Изобретение относится к обработке металлов давлением, в частности к производству высокопрочных спиральношовных труб большого диаметра.
Известен способ производства высокопрочных труб большого диаметра. Он включает формовку заготовки, сварку, экспандирование и термическое упрочнение труб. При этом формовку заготовки осуществляют до получения труб с периметром меньше номинального на величину его прироста в результате термического упрочнения труб.
Недостатком данного способа является отсутствие возможности регулировки точности по концам изготовляемых труб в зависимости от химического состава стали и технологических факторов.
Изветно. что даже в пределах одной марки стали из-за допусков по химическому
составу углеродный эквивалент, который рассчитывается по формуле
Мп 6
Qj + Ni 15
С г + Mo + Ј( V + Ti + 1Mb )
сэ с +
+
+
где С, Мп, Сг и другие - массовые доли соответствующих элементов в металле одной плавки, входящих в обозначение марки стали, колеблется в большом интервале значений (0,32-0,46). Так как химический состав стали ответственен за прокаливаемость стали, то величина приращения колеблется также в большом интервале.значений. Кроме химического состава, на величину приращения влияют технологические факторы, такие как скорость охлаждения, вид охлаждения (одностороннее или двустороннее), температурный режим ЗЗКЁЛКИ и отпуска, вид наХ|
ю ю о ел о
грева (участками или по всей длине), температура охлаждающей среды и др.
При этом даже если полностью соблюдены все технологические параметры, за счет установленного технологической инструкцией допустимого диапазона их колебаний, разброса химического состава и других характеристик во всем диапазоне марочного состава при термическом упрочнении в каждый момент времени возможно любое сочетание влияющих на приращения диаметра факторов и, следовательно, любая величина приращения.
Целью изобретения является повышение точности изготовления труб при различ- ных химических составах стали заготовок и температуры термоупрочнения при производстве электросварных труб.
Сущность изобретения заключается в том, что формовку заготовок осуществляют с периметром меньше номинального на величину, определяемую по формуле
Д ,24 (Сэ-0.34)+(10-0.0153 Т0)0.318- 30,24 (Сэ-0.34)5, где ДО - величина прироста диаметра:
Сэ - эквивалент по углероду;
to - температура отпуска.
Способ осуществляют следующим образом.
Рулонная полоса подаётся на линию подготовки кромок к сварке, затем в формовочную клеть стана, где происходит формовка трубы, а затем сварка. Угол формовки выбирают из такого расчета, чтобы диаметр трубы отличался от. номинального на вели- чину ДО, найденную по указанной формуле.
Учитывая затруднения при теоретическом определении прироста прогнозируемой деформации (изменение диаметра). предложена эмпирическая зависимость, которая устанавливает взаимосвязь между приращением диаметра, эквивалентом по углероду и температурой отпуска (т.е. факторами, имеющими наибольшую степень корреляции), а также учитывает суммарное влияние остальных факторов, имеющих меньшую величину корреляции с приращением диаметра.
Формула получена на ЭВМ ЕС 1033 с помощью программы GUBIRA. записанной в библиотеке ВС диска ОРКР с введением алгоритма отсеивания незначительных факторов (уровень достоверности ,01). Корреляционное отношение равно 0.827.
После сварки и резки на мерные длины трубы по транспортному рольгангу подаются на экспандер, а затем на участок термической обработки, или минуя экспандер непосредственно на участок термообработки, где подвергаются нагреву в мнргосекци- онной проходной печи, охлаждению в водяном спрейере. последующему нагреву в отпускной печи и охлаждению в водяном спрейере.
Были проведены сравнительные испы- таноия предложенного и известного способа при производстве спиральношовных труб размером 720x10 мм и 1020x1015 мм из стали марки 17Г1С.
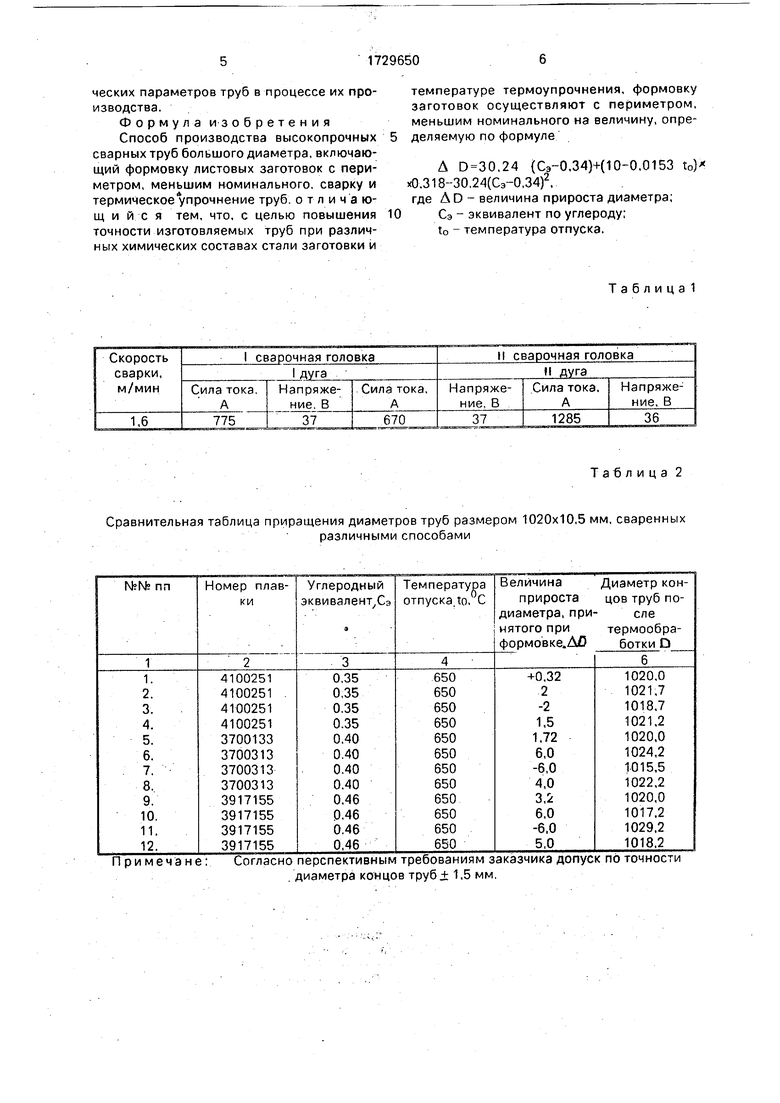
Сварку производили сварочной проволокой Св-0.8 ГА под флюсом АН-60. Режимы сварки представлены в табл.1.
