Изобретение относится к кузнечно- прессовому машиностроению, а именно к устройствам для перемещения деталей и/или заготовок из листового материала к прессу.
Известно устройство для удаления деталей из рабочей зоны пресса, содержащее два встречно подвижных бесконечных гибких звена, установлзнных на валах, лист- съемник, закрепленный на одном из звеньев, немагнитный экран, закрепленный на другом звене над листом-съемником, электромагниты и привод, связанный с одним из приводных валов. Причем последние связаны между собой посредством коробки
передач, включающий в себя два блока шестерен, один из которых жестко закреплен на приводном валу, связанном с приводом, а другой установлен на другом приводном валу с возможностью перемещения вдоль него и снабжен механизмом перемещения вдоль него, выполненным в виде силового цилиндра, конечного выключателя, установленного на прессе, и счетчика числа ходов пресса, связанною конечным выключателем с системой управления, подающей сигнал на включение силового цилиндра. В данном устройстве готовые детали после их выноса из рабочей зоны пресса и отключения электромагнитов падают на подвижную плиту, формируя стопу.
XI
N) XI Ю XI
Наиболее близким по технической сущности к предлагаемому и является устройство для перемещения деталей и/или заготовок к прессу, содержащее направляющие, смонтированные на основании горизонтально, каретку, подвижно установленную на направляющих и связанную с приводом горизонтального перемещения, прийЬд вертикального перемещения, смонтированный на каретке, траверсу, установ- ленную с возможностью вертикального перемещения и несущую захваты, датчики контроля перемещения, смонтированные на основании с возможностью взаимодействия с кареткой, два датчика контроля подъема, один из которых установлен на каретке с возможностью взаимодействия с траверсой.
Устройство осуществляет только подачу полосы в рабочую зону, не обеспечивая без- ударной укладки заготовок, исключающей их деформирование.
Целью изобретения является повышение надежности путем обеспечения безударной укладки готовых деталей и/или заготовок, исключающей их деформирование.
Поставленная цель достигается тем, что устройство для перемещения деталей и/или заготовок к прессу, содержащее направ- ляющие, смонтированные на основании горизонтально каретку, подвижно установленную на направляющих и связанную с приводом горизонтального перемещения, привод вертикального перемещения, смон- тированный на каретке, траверсу, установленную с возможностью вертикального перемещения и несущую захваты, датчики контроля перемещения, смонтированные на основании с возможностью взаимодей- ствия с кареткой, два датчика контроля подъема, один из которых установлен на каретке с возможностью взаимодействия с траверсой, снабжено тягой, установленной в траверсе с возможностью перемещения в вертикальном направлении и связанной с приводом вертикального перемещения, опорной площадкой, закрепленной на тяге и расположенной под траверсой, пружиной сжатия, установленной на тяге и располо- женной между опорной площадкой и траверсой, причем другой датчик контроля подъема закреплен на тяге с возможностью взаимодействия с траверсой.
Привод вертикального перемещения выполнен в виде барабана, связанного через червячный редуктор с двигателем, и троса, один конец которого закреплен на барабане, а другой его конец связан с тягой.
На чертеже изображено предлагаемое устройство для перемещения деталей и/или заготовок к прессу.
