Изобретение относится к технологическому оборудованию для обработки электромонтажных проводов и может быть использовано в электротехнической промышленности.
Целью изобретения является устранение указанных недостатков, а именно - расширение технологических возможностей за счет расширения диапазона длин обрабатываемых проводов.
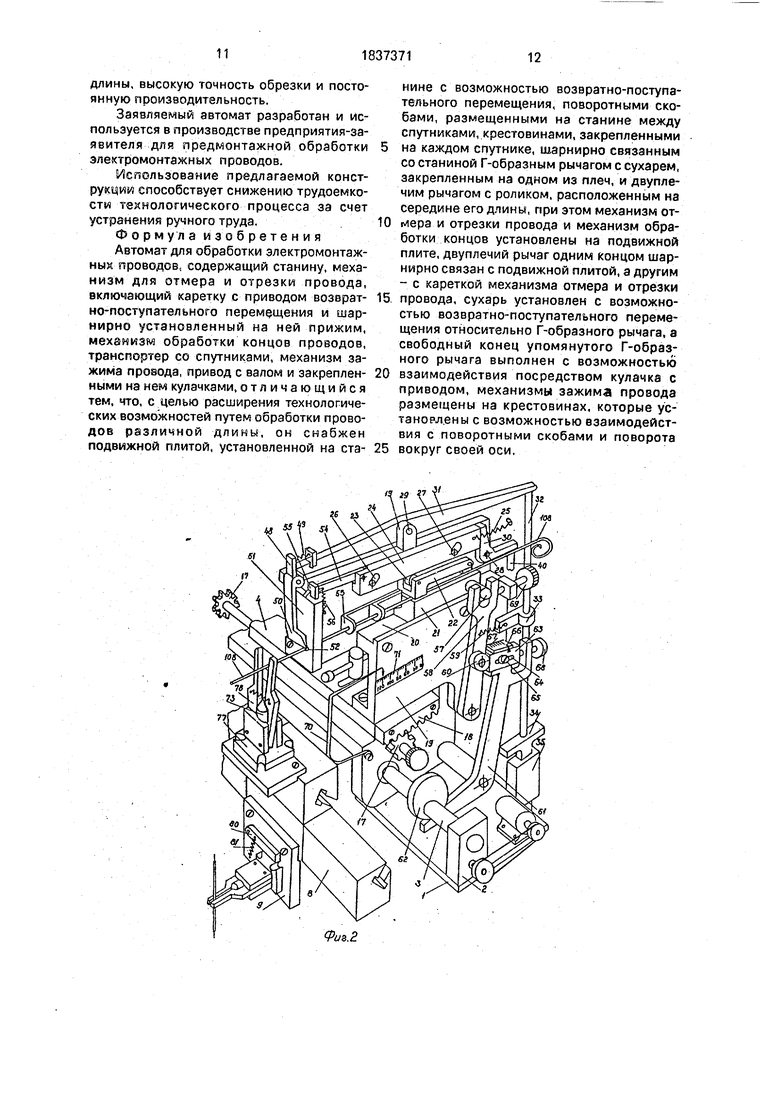
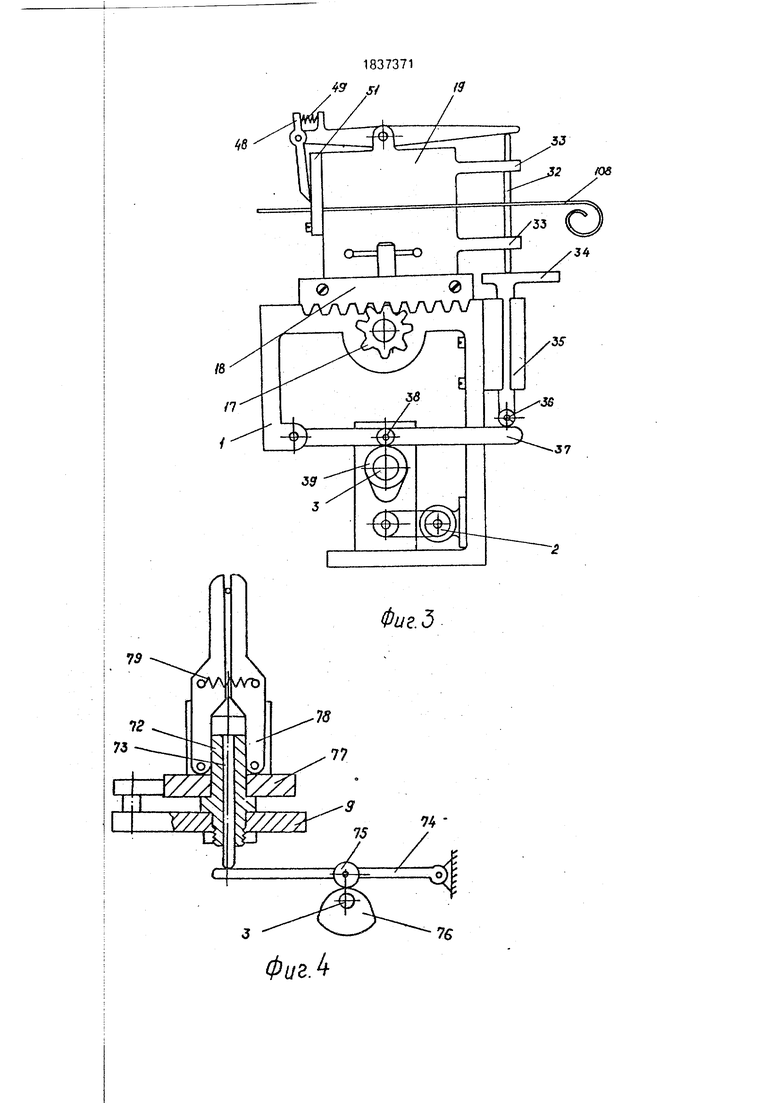
