Изобретение относится к термической обработке изделий, изготовленных из низколегированной конструкционной сталиi в частности электросварных труб большого диаметра.
Целью изобретения является стабилизация диаметра труб и механических свойств металла.
Способ осуществляется следующим образом.
На станах производится формовка трубной заготовки независимо от химического состава металла„ При этом формовку осуществляют до получения труб с периметром меньше номинального на величину его прироста в результате термического упрочнения труб из стали, химический состав ко- торой соответствует средним значения содержания основных легирующих эле ментов. Перед термоупрочнением для каждой плавки определяется химический состав и подсчитывается по известной формуле углеродный эквивалент, по величине которого трубы каждой плавки условно относят к одной из трех групп. После сварки независимо от химического состава стали трубы подвергают нагреву под закалку по одному технологическому режиму. Зная порядок задачи труб, осуществляют регулирование удельного расхода воды в струйном охлаждающем устройстве в зависимости от химического состава металла труб так, чтобы обеспечивалось соотношение закалочных структур к структурно- свободному ферриту как 70-90% к 30-10%. При этом для труб с Э 0,33- 0,36% удельный расход воды устанавливают 9,5-10,5 м /т, для труб с Э 0,37-0,39% удельный расход воды устанавливают 8-9 м /т и для труб с Э 0,40-0,46% удельный расход воды устанавливают 6,5-7,5 . Далее .трубы следуют по обычному технологическому потоку.
Пример, В трубоэлектросва- рочном цехе проводили опытную проверку предложенного способа производства термически упрочненных труб большого диаметра в сравнении с изВ табм 1 представлены результаты замера диаметров труб, изготовленных по известному и предлагаемом Q способам, а в табл. 2 - механически свойства основного металла этих труб Представленные в таблицах резуль таты термической обработки свидетельствуют о преимуществах предловестным способом производства высокопрочных сварных труб большого диа- „женного способа производства труб метра.перед известным: разброс значений
Изготавливали трубы размеромдиаметра и механических характерис1020X10,5 мм из стали 17Г1С трехтик значительно меньше, чем по изплавок в объеме 800 тонн с углерод-вестному способу.
20
25
2
10
15
800332
ным эквивалентом Э, 0,35%, 0,38%, 0,427о. Металл всех трех сплавок перед формовкой трубной заготовки разбивали на две равные части. Первую часть металла формовали в трубную заготовку в соответствии с прототипом следующим образом: металл плавки с Э, 0,35% - на диаметр 1018+ 1,6 мм;металл плавки Э 0,38% - на диаметр 1016,8± i1,6 мм; металл плавки с Э 0,42%- на диаметр 1015±1,6 мм. Вторую часть металла всех трех плавок, как предусматривает предлагаемый способ, формовали в трубную заготовку только на один диаметр, равный 1016,8± 1,6 мм. Тарировка струйного закалочного Устройства (спрейера) с металлографической количественной оценкой структурных составляющих позволила выбрать удельные расходы воды для всех трех плавок, обеспечивающее соотношение закалочных структур к структурно-свободному ферриту как 85-90% к 15-10%. После формовки и сварки трубы подвергали закалке и отпуску в термическом отделении цеха.
Все трубы, изготавливаемые по известному способу подвергали односторонней закалке С температуры 920 С при удельном расходе воды в спрейере 8,5 труб. Трубы, изготавливаемые по предлагаемому спосо- су, подвергали односторонней закалке с температуры 920 с при следующих удельньк расходах воды в спрейере;
- трубы 1-й гр)уппы по углеродно30
35
му эквиваленту Э( 0,35% при удельном расходе воды 10
