Изобретение относится к производству древесных плит и может быть использовано преимущественно в технологических потоках древесно-стружечных плит.
Цель изобретения - повышение прочности плит путем снижения давления остаточных упругих деформаций стружечного пакета.
Для экспериментальной проверки способа на стружечных станках Изготавливают стружку из смесей двух пород древесины (осины и березы) в одинаковом массовом соотношении. Фракционный состав стружки следующий, (мае. по фракциям): 10/7 4,3#;7/522,1%;5/235%;2/1 19%; 1/0315; 11 % и 0,315/0 8,6%. Сухую стружку влажно-; стью 3% смешивают в смесителе со связующим, в качестве которого используют карба- J мидоформальдегидную смолу в смеси с от- 3 вердителем - хлористым аммонием. Содержание смолы в плите по сухому остатку 11% к массе абсолютно сухой стружки. Содержание отвердителя в сухом виде 0,8% gjt к массе смолы 60%-ной концентрации.
Стружечные ковры формируют вручную в лабораторных условиях.
При изготовлении плит по предлагаемому способу при уплотнении пакета подъем давления до максимального осуществляю в 1- 5 ступеней с выдержкой при постоянном давлении в течение 1-7 с на каждой из ступеней и равным увеличением давления между ступенями, а упрессовку осуществляют путем сброса давления до нуля с последующим повышением по такому же режиму, что и при уплотнении пакета.
Горячее прессование плит производят при максимальном давлении 2,5 МПа, температуре 170°С и продолжительности выдержки 0,35 мин/мм толщины готовой плиты (толщина плиты 16 мм).
Зависимость прочности плит (МПа) при растяжении перпендикулярно пластй от переменных параметров описывается уравнением
Ор - 0.354 + 0,00707X1 + 0.00676X2 - 0,0113Хз + 0.0209X4 + 0,00952X5. где Xi - количество ступеней при подъеме давления до максимального, шт.;
Х2 - продолжительность выдержки на ступени, с;
Хэ - давление упрессовки пакета (при снижении с максимального), МПа;
Х4 - количество ступеней при повышении давления от нуля до максимального, шт.;
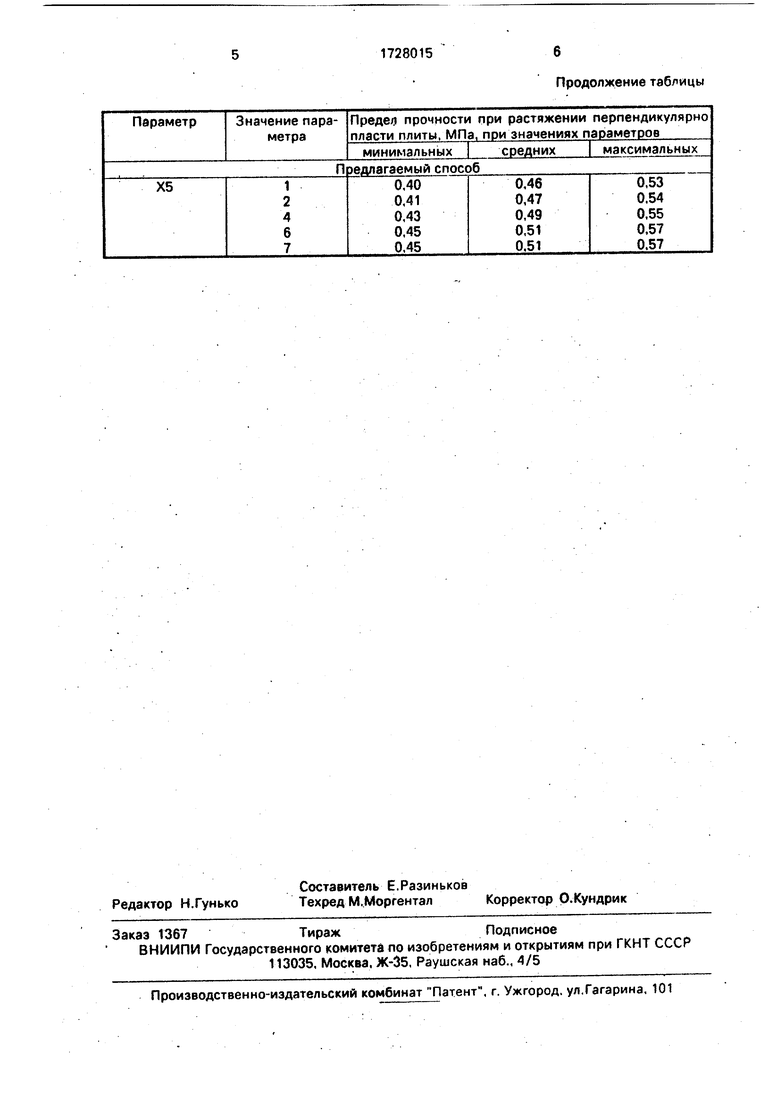
Xs - продолжительность выдержки при повышении давления до максимального, с.
