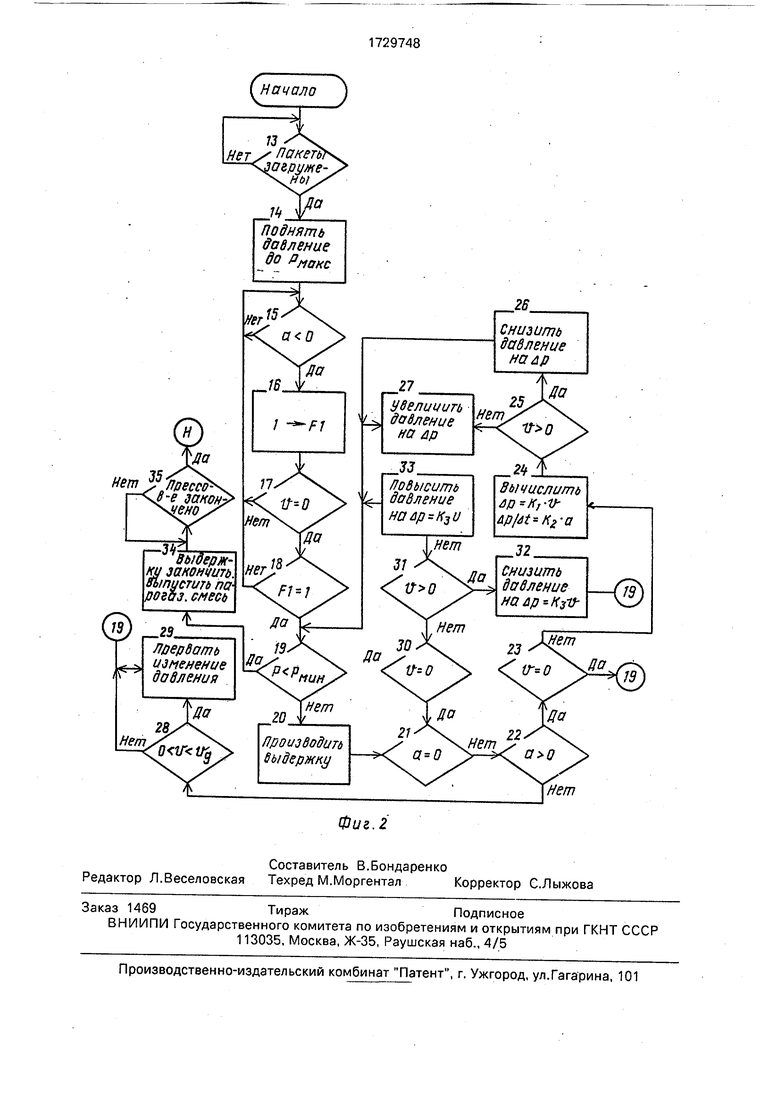
усилием, то появилась тенденция к положительному перемещению (за положительные принято перемещение и скорость, направленные на сжатие пресса) плит 2 пресса 1. Если при этом перемещение плит 2 пресса
1еще не успело произойти, т.е. сигнал от датчика 8 перемещения близок нулю, но появились отличные от нуля ускорение а и скорость V (в данном случае положительные), то для прерывания тенденции к положительному перемещению плит пресса блок 11 обработки данных выдает сигнал блоку 6 управления давлением прессования с исполнительным механизмом 7 на снижение давления прессования. Причем величина,снижаемого давления Ар и скорость Лр/At его снижения пропорционально зависят от величины скорости V перемещения плит пресса и от величины ускорения а. Кроме того, величина А р и скоростьА р/Д t снижаемого давления, которые непрерывно контролируются блоком 11 обработки данных, могут корректироваться в процессе снижения давления. Например, если при положительной скорости V 0 появилось отрицательное ускорение а 0, то следует приостановить сброс давления для более точного выхода на ноль значений скорости и ускорения. Если все же появилась тенденция к отрицательному перемещению плит 2 ввиду увеличения сил упругости пакетов по сравнению с прессующим усилием, т.е. появились положительное ускорение а 0 и отрицательная скорость V 0, то пока не успело произойти отрицательное перемещение плит 2 пресса 1, блок 11 обработки данных выдает сигнал блоку 6.управления давлением прессования с исполнительным механизмом 7 на соответствующее увеличение давления А р прессования, как и при снижении давления. Таким образом, происходит моментальное реагирование на ситу- ацию в равнодействии сил, не допускающее появления перемещения плит
2пресса.
Применение предлагаемых способа и устройства позволит улучшить условия отверждения связующего при прессования, так как ввиду постоянно неизменной геометрии на этапе выдержки прессуемых плит не будут нарушаться неокрепшие клеевые
связи, в результате повысится прочность древесно-стружечных плит. Кроме того, улучшение условий отверждения, а главным образом, своевременное снижение давления позволят сократить время выдержки прессуемых пакетов в прессе, т.е. повысить
производительность.
Формула изобретения
1.Способ для прессования древесно- стружечных плит, включающий загрузку
древесно-стружечных пакетов в пресс, подъем давления прессования с упрессов- кой пакетов до заданного размера, выдержку прессуемых пакетов, сброс давления
прессования, размыкание пресса и выгрузку древесно-стружечных плит, отличающийся тем, что, с целью повышения качества древесно-стружечных плит, после упрессовки древесностружечных пакетов
до заданного размера непрерывно в процессе прессования определяют положение плит пресса, вычисляют их скорость и ускорение, и сброс давления осуществляют в зависимости от наличия и значения скорости и ускорения перемещения плит пресса.
2.Устройство для прессования древесно-стружечных плит, включающее горячий пресс с загрузочно-разгрузочными этажерками, датчик давления и блок управления
давлением прессования с исполнительным механизмом, отличающееся тем, что, с целью повышения качества древесностружечных плит, устройство снабжено датчиком перемещения плит пресса, блоком
выделения первой производной перемещения, блоком выделения второй производной перемещения и блоком обработки данных, причем первый выход датчика перемещения плит пресса подключен к первому входу
блока обработки данных, а второй его выход - к входу блока выделения первой производной перемещения, первый выход которого связан с вторым входом блока обработки данных, а второй его выход подключен к
блоку выделения второй производной перемещения, выход которого связан с третьим входом блока обработки данных, четвертый вход которого связан с датчиком давления, а выход - с блоком управления давлением
прессования с исполнительным механизмом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для изготовления древесностружечных плит | 1988 |
|
SU1523351A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОТОКСИЧНЫХ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1990 |
|
RU2026177C1 |
| Способ изготовления опытных образцов древесно-стружечных плит для лабораторных исследований | 1984 |
|
SU1255438A1 |
| Автоматическая линия производства древесностружечных плит | 1983 |
|
SU1165579A1 |
| Пресс для изготовления древесно-стружечных плит | 1990 |
|
SU1743874A1 |
| Способ управления процессом прессования древесных слоистых материалов | 1987 |
|
SU1444147A1 |
| МОДИФИКАТОР СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ, СОСТАВ И СПОСОБ ПОЛУЧЕНИЯ | 2019 |
|
RU2720306C1 |
| Пресс для непрерывного изготовления древесностружечных плит | 1981 |
|
SU952660A1 |
| Способ изготовления древесно-стружечных плит и линия для его осуществления | 1990 |
|
SU1761477A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1998 |
|
RU2140351C1 |