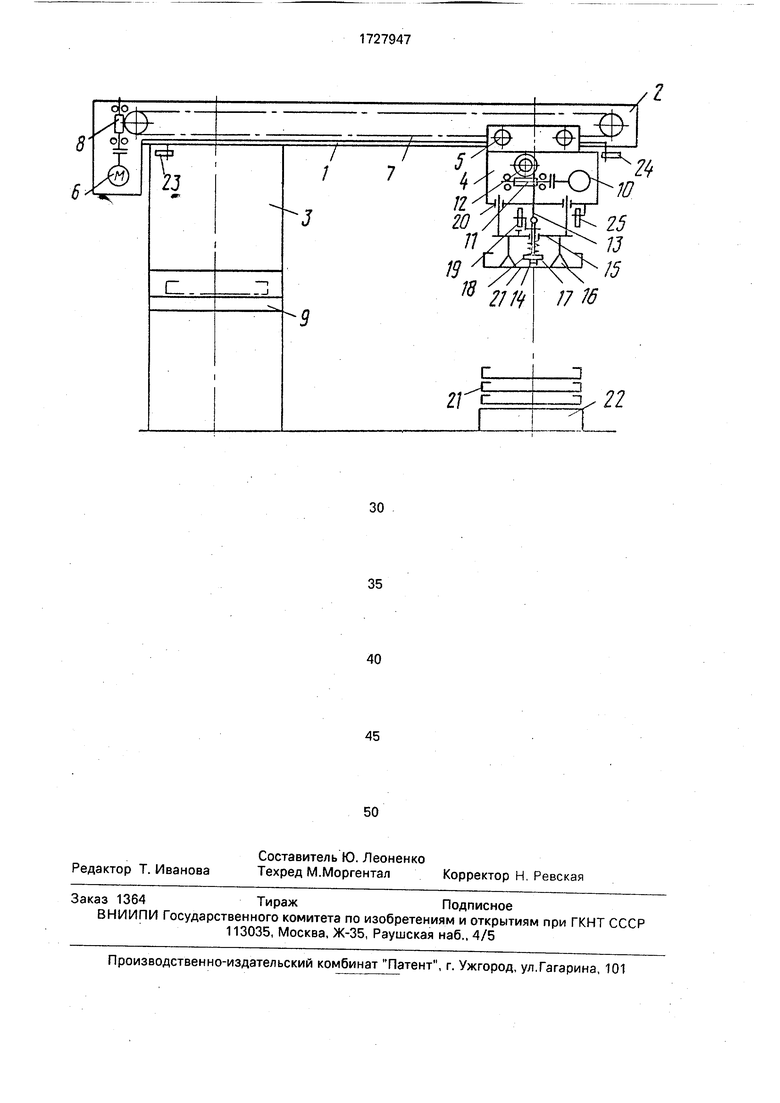
Устройство для перемещения деталей и/или заготовок к прессу содержит установленную на направляющей 1 основания 2 обрабатывающей машины 3 каретку 4 с колесами 5 и приводом 6 ее горизонтального перемещения, выполненным в виде цепной передачи 7 с червячным редуктором 8. Обрабатывающая машина 3 снабжена столом 9. На каретке 4 смонтирован привод 10 ее вертикального перемещения, содержащий червячный редуктор 11 с барабаном 12, через который перекинуто гибкое звено (трос) 13 одностороннего действия, связанное с тягой 14, установленной в траверсе 15 с возможностью перемещения в вертикальном направлении и связанной с приводом вертикального перемещения 10.
На тяге 14 под траверсой 15, несущей прихваты 16, закреплены опорная площадка 17 и пружина сжатия 18. Датчик останова 19 установлен на тяге 14 и взаимодействует с траверсой 15 при ее перемещении в вертикальном положении в направляющих 20. Готовые детали 21 укладываются в контейнер 22. Крайние положения каретки при ее перемещении в горизонтальном направлении контролируются датчиками 23 и 24.
Устройство работает в комплексе с листогибочной машиной для изготовления коробчатых деталей.
Устройство работает следующим образом.
Листовую заготовку укладывают на стол
9обрабатывающей машины 3 и обрабатывают до получения готовой детали 21.
Каретка 4 в исходном положении находится справа. Траверса 15 находится в крайнем верхнем положении, пружина 18 сжата весом траверсы 15 с прихватами 16. После завершения обработки детали от системы управления (на чертеже не показана) поступает команда на выгрузку готовой детали 21. Каретка 4 посредством привода 6 через редуктор 8 и цепную передачу 7 перемещается на колесах 5 по направляющей 1 в рабочую зону обрабатывающей машины 3 до срабатывания датчика 23. Каретка 4 останавливается. Включается привод 10 вертикального перемещения и происходит опускание траверсы 15 с прихватами 16 до касания и захвата готовой детали 21, при этом срабатывает датчик 19. Далее включается привод
10вертикального перемещения траверсы 15. Пружина 18 сжимается дополнительным весом готовой детали 21. Траверса 15 поднимается до срабатывания датчика 25, а каретка 4 по команде перемещается в
горизонтальном направлении до срабатывания датчика 24. Включается привод вертикального перемещения 10, который через червячный редуктор 11 приводит во вращение барабан 12, что приводит к разматыванию гибкого звена 13 (троса), связанного тягой 14, пружиной 18 и опорной площадкой 17 с траверсой 15. Траверса 15 при этом опускается вниз по направляющим 20(обеспечивающим точность укладки готовой детали в контейнер) со своими прихватами 16, несущими деталь 21 до контакта с дном контейнера 22, при этом срабатывает датчик 19 останова. В процессе опускания траверсы 15 пружина 18 уравновешена весом детали 21. В момент касания детали 21 дна контейнера 22 разность указанных сил равна нулю, что приводит к безударной укладке готовой детали 21. Траверса 15 при этом останавливается, пружина 18 растягивается, гибкое звено 13 разгружается, и так как оно одностороннего действия, то привод не может воздействовать весом подвижных частей на траверсу 15, а следовательно, и на укладываемую деталь 21.
