Изобретение относится к измерению температуры, в частности к термопарам для измерения температуры высокотемпературных объектов в металлургической, химической промышленностях и других отраслях народного хозяйства.
Известна термопара, в которой рабочий спай образован путем простого связывания концов термоэлектродов в узел.
Наиболее близким по технической сущности к предлагаемому техническому решению является термопара, у которой конец одного термоэлектрода выполнен в виде овального крючка, установленного в защитном корпусе враспор. а спай образован на середине дуги этого крючка.
Недостатком указанной термопары является низкая надежность ее работы, так как при уменьшении диаметра термоэлектродов из благородных металлов или термоэлектродов из тугоплавких металлов и их сплавов прочность сварного соединения неудовлетворительна.
Цель изобретения - повышение надежности термопары..
Указанная цель достигается тем, что термопара, содержащая защитный корпус с размещенным в нем термоэлёктродами. конец одного из которых выполнен в виде крючка, установленного в корпусе враспор, и сварен с концом другого термоэлектрода в точке на дуге крючка, конец другого термоэлектрода также выполнен в виде крючка, установленного в корпусе враспор встречно с концом первого термоэлектрода и приваренного к этому электроду во второй точке на дуге его крючка, при этом концы термоэлектродов переплетены между собой.
Сопоставительный анализ предлагаемого технического решения с прототипом показывает, что предлагаемая термопара имеет рабочий спай, образованный сваркой в двух точках переплетения крючков термоэлектродов. Места сварки находятся в изотермической зоне, так как расстояние между точками сварки незначительное.
(Л
С
N ю
со о vi vj
Сравнение предлагаемого технического решения с другими известными техническими решениями в данной области техники не позволило выявить в них признаки, отличающие его от прототипа.
Наличие кривизны и переплетения крючков разгружает зону сварки за счет работы основного металла, компенсирует силу отрыва, появляющуюся при деформации соединения, уменьшает концентрации напряжений в зоне термического влияния. При работе в условиях вибрации самопроизвольному разрушению рабочего спая препятствует также переплетение крючков термоэлектродов, что обеспечивает повышение надежности работы. Рабочий спай, образованный двумя сварными точками, обладает дополнительными положительными свойствами. Например, разрушение одной сварной точки за счет исходной дефектной структуры материала термоэлектродов не приведет к потере работоспособности термопары, а значит, существенно улучшит работоспособность термопары. Кроме того, наличие двух крючков со сварными точками приводит к полному уравновешиванию термических напряжений.