-трубы 11-группы по углеродному эквиваленту Э 0,38% при удельном расходе воды 8,5 м /т;
-трубы Ill-группы по углеродному эквиваленту Э 0,42% при удельном расходе воды 7 ,
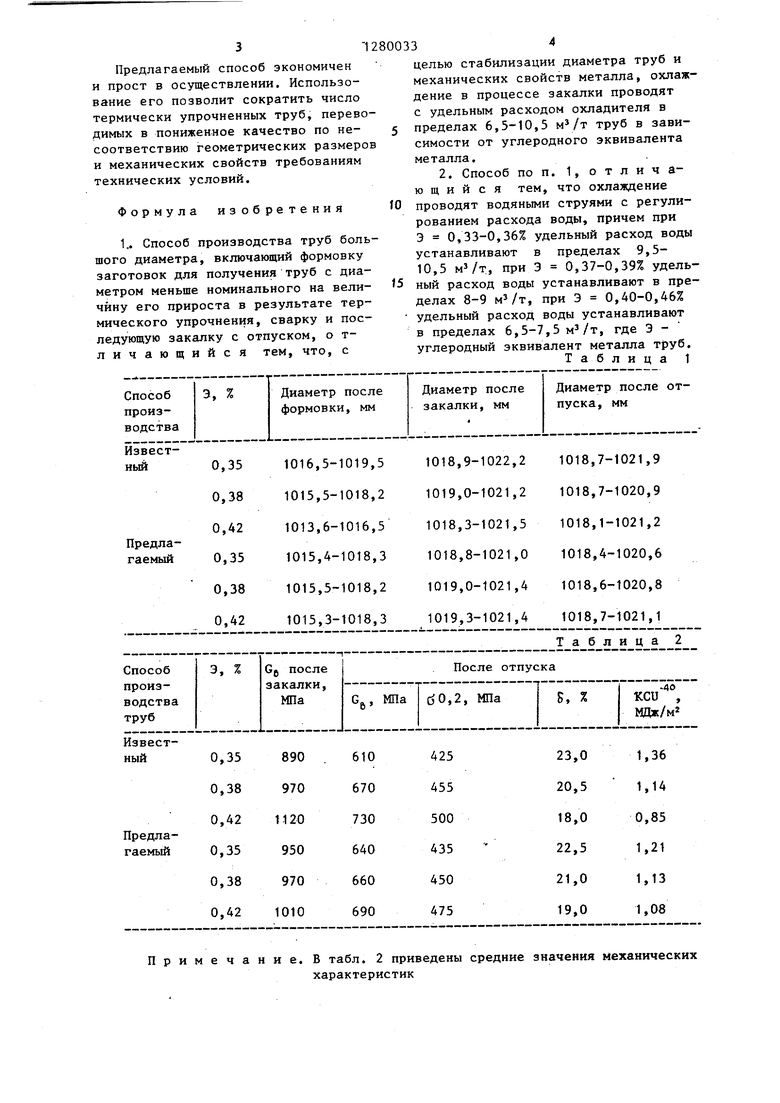
В табм 1 представлены результаты замера диаметров труб, изготовленных по известному и предлагаемому способам, а в табл. 2 - механические свойства основного металла этих труб. Представленные в таблицах результаты термической обработки свидетельствуют о преимуществах предложенного способа производства труб перед известным: разброс значений
3 12800334
Предлагаемый способ экономичен целью стабилизации диаметра труб и
и прост в осуществлении, Использо-механических свойств металла, охлажвание его позволит сократить числодение в процессе закалки проводят
термически упрочненных труб, перево-с удельным расходом охладителя в
димых в пониженное качество по не-5 пределах 6,5-10,5 труб в зави- соответствию геометрических размеров и механических свойств требованиям технических условий.
Формула изобретения
симости от углеродного эквивалента металла.
2. Способ по п. 1, отличающийся тем, что охлаждение 10 проводят водяными струями с регулированием расхода воды, причем при
1.. Способ производства труб боль- Э 0,33-0,36% удельный расход воды шого диаметра, включающий формовку устанавливают в пределах 9,5- заготовок для получения труб с диа- 10,5 , при Э 0,37-0,39% удель- метром меньше номинального на вели- 5 ный расход воды устанавливают в пре- чйну его прироста в результате тер- делах 8-9 м /т, при Э 0,40-0,46% мического упрочнения, сварку и пос- удельный расход воды устанавливают ледующую закалку с отпуском, от- в пределах 6,5-7,5 м /т, где Э - личающийся тем, что, с углеродный эквивалент металла труб.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства высокопрочных сварных труб большого диаметра | 1987 |
|
SU1518044A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1997 |
|
RU2123405C1 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНБ1Х ТРУБ | 1973 |
|
SU369151A1 |
| Способ производства высокопрочных сварных труб большого диаметра | 1990 |
|
SU1729650A1 |
| Способ производства высокопрочных электросварных труб | 1980 |
|
SU969758A1 |
| Способ термической обработки труб | 1981 |
|
SU1044644A1 |
| Устройство для термическогоупРОчНЕНия жЕлЕзНОдОРОжНыХ КОлЕС | 1979 |
|
SU850706A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ТОЛСТОЛИСТОВОГО СТАЛЬНОГО ПРОКАТА НА РЕВЕРСИВНОМ СТАНЕ | 2020 |
|
RU2745831C1 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2001 |
|
RU2221057C2 |
| Способ термической обработки сварных труб большого диаметра | 1969 |
|
SU779419A1 |
Изобретение относится к области термической обработки изделий, изготовленных из низколегированных конструкционных сталей, в частности электросварных труб большого диаметра. Цель изобретения - стабилизация диаметра труб и механических свойств металла. Трубные заготовки формуют до получения труб с периметром меньше номинального на величину его прироста в результате термического упрочнения, сваривают, закаливают и отпускают. При закалке охлаждение осуществляют водяными струями с регулированием расхода воды в зависимости от углеродного эквивалента (Э) металла труб. При Э 0,33-0,36% удельный расход воды устанавливают в пределах 9,5-10,5 . При Э 0,37-0,39% удельный расход воды устанавливают в пределах 8-9 . При Э 0,40-0,46% удельный расход воды устанавливают в пределах 6,5- 7,5 . 1 з.п. ф-лы, 2 табл. с (Q W |С сх оо со
| Способ термической обработки труб | 1981 |
|
SU1044644A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ производства высокопрочных сварных труб большого диаметра | 1973 |
|
SU503609A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
