Изобретение относится к способам формования пластмасс, а более конкретно к способу формования утолщенного бурта на трубах из термопластичных материалов для обеспечения их разъемного соединения.
Цель изобретения - устранение холодных спаев в бурте.
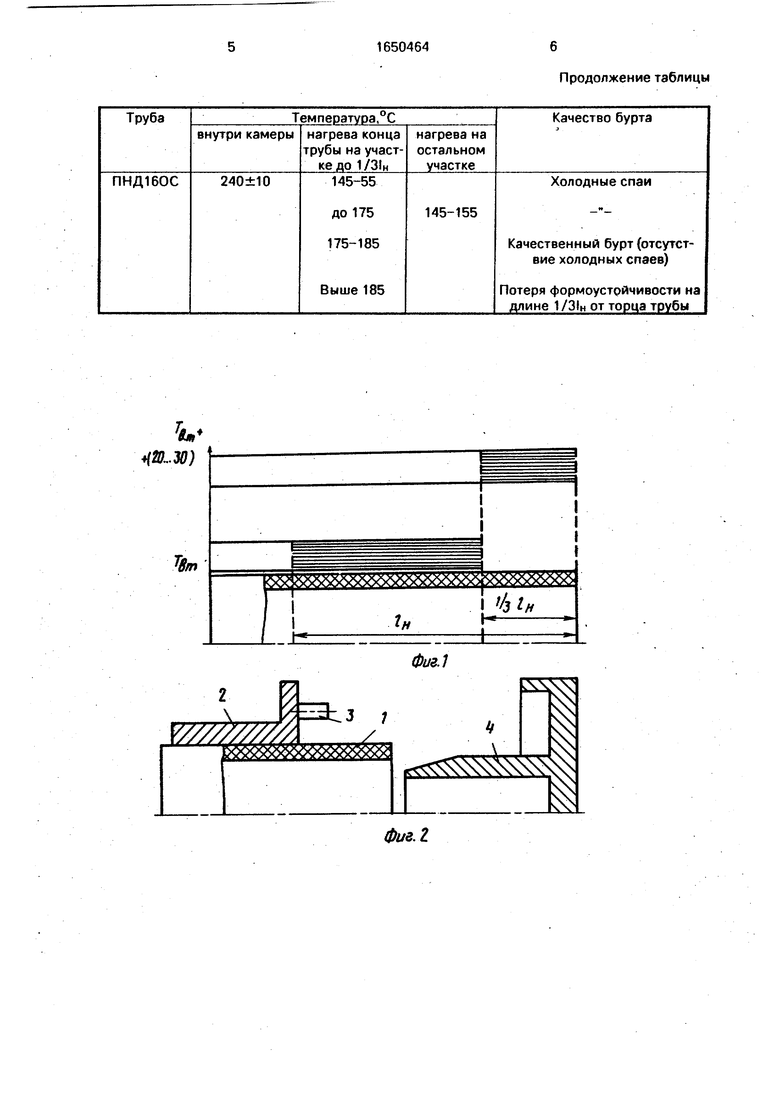
На фиг.1 изображено распределение температуры по длине нагреваемого участка трубы; на фиг.2 и 3 - этапы осуществления способа.
Способ формования бурта на трубах из термопластичных материалов заключается в следующем.
Одним из предлагаемых методов (в две стадии или в секционной камере) производят разогрев конца трубы на участке длиной до 1/3 1Н (длины нагреваемого конца трубы) от торца до 20-30°С выше температуры вязкотекучего состояния, а остальной участок
нагреваемого конца трубы разогревают до температуры вязкотекучего состояния.
Нагретый конец трубы 1 выводят из нагревательной камеры и закрепляют в матрице 2 с цилиндрическими знаками 3 для формования отверстий под болты. Пуансон 4 при этом отведен в крайнее правое положение (фиг.2).
