Изобретение относится к строительной индустрии, в частности к способу производства напорных труб со стальным цилиндром, и может быть использовано на заводах по производству железобетонных изделий.
Цель изобретения - повышение качества труб и сокращение времени формования.
На фиг. 1 изображена схема установки, реализующая способ; на фиг. 2 - то же, вид сбоку.
В металлическую форму 1, имеющую торцовые крышки 2 и 3, устанавливают заранее выполненный стальной цилиндр 4 с проволочной арматурой 5. Собранную форму 1 размещают и фиксируют на тележке б, которую подвозят к установке для формования, включающей опору 7 с консольно закрепленным пустотообразователем 8. Внутри пустотообразователя 8 имеется бе- трновод 9 с раздаточными окнами 10, соединяющими последний с рабочей полостью между пустотообразователем 8 и внутренней поверхностью цилиндра 4. Противоположный конец бетоновода 9 соединен с бетононагнетающим механизмом, например бетононасосом (не показан). Со стороны консольного конца пустотообразователя 8 устройства размещен портал 11 для установки и фиксации в нем инвентарных пусто- тообразователей 12. В крышке 2 выполнены центральное отверстие для пустотообразователя 8 и периферийные отверстия 13 для бетоноводов 14, соединенных с бетононагнетающим механизмом (не показан), а в крышкеЗ аналогичные отверстия для инвентарных пустотообразователей 12.
Способ заключается в следующем.
Собранная форма 1 со стальным цилиндром 4, прошедшим гидравлические испытания, и с намотанной на нем проволочной арматурой 5 закрывается крышками 2 и 3, после чего устанавливается и фиксируется на тележке 6. Тележку б подвозят к установке для формования и размещают между бетононасосом (не показан) и порталом 11. Через центральное и боковые отверстия 13 в крышке 2 в форму 1 вводят пустотообра- зователь 8 и бетоноводы 14 так, что их раздаточные окна 10 находились от крышки 3 на расстоянии, равном 1-2 диаметрам пустотообразователя 8, а через аналогичные отверстия в крышке 3 в форму1 вводят инвентарные пустотообразователи 12 до контакта их с торцами соответственно пустотообразователя 8 и бетоноводов 14.
Подачей бетонной смеси бетононасосом под давлением 0,1-0,15 МПа через бетоноводы 9 и 14 и соответствующие раздаточные окна 10 заполняют зоны формования внешнего и внутреннего бетонных слоев стального цилиндра 4 и одновременно начинают перемещать тележку 6 в сторону портала 11. После заполнения и укладки бетонной смеси в смежных внешней и внутренней, зонах формования бетонных слоев увеличивают до 2,5-3,0 МПа гидродинамическое давление бетонной смеси, подаваемой через бетоновод 9, в результате чего внутренний бетонный слой стального цилиндра 4 дополнительно уплотняется и од- новременно,воздействуяна
соответствующую часть стального цилиндра4, напрягают его до 0,4-0,7 предела прочности. По мере перемещения тележки 6 с формой 1 продолжает подавать бетонную смесь в зону внешнего бетонного слоя под давлением 0,1-0,15 МПа и одновременно в
зону внутреннего, бетонного слоя под давлением 2,5-3,0 МПа, при этом происходит замещение в форме 1 пустотообразователя 8 и бетоноводов 14 на инвентарные пустотообразователи 12.
К моменту выхода пустотообразователя 8 и бетоноводов 14 из формы 1 отключают бетононасос, снимают форму с изделием и инвентарным пустотообразователем 12 с тележки 6 и направляют на тепловую обработку, после которой изделие распалубли- вают и подвергают пропитке внешний бетонный слой.
Формула изобретения Способ изготовления напорной трубы
со стальным цилиндром, включающий укладку бетонной смеси в кольцевые концентричные пространства между последним, сердечником и наружной формой, уплотнение внутреннего и наружного слоев, напряжение стального цилиндра и тепловую обработку с последующей распалубкой, о т- личающийся тем, что, с целью повышения качества трубы и сокращения времени формования, укладку и уплотнение бетонной смеси наружнего и внутренних слоев ведут под давлением 0,1-0,15 МПа одновременно, а напряжение стального цилиндра осуществляют путем гидродинамического воздействия, равного 2,5-3,0 МПа, на бетонную смесь внутреннего слоя.