Срабатывает датчик останова 19, взаимодействующий с траверсой 15, и привод вертикального перемещения 10 отключается. Прихваты 16 освобождают деталь. Далее привод ТО срабатывает на подъем траверсы 15. Пружина 18 сжимается и тяга 14 с опорной площадкой 17 подготавливается к следующему циклу. Для захвата и выноса следующей готовой детали цикл повторяется, в результате чего детали укладываются в стопу, при этом деформирование готовых деталей не наблюдается.
В случае аварийной ситуации, когда не срабатывает система управления, стопа деталей будет нагружаться силой, возрастающей от нуля до максимума, т. е. величины, равной сумме весов траверсы с прихватами и детали. Дальнейший рост сил будет невозможен, так как исключается воздействие от привода вертикального перемещения. Указанный рост сил происходит на длительном пути растягивания пружины, что значительно снижает вероятность удара при укладке детали или ее повреждения.
Предлагаемое устройство позволяет исключить деформирование деталей путем обеспечения их безударной укладки как при нормальной работе устройства, так и в аварийной ситуации.
Безударная укладка деталей повышает надежность прихватов. Конструкция уст- ройства позволяет укладывать детали в стопу практически любой высоты.
Формула изобретения
1.Устройство для перемещения деталей и/или заготовок к прессу, содержащее
направляющие, смонтированные на основании горизонтально, каретку, подвижно установленную на направляющих и связанную с приводом горизонтального перемещения, привод вертикального
перемещения, смонтированный на каретке, траверсу, установленную с возможностью $ вертикального перемещения и несущую захваты, датчики контроля перемещения, смонтированные на основании с возможностью
взаимодействия с кареткой, два датчика контроля подъема, один из которых установлен на каретке с возможностью взаимодействия с траверсой, отличающееся тем, что, с , целью повышения надежности,оно снабже-
но тягой, установленной в траверсе с возможностью перемещения в вертикальном направлении и связанной с приводом вертикального перемещения, опорной площадкой, закрепленной на тяге и расположенной
под траверсой, пружиной сжатия, установленной на тяге и расположенной между опорной площадкой и траверсой, причем другой датчик контроля подъема закреплен на тяге с возможностью взаимодействия с
траверсой.
2.Устройство по п. 1, о т л и ч а ю щ е е- с я тем, что привод вертикального перемещения выполнен в виде барабана, связанного через червячный редуктор с
двигателем, и троса, один конец которого закреплен на барабане, а другой связан с тягой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки изделий из резины | 1976 |
|
SU592611A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Линия комплексной отделки щитовых деталей мебели | 1988 |
|
SU1574488A1 |
| Устройство для перемещения металлических деталей | 1981 |
|
SU1003977A1 |
| Устройство для вырубки изделий из резины | 1976 |
|
SU943004A1 |
| ПРЕССОВЫЙ АГРЕГАТ С НЕСКОЛЬКИМИ ПРЕССАМИ ДЛЯ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА (ВАРИАНТЫ) | 1990 |
|
RU2076011C1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
Изобретение относится к кузнечно- прессовому машиностроению, а именно к устройствам для перемещения деталей и/или заготовок к прессу. Цель изобретения - повышение надежности путем обеспечения безударной укладки готовых деталей и/или заготовок, включающих их деформирование. Устройство содержит установленную на направляющей основания обрабатывающей машины каретку с колесами и приводом ее горизонтального перемещения, выполненным в виде цепной передачи с червячным редуктором. Обрабатывающая машина снабжена столом. На каретке смонтирован привод ее вертикального перемещения, содержащий червячный редуктор с барабаном, через который перекинуто гибкое звено, связанное с тягой, установленной в траверсе. На тяге под траверсой, несущей прихваты, закреплены опорная площадка, пружина и датчик останова. Готовые детали укладываются в контейнер. 1 з. п. ф-лы, 1 ил. СО с
| И | |||
| А | |||
| Норицын и В | |||
| И | |||
| Власов | |||
| Автоматизация и механизация технологических процессов ковки и штамповки | |||
| М., Машиностроение, 1967, стр | |||
| Прибор для запора стрелок | 1921 |
|
SU167A1 |
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
