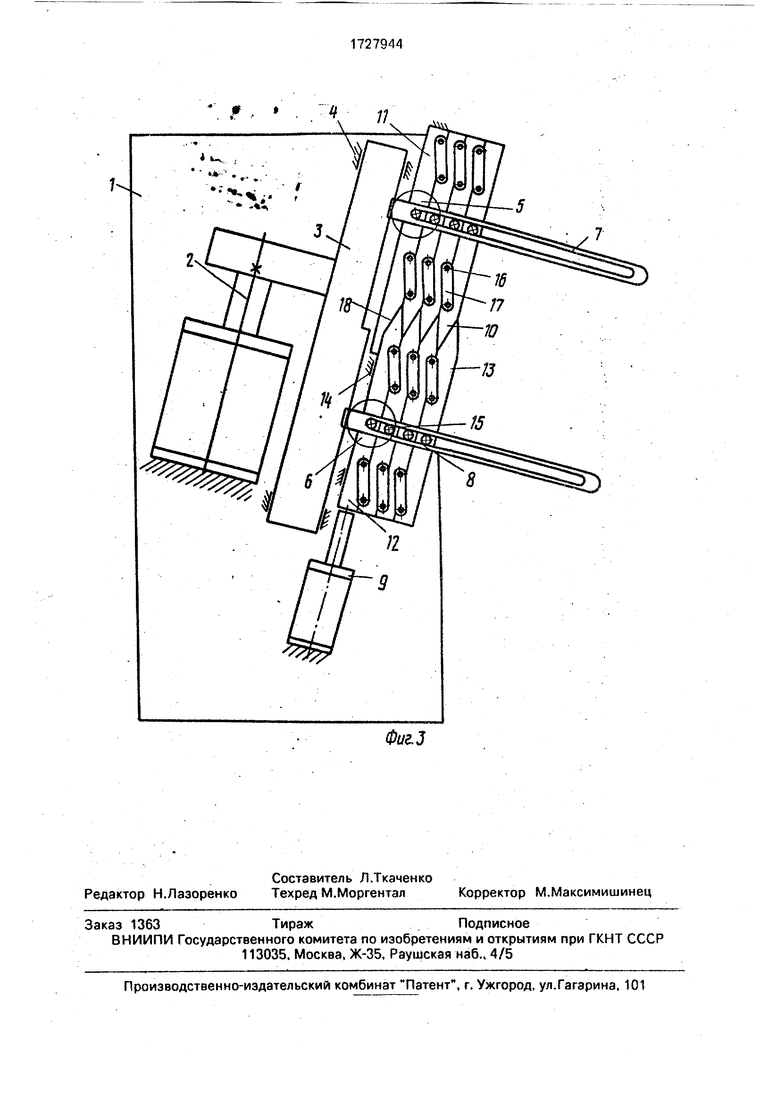
На фиг. 1 изображено устройство с предварительно сомкнутыми пуансонами (начало процесса), вид спереди; на фиг. 2 - то же, в процессе формирования гофров (середина процесса), вид спереди; на фиг. 3 - то же, с полностью сформированными гофрами (окончание процесса), вид спереди.
Способ изготовления гофрированных изделий из листовых заготовок с гофрами треугольной формы реализуется устройством, которое содержит корпус 1, механизм деформирующих перемещений, состоящий из привода 2, рейки 3 в направляющих 4, зубчатые колеса 5 и 6, поворотные рычаги 7 и 8, закрепленный на корпусе 1 привод 9 настроечного перемещения и подпора, формообразующие подвижные секции, состоящие из верхнего блока 10, связанного с неподвижной закрепленной на корпусе 1 секцией 11, образующих узел пуансона, связанного с секцией 12, нижнего блока 13, образующих узел матрицы, который в свою очередь увязан с приводом 9 настроечного перемещения и подпора, перемещающиеся в направляющих 14 корпуса 1 секции 10-13 снабжены осями 15, взаимодействующими с рычагами 7 и 8 и передающими деформирующее усилие и усилие подпора на соответствующие секции 10, 11, 12, 13, которые также снабжены осями 16, на которых установлены с возможностью поворота рычаги 17.
Устройство работает следующим образом.