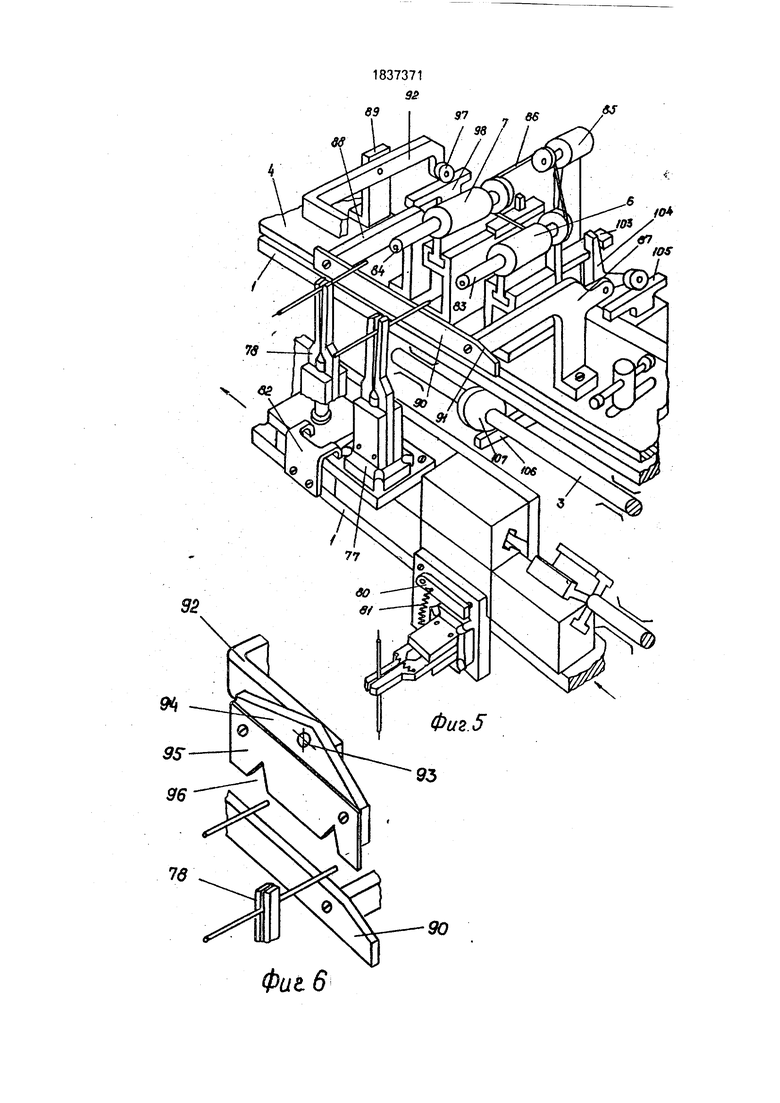
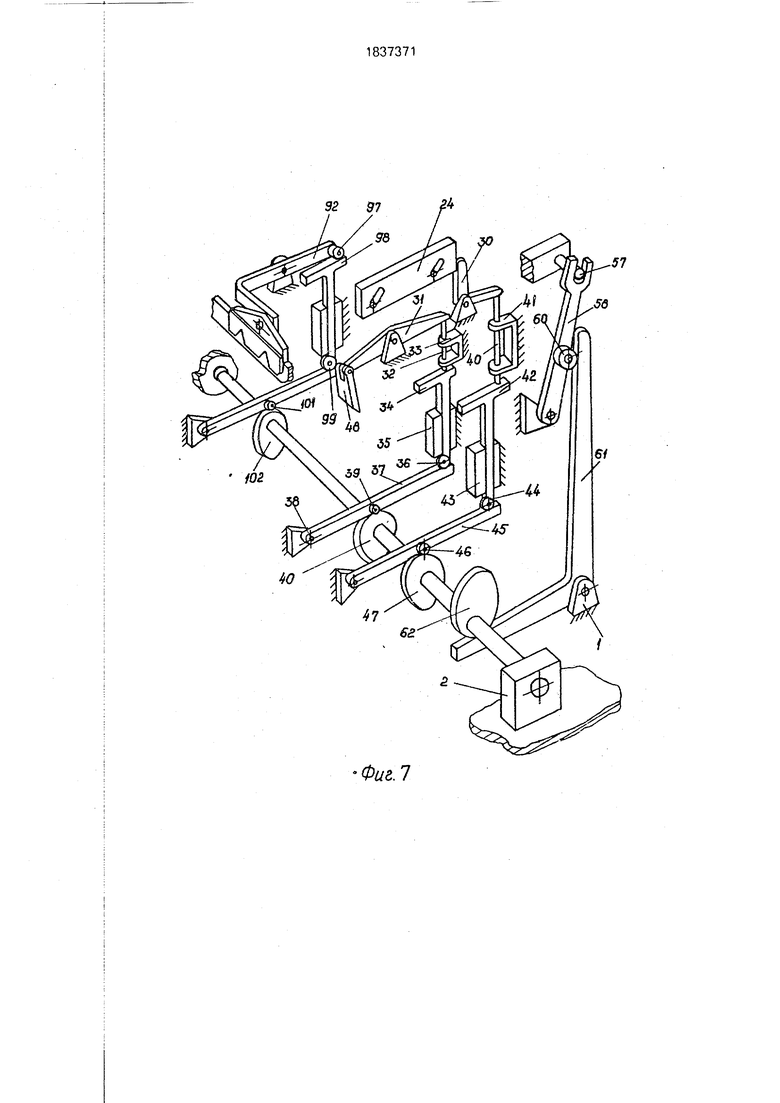
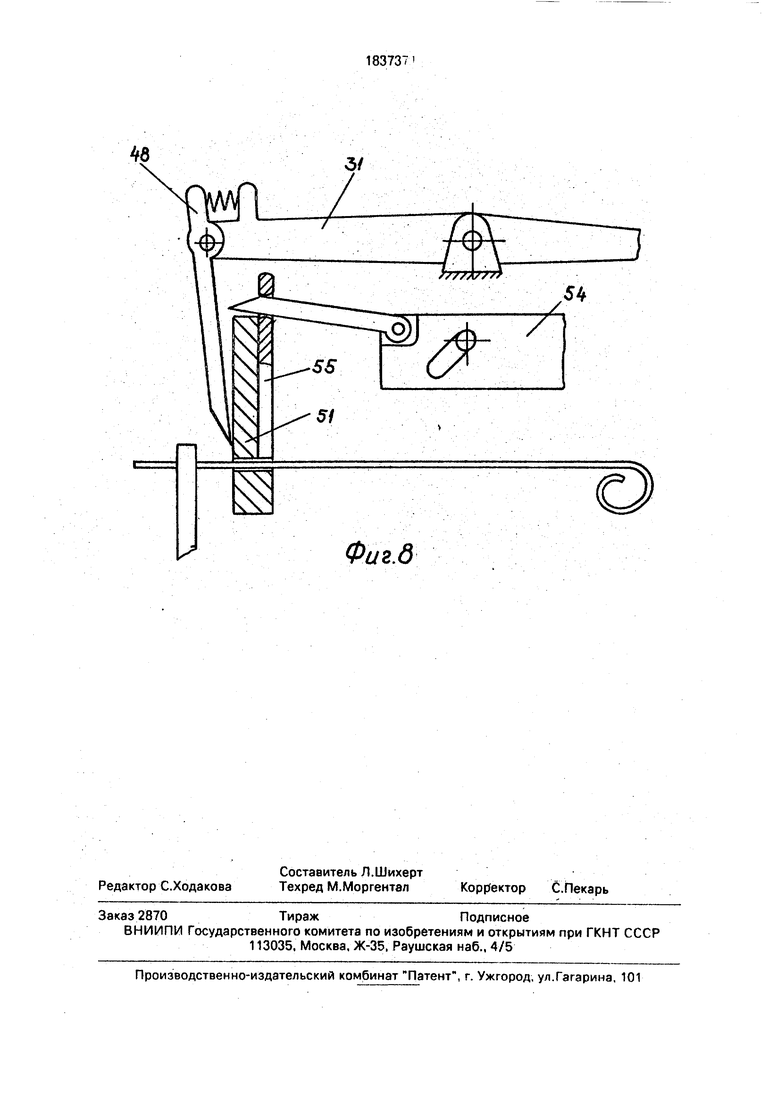
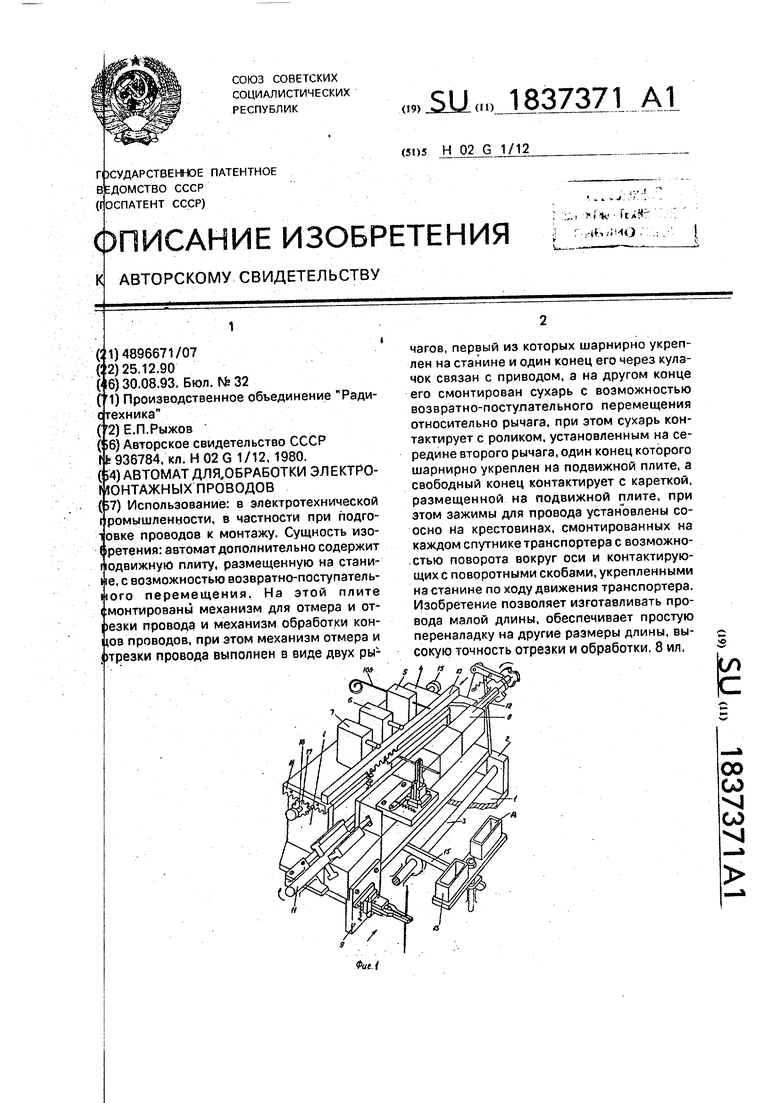
На фиг. 1 показан общий вид автомата (в аксонометрии); на фиг.2 - показан механизм для отмера и отрезки провода (в аксонометрии); на фиг.З - механизм для отмера и отрезки провода, поперечное сечение; на фиг.4 показано поворотно зажимное устройство, поперечное сечение; на фиг.5 - механизм для снятия изоляции с концов провода и транспортер со спутниками, на которых установлены поворотно-зажимные устройства (в аксонометрии); на фиг.6 - коромысло с пластиной-ловителем (в аксонометрии); на фиг,7 показан приводной механизм автомата (в аксонометрии); на фиг.8 показаны неподвижный и подвижный ножи, поперечное сечение.
