Изобретение относится к изготовлению плечевых накладок из нетканого материала методом иглопрокалывания и может найти применение в швейной и трикотажной отраслях легкой промышленности.
Известна плечевая накладка, состоящая из пакета слоев нетканого материала, скрепленных методом иглопрокалывания, причем накладка содержит зоны с различной поверхностной плотностью, размещен- ные с увеличением числа проколов от середины накладки к краям.
Недостатком известной плечевой накладки является размещение зон иглопрокалывания по всей площади накладки, что уменьшает ее объемность.
Наиболее близкой, по технической сущности к предлагаемой является плечевая на- кладка, состоящая из пакета слоев нетканого материала, соединенных между
собой путем иглопрокалывания с зональной плотностью от 14 до 57 проколов на 1 см2 в направлении от середины накладки к краям.
Недостатком прототипа является неудовлетворительное качество соединения накладки, так как ее края содержат различную плотность проколов и в местах с наименьшей плотностью проколов образуется слабое соединение слоев пакета. Кроме того, иглопрокалывание охватывает всю площадь плечевой накладки, за счет чего уменьшается ее объемность.
Целью изобретения является повышение качества плечевой накладки для одежды.
Поставленная цель достигается тем, что плечевая накладка для одежды в виде пакета из наложенных друг на друга слоев нетканого материала, скрепленных между собой иглопрокалыванием, точки скрепления ко-ч ю чэ
4 Ю ГО
торой распределены по зонам от середины к краям для формирования различной поверхностной плотности, содержит слои нетканого материала, сформированные дугообразными концентрическими среза- ми, при этом их основания лежат на одной линии, а каждый последующий слой выступает по отношению к предыдущему, причем максимальный объем пакета плечевой накладки представляет собой зону с радиусом 0,5-0,6 длины плечевого среза и отстоит от среза на 0,35-0,4 этой величины и расположен в центральной части накладки, а поверхностная плотность зон, расположенных в виде выступов по концентрическим дугам, растет по мере увеличения радиуса дуги и составляет от 15-18 до 30-35 точек скрепления пакета на 1 см2.
В отличие от плечевой накладки, взятой в качестве прототипа, у которой границы зон различной плотности расположены параллельно относительно друг друга, в предлагаемой плечевой накладке границы зон с различной плотностью располагаются по радиусам концентрических дуг, совпадаю- щих с расположением и количеством слоев в пакете, что обеспечивает сглаживание выступов слоев в пакете. Кроме того, зона, содержащая максимальное количество точек соединения пакета на 1 см2, при таком расположении приходится на периферийную часть плечевой накладки, что обеспечивает надежное скрепление слоев в пакете.