В исходном положении верхние формообразующие секции 10 находятся в крайнем верхнем положении, а нижние секции 13 отведены с помощью привода 9 настроечных перемещений и подпора на расстояние, обеспечивающее загрузку заготовки 18 в пространстве между секциями Ю-1;3. Загружается заготовка 18 и включается привод 9 настроечных перемещений и подпора. Секция 13, перемещаясь в направляющих 14 корпуса 1, катит зубчатое колесо 6 по рейке 3, Происходит .зажим заготовки 18 между секциями 11 и 12, и через рычаг 8, жестко сидящий на одной оси 15 с шестерней 6, и оси 15, установленные на подвижных секциях 10 и 13,.происходит силовое смыкание (подпор) верхних 10 и нижних 13 секций. Заготовка 18 зафиксирована между секциями 10-13. Включается привод 2 механизма деформирующих перемещений. Через
рейку 3 приводятся во вращение шестерни 5 и 6, которые через оси 15 передают движение рычагам 7 и 8. Рычаги 7 и 8, перемещаясь вниз через оси 14, перемещают блоки секций 10 и 13, совершающие плоскопараллельное перемещение по связям через рычаги 17, установленные на осях 16. Происходит деформация заготовки 18 с образованием гофров, причем заготовка 18 огибает секции без вытяжки металла
заготовки. Когда гофры сформированы окончательно (фиг. 3), включается привод 9 настроечных перемещений и подпора и через секцию 12, шестерню 6, катящуюся по рейке 3, рычаг 8 отводит нижние подвижные секции 13 на расстояние, позволяющее удалить гофрированную заготовку 18. Последняя удаляется из зоны между секциями, включается обратный ход привода 2, который перемещает рейку 3 по
направляющим 4. Взаимодействуя через шестерню 5 и 6 с рычагами 7 и 8, механизм приводит устройство в исходное положение и цикл повторяется.
Способ был реализован на действующей модели. Производилась формовка гофров треугольной формы в количестве 4 штук на листе шириной 12 мм. Гофр высотой 30 мм, шаг 16 мм, толщина деформируемого металла 0,1 мм (фольга
алюминиевая). Подпор узлов матрицы и пуансона осуществляется пружиной, а деформирующее перемещение - вручную.
Использование предлагаемого изобретения позволит получить гофры чистым гибом с отношением высоты гофра к его ширине более единицы.
Формула изобретения
1. Способ изготовления гофрированных
изделий из листовых заготовок с гофрами треугольной формы, включающий зажим заготовки на размещенных с равными интервалами участках, длина которых равна
длине боковой стороны каждого гофра и гибку свободных участков путем одновременного смещения зафиксированных участков, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения получения гофр с отношением их высоты к ширине более единицы при гибке свободных участков смещение зафиксированных участков осуществляют плоскопараллельным перемещением каждого из них относительно соседних зафиксированных участков.
2. Устройство для изготовления гофрированных изделий из листовых заготовок с гофрами треугольной формы, содержащее установленные на неподвижной плите узлы матрицы и пуансона, выполненные в виде комплектов подвижных одна относительно
0
другой секций, связывающих соответствующие комплекты секций двух рычагов, соединенных с соответствующим механизмом их поворота, и механизм настроечных перемещений и подпора, связанный с рычагом матрицы, отличающееся тем, что оно снабжено четным набором равных звеньев, попарно и параллельно закрепленных шар- нирно концами на соседних секциях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гофрированных изделий из листовых заготовок и устройство для его осуществления | 1987 |
|
SU1588461A1 |
| ФОРМООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2003 |
|
RU2275267C2 |
| Штамп для гофрирования полосового материала | 1987 |
|
SU1445837A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕМЕННО-ГОФРИРОВАННЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2451570C9 |
| Устройство для изготовления гофрированных изделий | 1980 |
|
SU946726A1 |
| Способ изготовления листа с гофрами | 1984 |
|
SU1156769A1 |
| УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2007 |
|
RU2359773C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2003 |
|
RU2259251C1 |
| Устройство для изготовления гофрированных фильтров | 1987 |
|
SU1583503A1 |
| Способ изготовления листа с гофрами | 1989 |
|
SU1704883A1 |

Изобретение относится к обработке металлов давлением, в частности к производству гофрированных изделий из листового материла. Цель изобретения - расширение технологических возможностей за счет обеспечения получения гофров с отношением их высоты к ширине более единицы. Способ включает зажим заготовки на участках, размещенных с разными интервалами, длина которых равна длине боковой стороны каждого гофра, и гибку свободных участков путем одновременного смещения зафиксированных участков. Смещение зафиксированных участков осуществляют плоскопараллельным перемещением каждого из них относительно соседних зафиксированных участков. Способ реализуется устройством, которое содержит установленные на неподвижной плите узлы матрицы и пуансонов, выполненные в виде подвижных секций, получающих перемещение от рычагов 7, 8, связанных с механизмом поворота рычагов 17, а рычаг матрицы дополнительно связан с механизмом настроечных перемещений и подпора 9; а каждые соседние секции как матрицы, так и пуансона снабжены дополнительно рычагами и соединены с ними шарнирно. 2 с.п.ф-лы, 3 йл. сл
Фиг. 2
Фиг.3
| Способ изготовления гофрированных изделий из листовых заготовок и устройство для его осуществления | 1987 |
|
SU1588461A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