Автомат содержит станину 1, на которой смонтированы привод 2 с кулачковым валом 3 и подвижная плита 4, на которой смонтированы механизм 5 для отмера и отрезки провода и механизмы 6 и 7 для снятия изоляции с обоих концов отрезков провода. Также на станине 1 установлен транспортер, выполненный в виде шагового конвейера из спутников 8, на каждом из которых укреплена платформа 9 с поворотно-зажимным устройством, Помимо этого на станине 1 размещен механизм 10 для горизонтального перемещения транспортера и механизмы 11 и 12 для поворота спутников 8, а также ванночки 13 и 14 для флюсования и обслуживания концов отрезков провода и механизм 15 для их подъема (см. фиг.1).
Для перемещения подвижной плиты 4 на станине 1 смонтирован вал 16 с двумя шестернями 17, взаимодействующими с двумя зубчатыми рейками 18, установленными с двух сторон плиты 4.
Механизм 5 для отмера и отрезки провода выполнен следующим образом:
на плите 4 укреплена стойка 19с полкой 20, на которой размещена каретка 21с возможностью возвратно-поступательного перемещения вдоль, полки 20 (см, фиг.5).
На каретке 21 одним концом шарнирно укреплен прижим 22, на свободном конце которого установлен ролик 23, контактирующий с прижимной планкой 24, подпружиненной пружиной 25. Эта планка 24 снабжена двумя наклонными пазами 26.,с
0
5
0
5
0
5
0
5
0
5
помощью которых она смонтирована на штырях 27, укрепленных на стойке 19. При этом на стойке 19 установлены оси 28 и 29, на которых соответственно шарнирно смонтированы рычаги 30 и 31. Рычаг 31 одним своим концом контактирует с толкателем 32, проходящем сквозь ушки 33, закрепленные на стойке 19; второй конец толкателя 32 контактируете полкой 34, которая свободно размещена в направляющей 35, закрепленной на стойке 19. На свободном конце полки 34 шарнирно укреплен ролик 36, контактирующий с одним концом рычага 37, второй конец которого шарнирно укреплен на станине 1. На этом же рычаге 37 шарнирно укреплен ролик 38, взаимодействующий с кулачком 39, размещенном на валу 3 (см. фиг.З и 7).
Подпружиненная планка 24 одним своим концом контактирует с одним плечом рычага 30, а второе плечо рычага 30 взаимодействует с толкателем 40, проходящем сквозь ушки 41, укрепленные на стойке 19. Второй конец толкателя 40 контактирует с полкой 42, свободно размещенной в направляющей 43, закрепленной на стойке 19. На свободном конце полки 42 шарнирно укреплен ролик 44, контактирующий с одним концом рычага 45, второй конец которого шарнирно укреплен на станине 1, На этом же рычаге 45 шарнирно укреплен ролик 46, взаимодействующий с кулачком 47, размещенным на валу 3 {см. фиг.7).
На втором конце рычага 31 (см, фиг,2) шарнирно укреплен одним концом нож 48, подпружиненный пружиной 4Q. Острый рабочий конец 50 ножа 48 контактирует с плоскостью неподвижного ножа 51, установленного на плите 4 и снабженного отверстием 52.
На боковой поверхности каретки 21 выполнен вырез, в котором свободно размещены стабилизаторы 53, выполненные в виде Г-образных пластин и снабженных отверстием в отогнутой части.
На свободном конце планки 24 шарнирно укреплен одним своим концом клин 54, контактирующий с зажимом 55, установленном на неподвижном ноже 51 и подпружиненном пружиной 56.
На другой боковой стороне каретки 21 укреплен штырь 57, контактирующий со свободным-концом двуплечего рычага 58, выполненного в виде вилки и подпружиненного пружиной 59. Другим концом рычаг 58 шарнирно укреплен на стойке 19. Точно по середине двуплечего рычага 58 смонтирован ролик 60, взаимодействующий с одним концом Г-образного рычага 61, шарнирно укрепленного на стаине 1, А второй конец Г-обазного рычага 61 онтактирует с кулачком 62, размещенном а валу 3. На конце рычага 61, контактиру- щим с роликом 60, смонтирован сухарь 63 пазом 64, в котором размещен фиксирую- 5 ;ий винт 65. На сухаре 63 укреплен и укэза- ель 66, контактирующий со шкалой 67, внесенной на торец Г-образного рычага 1. При этом сухарь 63 контактирует с регу- йрующим винтом 68, укрепленном на ры- 10 are 6.1, а конец рычага 58 контактирует с порным винтом 69, смонтированном на тойке 19.
На станине 1 укреплен указатель 70, заимодействующий со шкалой 71, укреп- 15 енной на стойке 19.
Поворотно-зажимные устройства для ажима и поворота отрезков провода смон-« ированы на каждом спутнике 8 шагового онвейера и содержат платформу 9, на кото- 20 ой укреплена пустотелая ось 72, в которой становлен клин 73, с возможностью воз- ратно-поступательного перемещения в ре- ультате взаимодействия клина 73 с ычагом 74, а ролика 75 с роликом 76, раз- 25 ещенном на валу 3 (см. фиг.4 и 5). При этом а оси 72 смонтирована крестовина 77, на оторой укреплены клещевидные захваты 8, подпружиненные пружиной 79 и контак- ирующие с клином 73. На платформе 9 шар- 30 ирно укреплен одним концом фиксатор 80, одпружиненный пружиной 81. другой ко- ец которого контактирует с крестовиной 7. При этом для поворота крестовин 77 на танине 1 укреплены поворотные скобы 82 35. м..фиг.5).
Механизм для снятия изоляции с конов отрезков провода и подкруткой жил ровода смонтирован на плите 4 и содержит орпуса 6 и 7 с установленными в них за- 40 ватными устройствами 83 и 84 и привод 85, ообщающий захватным устройствам 83 и 4 вращательное и возвратно-поступатель- ое движение через ременную передачу 86. ри этом на плите 4 укреплены стойки 87, 45 8 и 89 (см. фиг.5).
На стойках 87 и 88 укреплена нижняя рижимная планка 90 со скосом .., а на тойке 89 рычаг 92, на которой на оси 93 монтировано коромысло 94 с укрепленной 50 а ней пластиной-ловителем 95, снабжен- ой вырезами 96 (см. фиг.6). На втором кон- е рычага 92 смонтирован ролик 97, оторый через полку 98, ролик 99. рычаг 100. олик 101 и кулачок 102, вал 3 связан с 55 риводом 2 (см. фиг.7).