На фиг.1 изображен рабочий спай термопары, где 1.2 - термоэлектроды, 3 и 4 - рабочий спай, Д- шаг между точками контактирования, I- расстояние между вершинами крючков.
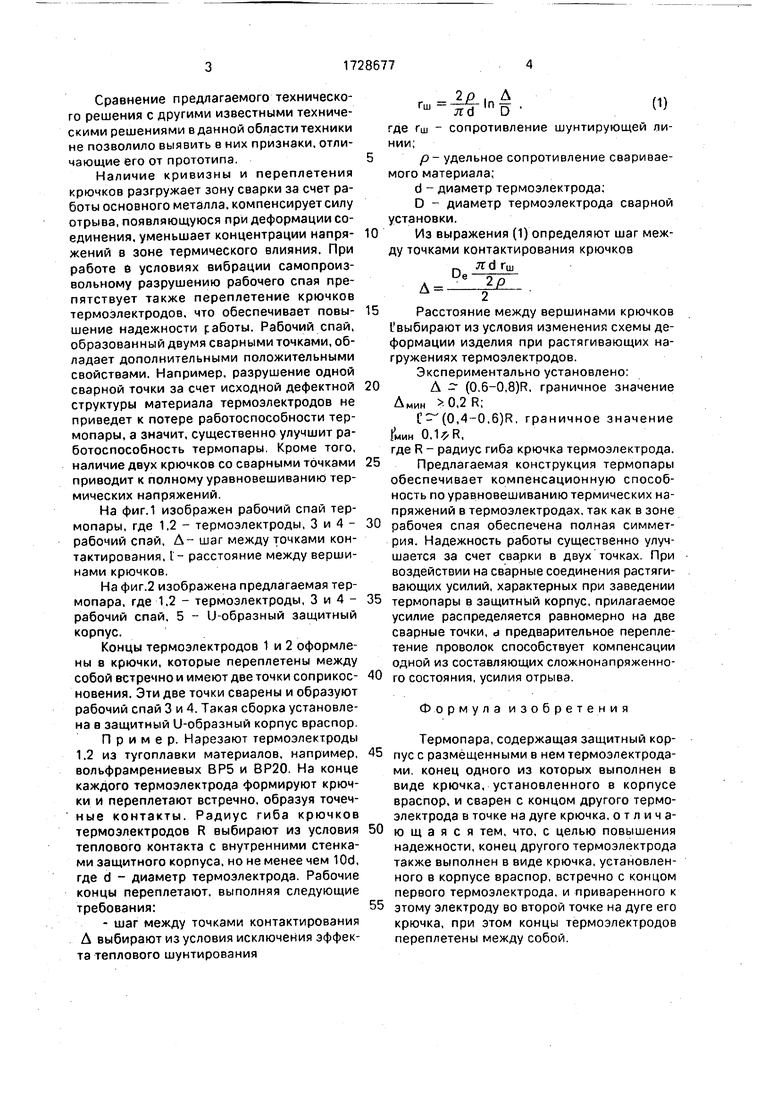
На фиг.2 изображена предлагаемая термопара, где 1,2 - термоэлектроды, 3 и 4 - рабочий спай. 5 - U-образный защитный корпус.
Концы термоэлектродов 1 и 2 оформлены в крючки, которые переплетены между собой встречно и имеют две точки соприкосновения. Эти две точки сварены и образуют рабочий спай 3 и 4. Такая сборка установлена в защитный U-образный корпус враспор.
Пример. Нарезают термоэлектроды 1.2 из тугоплавки материалов, например, вольфрамрениевых ВР5 и ВР20. На конце каждого термоэлектрода формируют крючки и переплетают встречно, образуя точеч- ные контакты. Радиус гиба крючков термоэлектродов R выбирают из условия теплового контакта с внутренними стенками защитного корпуса, но не менее чем 10d, где d - диаметр термоэлектрода. Рабочие концы переплетают, выполняя следующие требования:
- шаг между точками контактирования Д выбирают из условия исключения эффекта теплового шунтирования
Гш
2р , Д
-ЈL. | п -
(1)
ttd D
где гш сопротивление шунтирующей линии;
р- удельное сопротивление свариваемого материала;
d - диаметр термоэлектрода; D - диаметр термоэлектрода сварной установки.
Из выражения (1) определяют шаг между точками контактирования крючков яд гш
De
Д
IIP
Расстояние между вершинами крючков 1 выбирают из условия изменения схемы деформации изделия при растягивающих на- гружениях термоэлектродов.
Экспериментально установлено:
Д (0.6-0,8)R. граничное значение
,2Р;
С- (0,4-0,6)R, граничное значение fM4H 0,1 R, где R - радиус гиба крючка термоэлектрода.
Предлагаемая конструкция термопары
обеспечивает компенсационную способность по уравновешиванию термических напряжений в термоэлектродах, так как в зоне
рабочея спая обеспечена полная симметрия. Надежность работы существенно улучшается за счет сварки в двух точках. При воздействии на сварные соединения растягивающих усилий, характерных при заведении
термопары в защитный корпус, прилагаемое усилие распределяется равномерно на две сварные точки, d предварительное переплетение проволок способствует компенсации одной из составляющих сложнонапряженного состояния, усилия отрыва.
Формула изобретения
Термопара, содержащая защитный корпус с размещенными в нем термоэлектродами, конец одного из которых выполнен в виде крючка, установленного в корпусе враспор, и сварен с концом другого термоэлектрода в точке на дуге крючка, о т л и ч аю щ а я с я тем, что, с целью повышения надежности, конец другого термоэлектрода также выполнен в виде крючка, установленного в корпусе враспор, встречно с концом первого термоэлектрода, и приваренного к
этому электроду во второй точке на дуге его крючка, при этом концы термоэлектродов переплетены между собой.