Объемность в плечевой накладке обеспечивается за счет получения зоны плечево- го среза накладки, образованной радиусом 0,5-0,6 длины этого среза с центром окружности, отстоящим от среза на 0,35-0,4 этой величины в центральной части, которая остается свободной от иглопробивного воз- действия. Остальные зоны содержат уплотнения по концентрическим дугам, которые возраста ют по мере увеличения радиуса этих дуг, что обеспечивает постепенное сглаживание толщины накладки, начиная от первоначального объема пакета, сходящего на нет.
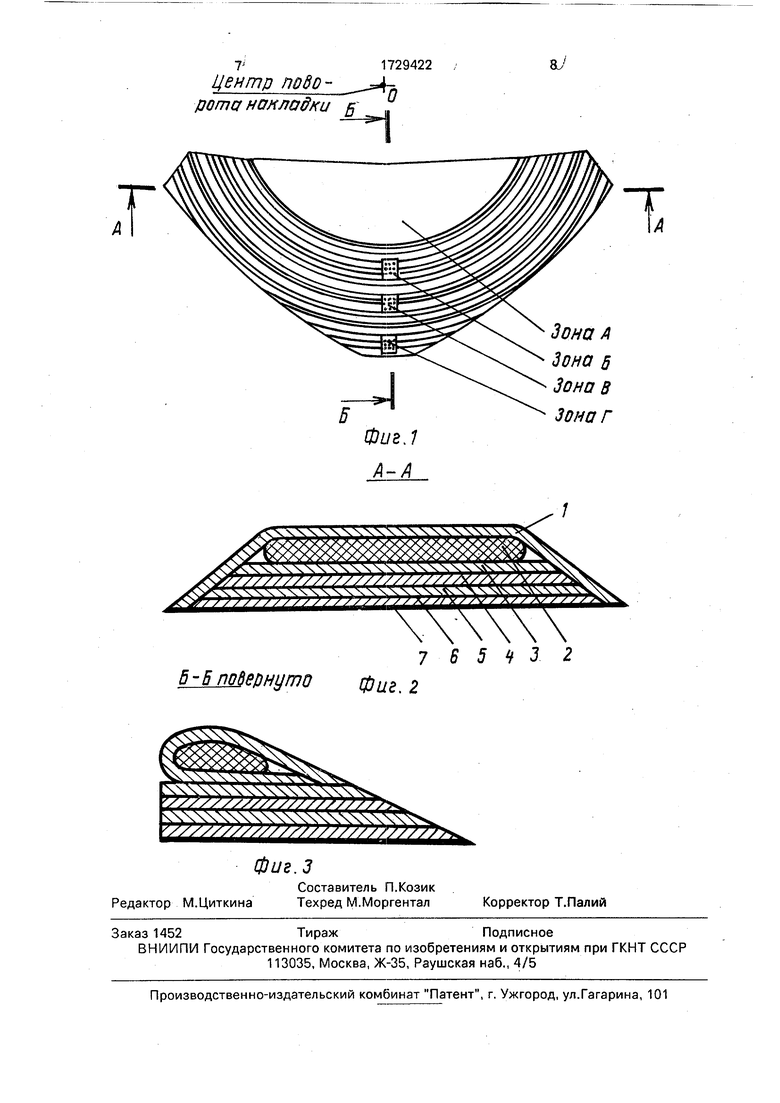
На фиг. 1 изображена плечевая накладка с размещенными на ней зонами, содержащими точки соединения; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Плечевая накладка содержит 7 слоев; 1, 3, 4, 5, 6 - ватин иглопробивной и прошивной; 2 - поролон (или любой упругий эле- мент в виде валика); 7 - флизелин.
Пример. Пакет плечевой накладки набирали из 7 слоев и прижимали прижимным приспособлением, захватывающим зону плечевого среза. Затем путем поворота
прижимного приспособления вокруг его центра с шагом 2-3 мм постепенно пакет вводили под иглопробивную машину ИМ- 041 фирмы Мистра и проводили иглопро- бивание набранного пакета. В результате была получена плечевая накладка, содержащая точки скрепления, распределенные по следующим зонам:
зона А (фиг. 1) не содержала ни одного прокола и поэтому сохранила свои первоначальные свойства, т.е. пышность, хороший внешний вид;
зона Б содержала 15-18 точек соединения и характеризовалась плавностью перехода по нисходящей;
зона В также содержала 15-18 точек соединения и составляла дальнейший переход по нисходящей за счет уменьшения количества слоев материала.
зона Г содержала 30-35 точек соединения.
Анализ полученной плечевой накладки показал, что по сравнению с существующими прокладками, которые содержат зоны скрепления слоев пакета по всей поверхности накладки, что делает их спрессованными, содержащими ступеньки переходов от одного слоя к другому, предлагаемая прокладка обладает пышностью, упругостью, что придает плечевому швейному изделию лучшую посадку на фигуре человека, а значит и улучшает качество швейного изделия в целом.
С целью экспериментальной проверки были изготовлены пять плечевых накладок, содержащих зоны, свободные от иглопробивного воздействия, образованные различными радиусами.
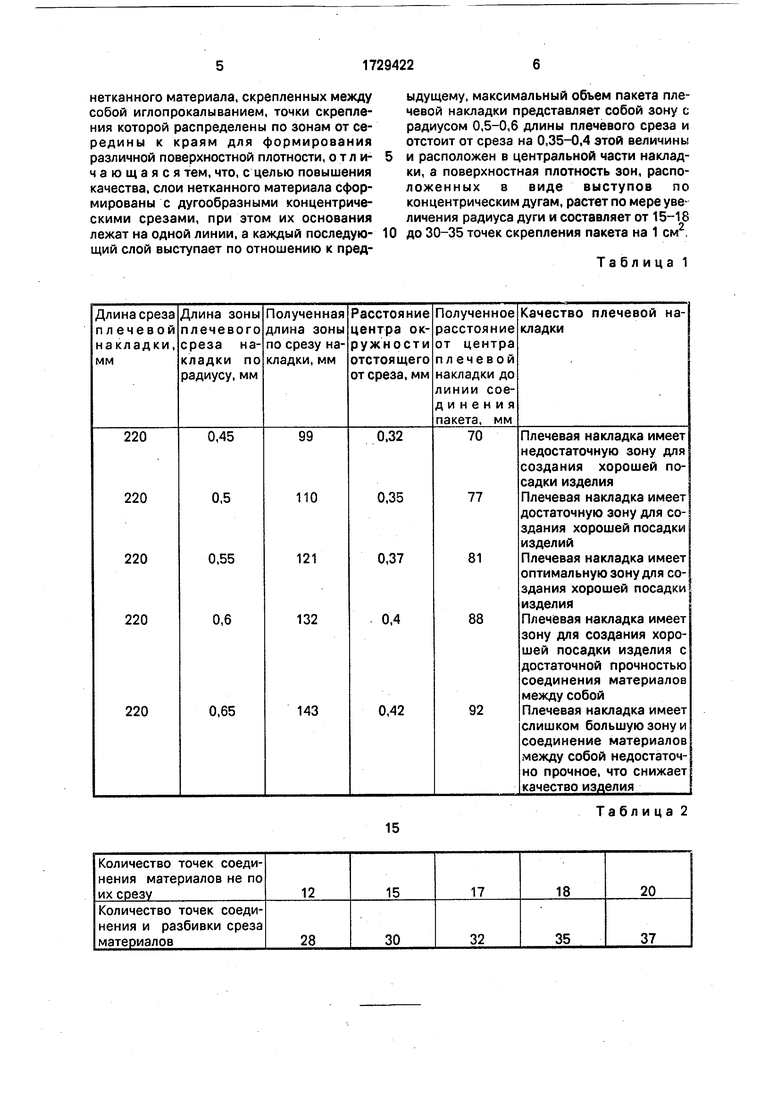
Было выявлено влияние величины зоны плечевого среза на качество плечевой накладки, результаты представлены в табл. 1.