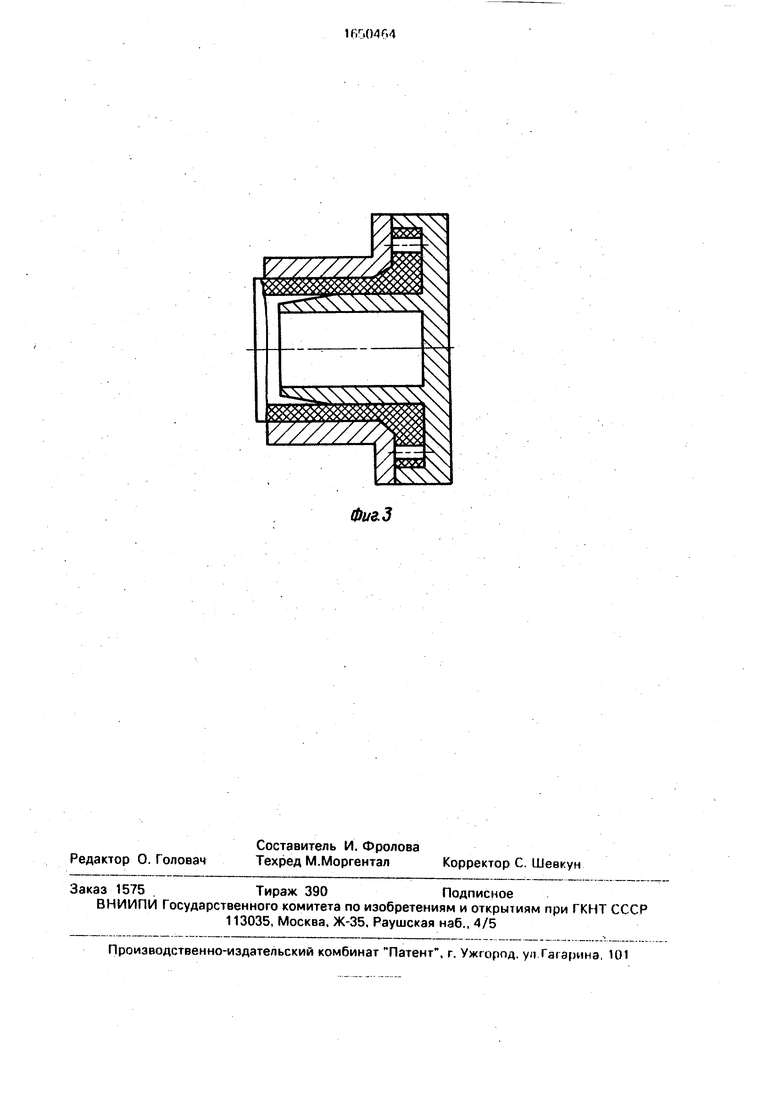
После закрепления трубы в матрице в разогретый конец трубы вводится пуансон. Ввод пуансона осуществляют до замыкания с матрицей (фиг.З). Одновременно с формованием бурта происходит формование отверстий под болты с помощью цилиндрических знаков 3, расположенных на торцовой поверхности матрицы.
Пример 1. Проводят формование бурта диаметром 185 мм и толщиной 23 мм на трубе из полипропилена диаметром 110 мм с толщиной стенки 10 мм, (ПП110Т)
О
ел о
-N х
температуры вязкотекучего состояния 170- 180°С. Нагрев осуществляют в нагревательной камере с температурой внутри камеры 280 ± 10°С. В процессе нагрева трубы с помощью двух хромелькапелевых термопар с диаметром спая 0,8 и осциллографа производят регистрацию температуры нагрева на участке до 1/3 н и остальном участке нагреваемого конца трубы. Качественный бурт (отсутствие холодных спаев) получается при условии, что температура на участке длиной до 1/3 1н от торца равна 200-210°С, на остальном участке 170-180°С. Такое распределение температуры по длине нагреваемого конца трубы получено при t 4-5 мин.
П р и м е р 2. Проводят формование бурта диаметром 260 мм и толщиной 25 мм на трубе из полиэтилена низкого давления диаметром 160 мм с толщиной стенки 11 мм (ПНД 160С), температура вязкотекучего состояния 145-155°С. Нагрев осуществляют в нагревательной камере с температурой внутри 240 ± 10°С. Регистрацию температуры нагрева трубы производят аналогично примеру 1. Качественный бурт (отсутствие холодных спаев) для данной трубы получается при условии, что температура на участке длиной до 1/31Н от торца равна 175-185°С, а на остальном участке 145-155°С, Такое распределение температуры по длине нагреваемого конца трубы получено при t 4,5-5 мин.