Фиг. 2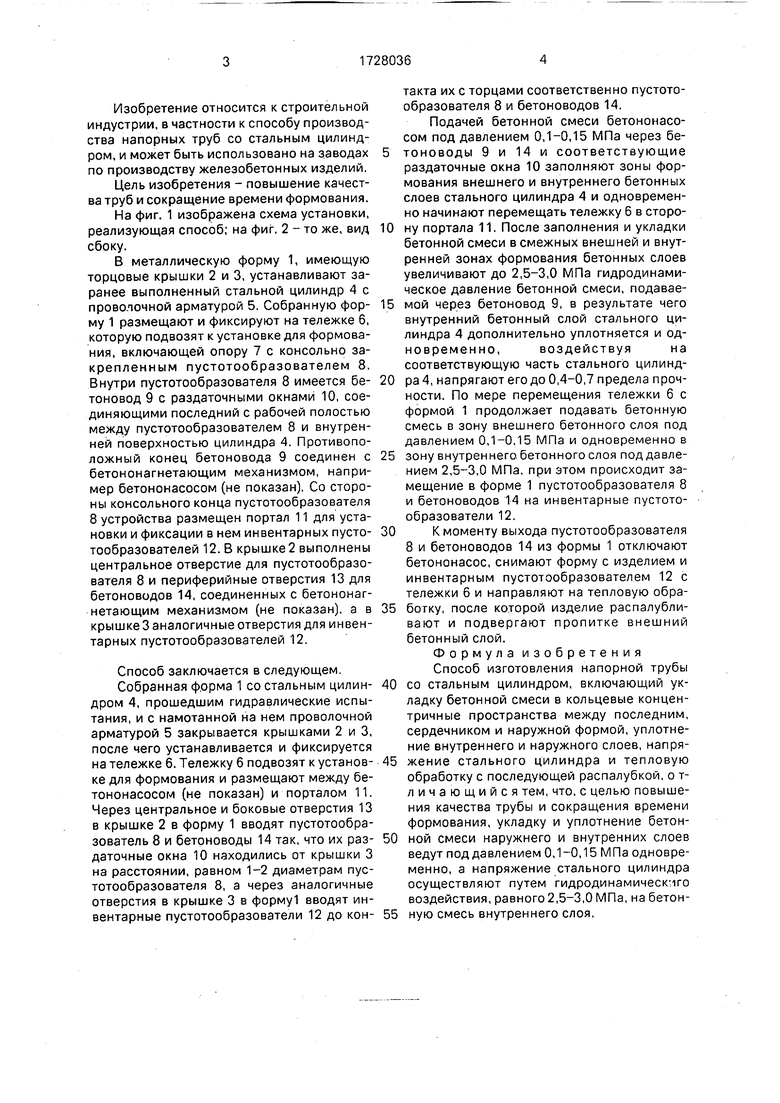
| название | год | авторы | номер документа |
|---|---|---|---|
| Бетонная напорная труба с металлическим цилиндром и способ ее изготовления | 1990 |
|
SU1742567A1 |
| Установка для изготовления изделий с пустотами из бетонных смесей | 1990 |
|
SU1729754A1 |
| Установка для изготовления длинномерных полых изделий из бетонных смесей | 1990 |
|
SU1722848A1 |
| Способ изготовления пустотелых изделий из бетонных смесей | 1990 |
|
SU1719225A2 |
| Способ изготовления трубчатых изделий из бетонных смесей | 1990 |
|
SU1823816A3 |
| Установка для изготовления пустотелых изделий из бетонных смесей | 1990 |
|
SU1719226A2 |
| Способ изготовления строительных изделий | 1988 |
|
SU1574454A1 |
| ТРУБОБЕТОННАЯ СВАЯ С УСИЛЕННЫМ ОСНОВАНИЕМ И СПОСОБ ЕЕ СООРУЖЕНИЯ | 2011 |
|
RU2492294C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ПРОЕЗЖЕЙ ЧАСТИ ТРАНСПОРТНОГО ТОННЕЛЯ | 2003 |