Корпуса 6 и 7 с захватными устройства- и 83 и 84 укреплены на каретке 103. уста- овленной на плите 4, с возможностью озвратно-ооступательного перемещения
вдоль нее. Каретка 80 одним концом контактирует с рычагом 104, шарнирно укрепленном на стойке 87; второй конец которого взаимодействует с толкателем 105. А второй конец толкателя взаимодействуете рычагом 106, который контактирует с кулачком 107 на валу 3 (см. фиг.5).
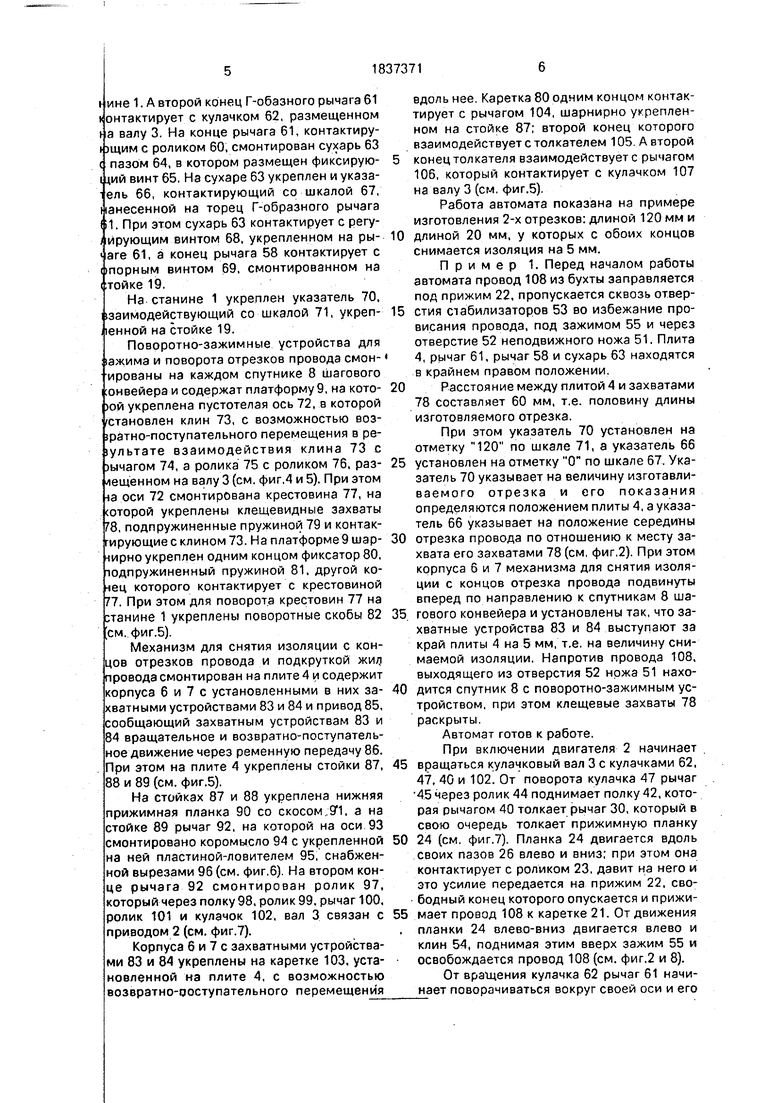
Работа автомата показана на примере изготовления 2-х отрезков: длиной 120 мм и длиной 20 мм, у которых с обоих концов снимается изоляция на 5 мм.
Пример 1. Перед началом работы автомата провод 108 из бухты заправляется под прижим 22, пропускается сквозь отверстия стабилизаторов 53 во избежание провисания провода, под зажимом 55 и через отверстие 52 неподвижного ножа 51. Плита 4, рычаг 61, рычаг 58 и сухарь 63 находятся в крайнем правом положении.
Расстояние между плитой 4 и захватами 78 составляет 60 мм, т.е. половину длины изготовляемого отрезка.
При этом указатель 70 установлен на отметку 120 по шкале 71, а указатель 66 установлен на отметку О по шкале 67, Указатель 70 указывает на величину изготавливаемого отрезка и его показания определяются положением плиты 4, а указатель 66 указывает на положение середины отрезка провода по отношению к месту захвата его захватами 78 (см, фиг,2). При этом корпуса 6 и 7 механизма для снятия изоляции с концов отрезка провода подвинуты вперед по направлению к спутникам 8 шагового конвейера и установлены так, что захватные устройства 83 и 84 выступают за край плиты 4 на 5 мм, т.е. на величину снимаемой изоляции. Напротив провода 108, выходящего из отверстия 52 ножа 51 находится спутник 8 с поворотно-зажимным устройством, при этом клещевые захваты 78 раскрыты.
Автомат готов к работе.
При включении двигателя 2 начинает вращаться кулачковый вал 3 с кулачками 62, 47, 40 и 102. От поворота кулачка 47 рычаг 45 через ролик 44 поднимает полку 42, которая рычагом 40 толкает рычаг 30, который в свою очередь толкает прижимную планку 24 (см. фиг.7). Планка 24 двигается вдоль своих пазов 26 влево и вниз; при этом она контактирует с роликом 23, давит на него и это усилие передается на прижим 22, свободный конец которого опускается и прижимает провод 108 к каретке 21. От движения планки 24 влево-вниз двигается влево и клин 54, поднимая этим вверх зажим 55 и освобождается провод 108 (см. фиг.2 и 8).