Из таблицы видно, для изготовления качественной плечевой накладки, имеющей зону, образованную из материалов в свободном состоянии без соединения между собой в центральной ее части, необходимы следующие параметры: длина ее по линии среза в центральной части накладки должна составлять 0,5-0,6 длины всего ее среза, глубина зоны должна быть получена радиусом центра поворота плечевой накладки, находящегося на расстоянии 0,35-0,4 длины всего среза накладки от центральной ее зоны.
Влияние количества проколов на качество плечевой накладки представлено в табл. 2.
Формула изобретения
Плечевая накладка для одежды в виде пакета из наложенных друг на друга слоев
нетканного материала, скрепленных между собой иглопрокалыванием, точки скрепления которой распределены по зонам от се- редины к краям для формирования различной поверхностной плотности, отличающаяся тем, что, с целью повышения качества, слои нетканного материала сформированы с дугообразными концентрическими срезами, при этом их основания лежат на одной линии, а каждый последующий слой выступает по отношению к пред0
ыдущему, максимальный объем пакета плечевой накладки представляет собой зону с радиусом 0,5-0,6 длины плечевого среза и отстоит от среза на 0,35-0,4 этой величины и расположен в центральной части накладки, а поверхностная плотность зон, распо- ложенных в виде выступов по концентрическим дугам, растет по мере увеличения радиуса дуги и составляет от 15-18 до 30-35 точек скрепления пакета на 1 см2,
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Плечевая накладка для одежды | 1989 |
|
SU1621844A1 |
| Способ формования плечевого участка швейного изделия | 1989 |
|
SU1729421A1 |
| Нетканый волокнистый материал для плечевых накладок | 1981 |
|
SU1097734A1 |
| НЕТКАНЫЙ МАТЕРИАЛ | 1993 |
|
RU2074913C1 |
| Способ изготовления нетканого материала | 1990 |
|
SU1770478A1 |
| НЕТКАНЫЙ ИГЛОПРОБИВНОЙ МАТЕРИАЛ | 2007 |
|
RU2357028C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНОГО НЕТКАНОГО МАТЕРИАЛА | 1992 |
|
RU2036993C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО НЕТКАНОГО МАТЕРИАЛА | 2015 |
|
RU2593143C1 |
| Способ изготовления нетканой основы теплозвукоизоляционного линолеума | 1988 |
|
SU1606554A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО НЕТКАНОГО МАТЕРИАЛА | 2015 |
|
RU2594451C1 |
Использование: в швейной промышленности. Сущность изобретения: слои нетканого материала сформированы с дугообразными концентрическими срезами, их основания лежат на одной линии. Каждый последующий слой выступает по отношению к предыдущему. Максимальный объем пакета плечевой накладки представляет собой зону с радиусом 0,5-0,6 длины плечевого среза, отстоит от среза на 0,35-0,4 этой величины и расположен в центральной части накладки. Поверхностная плотность зон, расположенных в виде выступов по концентрическим дугам, растет и составляет от 15- 18 до 30-35 точек скрепления пакета на 1 см . 3 ил., 2 табл.
Таблица 2
рота накладки $
.
XXX XX/,
ххххх.
i/e.J
Составитель П.Козик Редактор М.ЦиткинаТехред М.Моргентал
/У////х
Корректор Т.Палий
| Способ изготовления подплечиков для швейных изделий | 1976 |
|
SU565959A1 |
| Механический грохот | 1922 |
|
SU41A1 |