Угол формовки, который определяется диаметром труб ы, изменяли в соответствии с допусками по предлагаемому и известному способам производства труб. Угол формовки рассчитывали по формуле
Sin а. - - 1
ЯОср
где DCp DHap-h;
а - угол формовки:
В - ширина полосы:
Опар наружный диаметр трубы:
h - толщина трубы;
,141596xB1009.5 ° 5133:
а ЗОР541/
В табл.2 приведены результаты замеров диаметра труб, сваренных с различными допусками (ДО), где позиции № 1, 5, 9 - по предложенному способу; позиции № 2, 3, 6, 7,10,11 соответствуют способу с запредельными значениями; позиции № 4, 8, 12 - по известному способу.
Как видно из приведенных данных табл.2, использование найденного соотношения при определении условий формовки с учетом изменения прироста диаметра при термическом упрочнении концов труб по сравнению с известным способом обеспечивает заданнуюточность в широком диапазоне углеродного эквивалента.
. Таким образом, предлагаемый способ обладает широкими технологическими возможностями повышения точности изготовления труб при различных химических составах стали заготовок и температуры термоупрочнения.
Это связано с тем, что изобретение позволяет более точно учесть влияние температуры отпуска, широкий диапазон углеродистого эквивалента всего марочного состава и различные технологические факторы (температура окружающей среды, температура охлаждающей жидкости, скорость охлаждения и др.) на изменение геометрических параметров труб в процессе их производства.
Формула изобретения Способ производства высокопрочных сварных труб большого диаметра, включающий формовку листовых заготовок с периметром, меньшим номинального, сварку и термическое упрочнение труб, отличаю- щ и и с я тем, что, с целью повышения точности изготовляемых труб при различных химических составах стали заготовки и
температуре термоупрочнения, формовку заготовок осуществляют с периметром, меньшим номинального на величину, опре- деляемую по формуле
Д .24 {Сэ-0,34)+(10-0,0153 to)
хО,318-30,24(Сэ-0,34)2. где ДО - величина прироста диаметра; Сэ - эквивалент по углероду; Ь - температура отпуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства высокопрочных сварных труб большого диаметра | 1987 |
|
SU1518044A2 |
| Способ производства труб большого диаметра | 1985 |
|
SU1280033A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ | 2013 |
|
RU2564501C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ СПИРАЛЬНОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2002 |
|
RU2224031C1 |
| ВЫСОКОПРОЧНЫЙ СВАРИВАЕМЫЙ АРМАТУРНЫЙ ПРОФИЛЬ | 2012 |
|
RU2478727C1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ПОЛОСА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2013 |
|
RU2711698C2 |
| Способ производства низколегированного рулонного проката категории прочности С390П | 2021 |
|
RU2781928C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОГО ХЛАДОСТОЙКОГО СВАРИВАЕМОГО ЛИСТОВОГО ПРОКАТА ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2014 |
|
RU2569619C1 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2004 |
|
RU2293620C2 |
| НИЗКОЛЕГИРОВАННАЯ, ПРАКТИЧЕСКИ НЕ СОДЕРЖАЩАЯ БОРА СТАЛЬ | 1998 |
|
RU2215813C2 |
Использование: производство высокопрочных спиральношовных сварных труб большого диаметра. Сущность изобретения: рулонная полоса подается на линию подготовки кромок к сварке, затем - в формовочную клеть, где происходит формовка трубы и сварка. Угол формовки выбирают из такого расчета, чтобы диаметр трубы отличался от номинального на величину D, найденную из формулы:О 30,24 (Сэ-0,(10-0,0153 -to) 0.318-30.24 (Сэ-0,34)2, где Сэ - углеродный эквивалент; to - температура отпуска. После сварки и резки на мерные длины трубы по транспортному рольгангу подаются на экспандер, а затем - на участок термической обработки. 2 табл,
Сравнительная таблица приращения диаметров труб размером 1020x10,5 мм, сваренных
различными способами
Т а б л и ц а 1
Таблица 2
| Способ производства высокопрочных сварных труб большого диаметра | 1973 |
|
SU503609A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