От вращения кулачка 62 рычаг 61 начинает поворачиваться вокруг своей оси и его
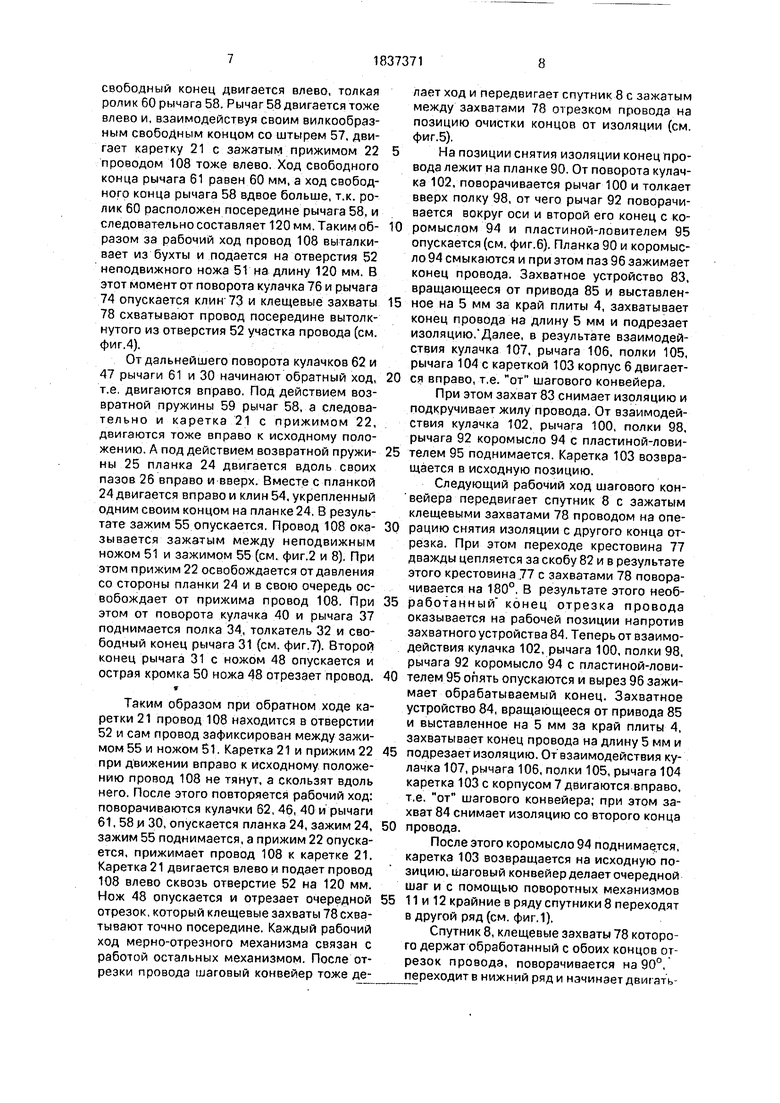
свободный конец двигается влево, толкая ролик 60 рычага 58. Рычаг 58 двигается тоже влево и, взаимодействуя своим вилкообразным свободным концом со штырем 57, двигает каретку 21 с зажатым прижимом 22 проводом 108 тоже влево. Ход свободного конца рычага 61 равен 60 мм, а ход свободного конца рычага 58 вдвое больше, т.к. ролик 60 расположен посередине рычага 58, и следовательно составляет 120 мм. Таким образом за рабочий ход провод 108 выталкивает из бухты и подается на отверстия 52 неподвижного ножа 51 на длину 120 мм. В этот момент от поворота кулачка 76 и рычага 74 опускается клин 73 и клещевые захваты 78 схватывают провод посередине вытолкнутого из отверстия 52 участка провода (см. фиг.4).
От дальнейшего поворота кулачков 62 и 47 рычаги 61 и 30 начинают обратный ход, т.е. двигаются вправо. Под действием возвратной пружины 59 рычаг 58, а следовательно и каретка 21 с прижимом 22, двигаются тоже вправо к исходному положению. А под действием возвратной пружины 25 планка 24 двигается вдоль своих пазов 26 вправо и вверх. Вместе с планкой 24 двигается вправо и клин 54, укрепленный одним своим концом на планке 24, В результате зажим 55 опускается. Провод 108 оказывается зажатым между неподвижным ножом 51 и зажимом 55 (см. фиг.2 и 8). При этом прижим 22 освобождается от давления со стороны планки 24 и в свою очередь освобождает от прижима провод 108. При этом от поворота кулачка 40 и рычага 37 поднимается полка 34, толкатель 32 и свободный конец рычага 31 (см. фиг.7). Второй конец рычага 31 с ножом 48 опускается и острая кромка 50 ножа 48 отрезает провод.
V
Таким образом при обратном ходе каретки 21 провод 108 находится в отверстии 52 и сам провод зафиксирован между зажимом 55 и ножом 51. Каретка 21 и прижим 22 при движении вправо к исходному положению провод 108 не тянут, а скользят вдоль него. После этого повторяется рабочий ход: поворачиваются кулачки 62, 46, 40 и рычаги 61, 58 и 30, опускается планка 24, зажим 24, зажим 55 поднимается, а прижим 22 опускается, прижимает провод 108 к каретке 21. Каретка 21 двигается влево и подает провод 108 влево сквозь отверстие 52 на 120 мм. Нож 48 опускается и отрезает очередной отрезок, который клещевые захваты 78 схватывают точно посередине, Каждый рабочий ход мерно-отрезного механизма связан с работой остальных механизмом. После отрезки провода шаговый конвейер тоже делает ход и передвигает спутник 8 с зажатым между захватами 78 отрезком провода на позицию очистки концов от изоляции (см. фиг. 5).
На позиции снятия изоляции конец провода лежит на планке 90. От поворота кулачка 102, поворачивается рычаг 100 и толкает вверх полку 98, от чего рычаг 92 поворачивается вокруг оси и второй его конец с ко0 ромыслом 94 и пластиной-ловителем 95 опускается (см. фиг.6). Планка 90 и коромысло 94 смыкаются и при этом паз 96 зажимает конец провода. Захватное устройство 83, вращающееся от привода 85 и выставлен5 ное на 5 мм за край плиты 4, захватывает конец провода на длину 5 мм и подрезает изоляцию. Далее, в результате взаимодействия кулачка 107, рычага 106. полки 105, рычага 104 с кареткой 103 корпус 6двигает0 ся вправо, т.е. от шагового конвейера.