Фиг.1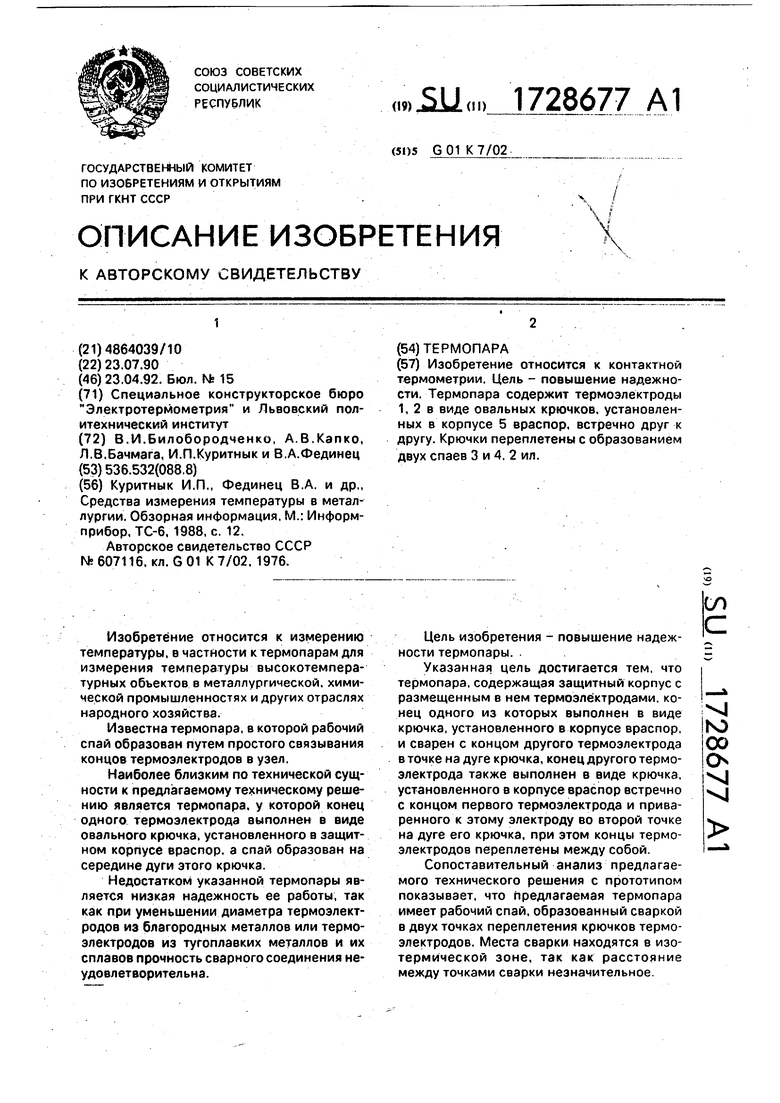
| название | год | авторы | номер документа |
|---|---|---|---|
| Термопара | 1976 |
|
SU607116A1 |
| Способ изготовления высокотемпературной термопары | 1990 |
|
SU1812447A1 |
| Способ изготовления горячего спая термопары | 1986 |
|
SU1362954A1 |
| Способ изготовления горячего спая кабельной термопары | 1988 |
|
SU1624277A1 |
| Способ изготовления горячего спая кабельной термопары | 1986 |
|
SU1420390A1 |
| Способ изготовления горячего спая термопары | 1985 |
|
SU1278619A1 |
| Способ изготовления термопар | 1989 |
|
SU1688131A1 |
| Способ изготовления высокотемпературной термопары | 1989 |
|
SU1647282A1 |
| Способ изготовления горячего спаяТЕРМОпАРы | 1978 |
|
SU838411A1 |
| Способ изготовления горячего спая термопары | 1984 |
|
SU1236331A1 |
Изобретение относится к контактной термометрии. Цель - повышение надежности. Термопара содержит термоэлёктроды 1, 2 в виде овальных крючков, установленных в корпусе 5 враспор, встречно друг к другу. Крючки переплетены с образованием двух спаев 3 и 4. 2 ил.
| Куритнык И.П., Фединец В.А | |||
| и др,, Средства измерения температуры в металлургии | |||
| Обзорная информация, М.: Информ- прибор, ТС-6, 1988, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Термопара | 1976 |
|
SU607116A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