|
RU2229000C1 |
| Установка для непрерывного формования железобетонных изделий на основе особо быстротвердеющего цемента | 1991 |
|
SU1790494A3 |
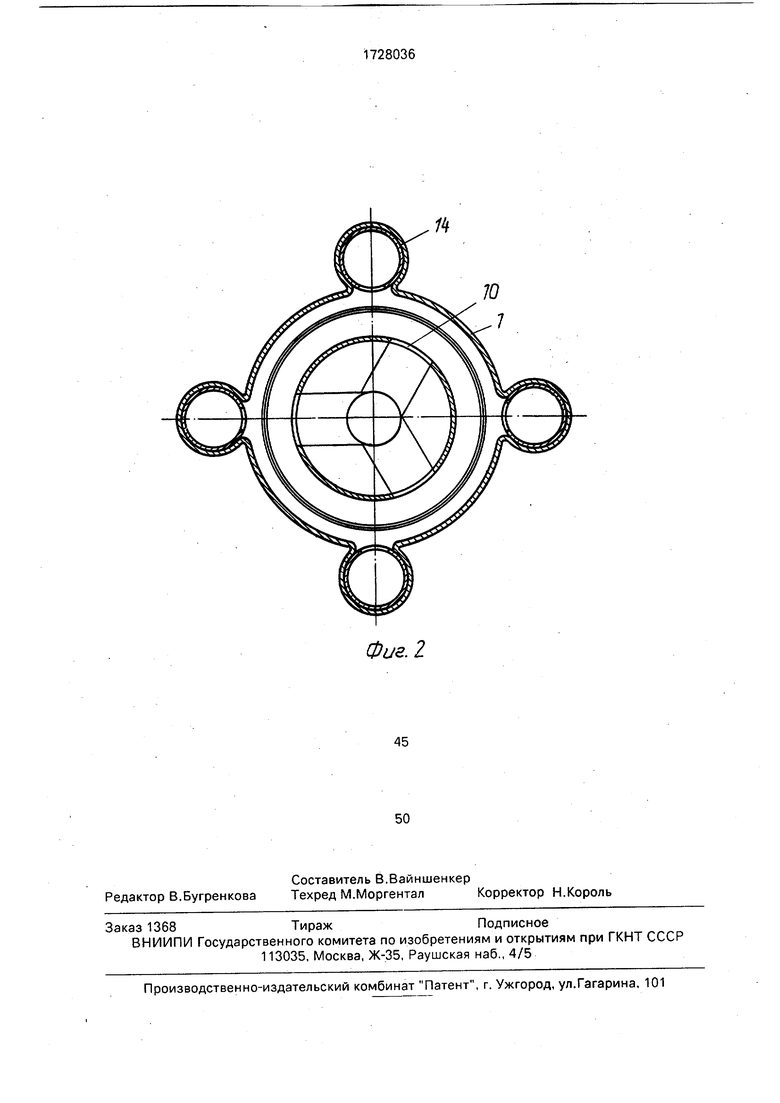
Сущность изобретения: в металлическую форму 1 с крышками 2 и 3 устанавливают концентрично стальной цилиндр 4 с проволочной арматурой 5 и закрепляют на тележке 6. Затем через бетоновод 9 с раздаточными окнами 10 бетононасос подает бетонную смесь, Укл-адку и уплотнение бетонной смеси наружного и внутренних слоев изделия ведут одновременно под давлением 0,1-0,15 МПа. При этом напряжение стального цилиндра 4 осуществляют гидродинамическим воздействием, равным 2,5- 3,0 МПа, на бетонную смесь внутреннего слоя. 2 ил.
| Способ изготовления гидропрессованных напорных труб | 1985 |
|
SU1308500A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