При этом захват 83 снимает изоляцию и подкручивает жилу провода. От взаимодействия кулачка 102, рычага 100, полки 98, рычага 92 коромысло 94 с пластиной-лови5 телем 95 поднимается. Каретка 103 возвращается в исходную позицию.
Следующий рабочий ход шагового кон вейера передвигает спутник 8 с зажатым
клещевыми захватами 78 проводом на опе0 рацию снятия изоляции с другого конца отрезка. При этом переходе крестовина 77 дважды цепляется за скобу 82 и в результате этого крестовина 77 с захватами 78 поворачивается на 180°. В результате этого необ5 работанный конец отрезка провода оказывается на рабочей позиции напротив захватного устройства 84. Теперь от взаимодействия кулачка 102, рычага 100, полки 98, рычага 92 коромысло 94 с пластиной-лови0 телем 95 опять опускаются и вырез 96 зажимает обрабатываемый конец. Захватное устройство 84, вращающееся от привода 85 и выставленное на 5 мм за край плиты 4, захватывает конец провода на длину 5 мм и
5 подрезает изоляцию. От взаимодействия кулачка 107, рычага 106, полки 105, рычага 104 каретка 103 с корпусом 7 двигаются вправо, т.е. от шагового конвейера; при этом захват 84 снимает изоляцию со второго конца
0 провода.
После этого коромысло 94 поднимается, каретка 103 возвращается на исходную позицию, шаговый конвейер делает очередной шаг и с помощью поворотных механизмов
5 11 и 12 крайние в ряду спутники 8 переходят в другой ряд (см. фиг.1).
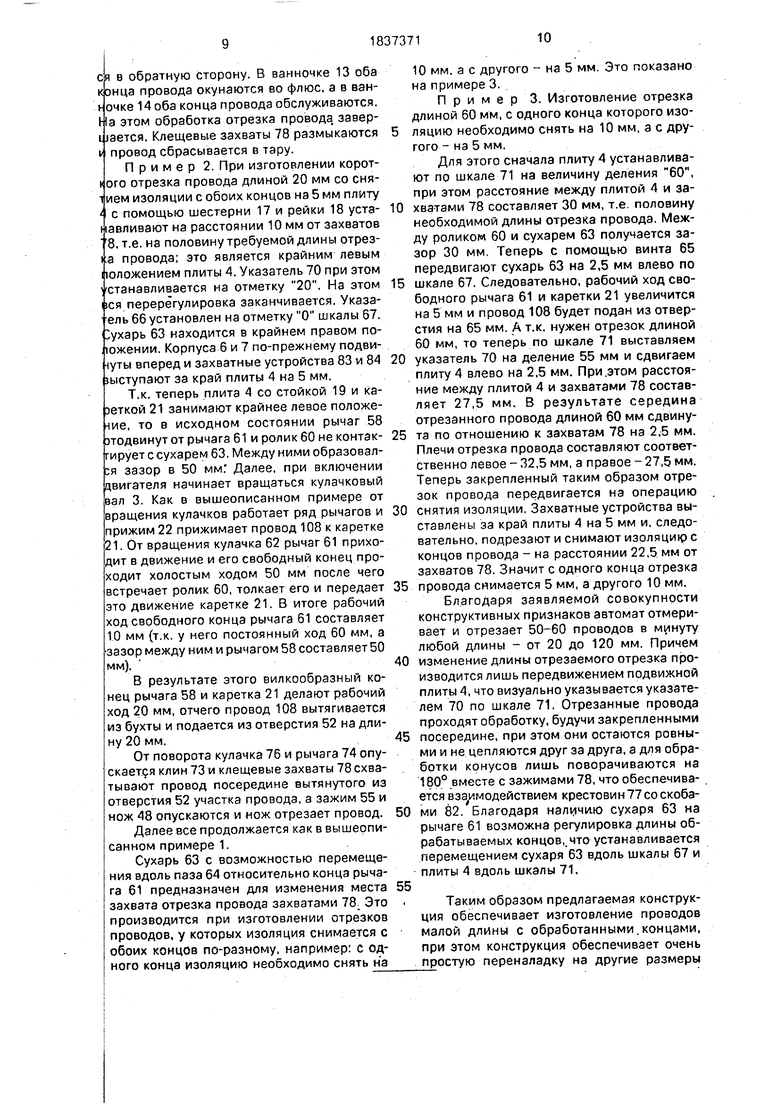
Спутник 8, клещевые захваты 78 которого держат обработанный с обоих концов отрезок провода, поворачивается на 90°, переходит в нижний ряд и начинает двигатья в обратную сторону. В ванночке 13 оба онца провода окунаются во флюс, а в ван- очке 14 оба конца провода обслуживаются, а этом обработка отрезка провода заверяется. Клещевые захваты 78 размыкаются провод сбрасывается в тару.
Пример 2. При изготовлении корот- ого отрезка провода длиной 20 мм со сня- ием изоляции с обоих концов на 5 мм плиту с помощью шестерни 17 и рейки 18 уста- авливают на расстоянии 10 мм от захватов 8, т.е. на половину требуемой длины отрез- провода; это является крайним левым сложением плиты 4. Указатель 70 при этом станавливается на отметку 20. На этом ся перерегулировка заканчивается. Указа- ель 66 установлен на отметку О шкалы 67, ухарь 63 находится в крайнем правом по- ожении. Корпуса 6 и 7 по-прежнему подви- уты вперед и захватные устройства 83 и 84 ыступают за край плиты 4 на 5 мм,
Т.к. теперь плита 4 со стойкой 19 и ка- еткой 21 занимают крайнее левое положе- ие, то в исходном состоянии рычаг 58 тодвинутот рычага 61 и ролик 60 не контак- ирует с сухарем 63. Между ними образовал- я зазор в 50 мм. Далее, при включении вигателя начинает вращаться кулачковый ал 3. Как в вышеописанном примере от ращения кулачков работает ряд рычагов и (прижим 22 прижимает провод 108 к каретке 1. От вращения кулачка 62 рычаг 61 приходит в движение и его свободный конец проходит холостым ходом 50 мм после чего встречает ролик 60, толкает его и передает это движение каретке 21. В итоге рабочий ход свободного конца рычага 61 составляет 1.0 мм (т.к. у него постоянный ход 60 мм, а зазор между ним и рычагом 58 составляет 50 мм).