Уровни варьирования параметров следующие:
1 Xi 4; 1 Х2 6 ;0 Хз 2; 1 Х$ 4; 1 Xs 6 (прочность плит одинаковая при Xi 4-5, Ха 6-7; ХА 4-5: Х5 6-7).
Экспериментальные данные прочности плит, полученные по приведенному уравнению, при минимальных, средних и максимальных значениях параметров приведены
в таблице.
Таким образом, изобретение позволяет повысить прочность плит за счет снижения давления остаточных упругих деформаций стружечного пакета.
Формула изобретения
Способ прессования древесно-стружеч- ных плит, включающий загрузку стружечного пакета в пресс, одновременное смыкание плит пресса, уплотнение пакета повышением
давления до максимального, упрессовку его до заданной толщины, выдержку, сброс давления до нуля и разгрузку, отличающийся тем. что, с целью повышения прочности плит путем снижения давления
остаточных упругих деформаций стружечного пакета, при уплотнении пакета подъем давления до максимального осуществляют в 2-4 ступени с выдержкой при постоянном давлении в течение 2-6 с на каждой из ступеней и равным увеличением давления между ступенями, а упрессовку осуществляют путем сброса давления до нуля с последующим повышением давления по режиму идентичному режиму повышения давления
при уплотнении пакета.
Продолжение таблицы

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления древесностружечных плит | 1990 |
|
SU1724470A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1992 |
|
RU2046036C1 |
| Способ изготовления заготовок древесно-стружечных плит | 1990 |
|
SU1743872A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1993 |
|
RU2041813C1 |
| Способ изготовления древесностружечных плит | 1982 |
|
SU1027051A1 |
| Способ для прессования древесностружечных плит и устройство для его осуществления | 1990 |
|
SU1729748A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 1992 |
|
RU2074090C1 |
| Древесная плита | 2022 |
|
RU2784506C1 |
| Способ изготовления композиционной фанеры | 1989 |
|
SU1761468A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1995 |
|
RU2103164C1 |
Использование: деревообрабатывающая промышленность, технология изготовления древесно-стружечных плит. Сущность изобретения: древесную стружку сушат до технологической влажности, смешивают со связующим: смесь карбамидоформальде- гидной смолы с отвердителем - хлористым аммонием. Содержание смолы в плите 11 % к массе абсолютно сухой стружки. Формируют стружечные пакеты и подвергают их горячему прессованию. При уплотнении пакета подъем давления до максимального осуществляют в 2-4 ступени с выдержкой при постоянном давлении в течение 2-6 с на каждой из ступеней и равным увеличением давления между ступенями. Последующую стадию прессования - упрессовку производят путем сброса давления до нуля с последующим повышением по такому же режиму, что и при уплотнении пакета. Горячее прессование плит производят при максимальном давлении 2.5 МПа, температуре 170°С и продолжительности выдержки 0,35 мин/мм толщины готовой плиты. 1 табл. . сл с
| Шварцман Г.М,, Щедро Д.А, Производство древесно-стружечных плит | |||
| - М.: Лесная промышленность, 1987, с.233 | |||
| Карасев Е.И | |||
| Оборудование предприятий по производству древесных плит | |||
| - М.: Лесная промышленность, 1978, с.183 |