В таблице приведена зависимость качества получаемых буртов от распределения температуры нагрева конца трубы.
Предварительный подогрев участка трубы на длине до 1 /3 н в течение 4-5 мин для полипропиленовых труб и 4,5-5 мин для полиэтиленовых труб, что соответствует времени t(0,4-0,5)b, обеспечивает необходимое для получения качественного бурта распределение температуры по длине
0
5
нагреваемого участка трубы. При меньшем времени холодные спаи в бурте не устраняются, а более длительное время t 0,5b приводит к перегреву конца трубы и потере его формоустойчивости.
Формула изобретения 1. Способ формования бурта на трубах из термопластичных полимерных материалов, при котором производят разогрев в нагревательной камере конца трубы до температуры вязкотекучего состояния на длине
, 1t,.KH(Dg-d2)
IH - I ,u N от- ,
DS-d
где К - коэффициент запаса, равный 1,1-1,2;
Н - толщина бурта, мм;
Об - диаметр бурта, мм;
d - внутренний диаметр трубы, мм;
1Н - длина нагреваемого участка конца трубы;
DH - наружный диаметр трубы, мм, закрепление конца трубы в матрице и фор- мование разогретого конца трубы введением пуансона до замыкания с матрицей с последующим охлаждением, отличающийся тем, что, целью устранения холодных спаев в бурте, участок трубы на длине до 1 /31н от торца дополнительно разогревают до температуры на 20-30°С выше температуры вязкотекучего состояния.
2. Способ по п.1,отличающийся тем, что предварительно разогревают в нагревательной камере участок трубы, равный до 1 /3tH в течение времени, которое составляет 0,5-0,4 мин, на 1 мм толщины стенки трубы, а затем нагревают трубу на всей длине IH до достижения вязкотекучего состояния на остальном участке нагреваемого конца трубы.
Продолжение таблицы

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации труб из термопластов | 1987 |
|
SU1497031A1 |
| Форма для формования листовых термопластичных заготовок | 1984 |
|
SU1281434A1 |
| Устройство для формирования трубчатого изделия из полимерного материала | 1979 |
|
SU861074A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТЕРМОПЛАСТИЧНЫХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ТРУБ | 2009 |
|
RU2417884C2 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 2019 |
|
RU2717271C1 |
| Способ формования армированной отбортовки | 1973 |
|
SU483272A1 |
| Устройство для изготовления утолщений на концах термопластичных труб | 1987 |
|
SU1645171A1 |
| СПОСОБ ФОРМОВАНИЯ ОТБОРТОВКИ НА КОНЦЕ ТРУБЫ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1972 |
|
SU420472A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ СО СФЕРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1992 |
|
RU2039017C1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
Изобретение относится к способу формования бурта на конце трубы из термопластичного полимерного материала. Цель изобретения - устранение холодных спаев в бурте. Для достижения цели изобретения осуществляют нагрев формуемого конца трубы на участке до 1 /31Н до температуры на 20-30°С выше температуры вязкотекучего состояния материала трубы, а остальной участок формуемого конца трубы нагревают до вязкотекучего состояния. Нагрев может быть осуществлен в две стадии: вначале разогревают в камере участок трубы до 1 в течение времени t (0,4-0,5)5, мин. где b - толщина стенки трубы, мм, а затем нагревают трубу по всей длине до достижения вязкотекучего состояния на остальном участке нагреваемого конца трубы. 1 з.п. ф-лы, З ил., 1 табл. w Ё
Фиг.1
Фиг.З
| Шестопал А,Н | |||
| и др | |||
| Проектирование, строительство и эксплуатация трубопроводов из полимерных материалов.- М.: Строй- издат, 1985, с | |||
| Аппарат для передачи изображений на расстояние | 1920 |
|
SU171A1 |