В результате этого вилкообразный конец рычага 58 и каретка 21 делают рабочий ход 20 мм, отчего провод 108 вытягивается из бухты и подается из отверстия 52 на длину 20 мм.
От поворота кулачка 76 и рычага 74 опускается клин 73 и клещевые захваты 78 схватывают провод посередине вытянутого из отверстия 52 участка провода, а зажим 55 и нож 48 опускаются и нож отрезает провод. Далее все продолжается как в вышеописанном примере 1.
Сухарь 63 с возможностью перемещения вдоль паза 64 относительно конца рычага 61 предназначен для изменения места захвата отрезка провода захватами 78. Это производится при изготовлении отрезков проводов, у которых изоляция снимается с обоих концов по-разному, например: с одного конца изоляцию необходимо снять на
10 мм. а с другого - на 5 мм. Это показано на примере 3.
П р и м е р 3. Изготовление отрезка длиной 60 мм, с одного конца которого изо- 5 ляцию необходимо снять на 10 мм, а с другого - на 5 мм.
Для этого сначала плиту 4 устанавливают по шкале 71 на величину деления 60, при этом расстояние между плитой 4 и за0 хватами 78 составляет 30 мм, т.е. половину необходимой длины отрезка провода. Между роликом 60 и сухарем 63 получается зазор 30 мм. Теперь с помощью винта 65 передвигают сухарь 63 на 2,5 мм влево по
5 шкале 67. Следовательно, рабочий ход свободного рычага 61 и каретки 21 увеличится на 5 мм и провод 108 будет подан из отверстия на 65 мм. А т.к. нужен отрезок длиной 60 мм, то теперь по шкале 71 выставляем
0 указатель 70 на деление 55 мм и сдвигаем плиту 4 влево на 2,5 мм. При .этом расстояние между плитой 4 и захватами 78 составляет 27,5 мм. В результате середина отрезанного провода длиной 60 мм сдвину5 та по отношению к захватам 78 на 2,5 мм. Плечи отрезка провода составляют соответственно левое - 32,5 мм, а правое - 27,5 мм. Теперь закрепленный таким образом отрезок провода передвигается на операцию
0 снятия изоляции. Захватные устройства выставлены за край плиты 4 на 5 мм и, следовательно, подрезают и снимают изоляцию с концов провода - на расстоянии 22,5 мм от захватов 78. Значит с одного конца отрезка
5 провода снимается 5 мм, а другого 10 мм.
Благодаря заявляемой совокупности конструктивных признаков автомат отмеривает и отрезает 50-60 проводов в минуту любой длины - от 20 до 120 мм. Причем
0 изменение длины отрезаемого отрезка производится лишь передвижением подвижной плиты 4, что визуально указывается указателем 70 по шкале 71. Отрезанные провода проходят обработку, будучи закрепленными
5 посередине, при этом они остаются ровными и не цепляются друг за друга, а для обработки конусов лишь поворачиваются на 180° вместе с зажимами 78, что обеспечивается взаимодействием крестовин 77 со скоба0 ми 82. Благодаря наличию сухаря 63 на рычаге 61 возможна регулировка длины обрабатываемых концов, что устанавливается перемещением сухаря 63 вдоль шкалы 67 и плиты 4 вдоль шкалы 71.
5
Таким образом предлагаемая конструкция обеспечивает изготовление проводов малой длины с обработанными.концами, при этом конструкция обеспечивает очень простую переналадку на другие размеры
длины, высокую точность обрезки и постоянную производительность.
Заявляемый автомат разработан и используется в производстве предприятия-заявителя для предмонтажной обработки электромонтажных проводов.
Использование предлагаемой конструкции способствует снижению трудоемкости технологического процесса за счет устранения ручного труда.
Форму л а изоб ре тен и я
Автомат для обработки электромонтажных проводов, содержащий станину, механизм для отмерз и отрезки провода, включающий каретку с приводом возврат- но-поступательного перемещения и шар- нирно установленный на ней прижим, механизм обработки концов проводов, транспортер со спутниками, механизм зажима провода, привод с валом и закреплен- ными на нем кулачками, отличаю щи и с я тем, что, с целью расширения технологических возможностей путем обработки проводов различной длины, он снабжен подвижной плитой, установленной на ста-
нине с возможностью возвратно-поступательного перемещения, поворотными скобами, размещенными на станине между спутниками, крестовинами, закрепленными на каждом спутнике, шарнирно связанным со станиной Г-образным рычагом с сухарем, закрепленным на одном из плеч, и двуплечим рычагом с роликом, расположенным на середине его длины, при этом механизм от- мера и отрезки провода и механизм обработки концов установлены на подвижной плите, двуплечий рычаг одним концом шарнирно связан с подвижной плитой, а другим - с кареткой механизма отмерз и отрезки провода, сухарь установлен с возможностью возвратно-поступательного перемещения относительно Г-образного рычага, а свободный конец упомянутого Г-образного рычага выполнен с возможностью взаимодействия посредством кулачка с приводом, механизмы зажима провода размещены на крестовинах, которые уста ноздены с возможностью взаимодействия с поворотными скобами и поворота вокруг своей оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Автомат для навивки пружин | 1975 |
|
SU599896A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| Автомат для обработки электромонтажных проводов | 1977 |
|
SU936784A1 |
| Автомат для обработки электромонтажных проводов | 1984 |
|
SU1292089A1 |
| Устройство для резки монтажного провода на мерные заготовки | 1989 |
|
SU1675013A1 |
| Автомат для подготовки электрических проводов к монтажу | 1986 |
|
SU1464232A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Устройство для обработки печатного материала | 1976 |
|
SU664553A3 |
«
5S
Фи&.г
ФигЛ
76
7в
Фиг. 6
w
90
32 97
40
Фиг. 7
Фиг.д
