Изобретение относится к области производства керамических пленок способом литья шликеров на технологическую подложку с последующим разрезанием пленок на плоские заготовки, предназначенные для изготовления многослойных металлокерамических корпусов интегральных схем, используемых в радиоэлектронной промышленности.
Целью изобретения является увеличение производительности, повышение качества получаемых заготовок и уменьшение занимаемой производственной площади.
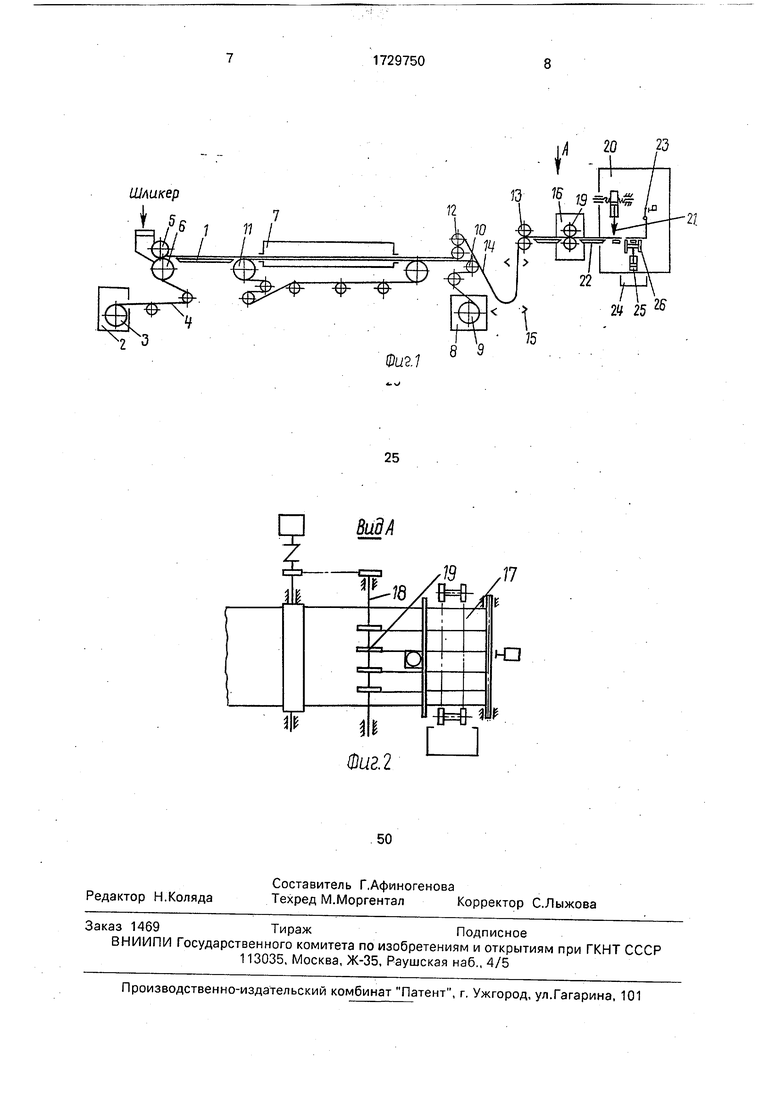
На фиг.1 схематически изображена предлагаемая линия, общий вид; на фиг.2 показан вид по стрелке А на фиг.1.
Линия содержит станину 1, механизм 2 размотки бобины 3 с технологической подложкой 4, литьевое устройство 5 для налива на подложку слоя шликера, литьевой барабан 6, сушильную камеру 7, механизм 8 намотки технологической подложки в рулон 9
с приводным роликом 10, конвейер 11 транспортировки технологической подложки, устройство 12 отделения керамической пленки от технологической подложки, ролики 13 протягивания пленки, компенсационная петля 14, датчики 15 поддержания необходимой длины петли, механизм 16 продольной резки пленки на ряд полос 17, два сопряженных приводных вала 18 с дисковыми ножами 19, механизм 20 поперечной резки полос на заготовки, содержащий отрезной нож 21, разделочный стол 22 и датчик 23 периодического останова движения пленки, приемную тару 24, приемно- опускной транспортер 25 с подвижной кареткой 26.
Линия работает следующим образом. На шпиндель механизма 2 размотки устанавливают бобину 3 с технологической подложкой. Подложка 4 посредством приводного 10 и направляющих роликов перемещается на литьевой барабан 6. Шликер из шликерного бака через литьевую щель, образуемую литьевым барабаном и устройством для налива слоя шликера, выливается на подложку и поступает в сушильную камеру 7. Технологическая подложка с налитым на нее тонким слоем шликера перемещается посредством транспортной ленты конвейера 11. В сушильной камере керамический шликер высыхает, образуя керамическую пленку. Затем устройство 12 отделения полученной пленки от подложки снимает керамическую пленку с технологической подложки, образуя с роликами 13 протягивания пленки и подачи ее к механизму 16 продольной резки компенсационную петлю 14. Необходимая длина петли поддерживается посредством датчиков 15, а для избежания перегиба и излома подаваемой пленки наклонная ветвь компенсационной петли пленки расположена с возможностью соприкосновения с приводным роликом 10 механизма намотки технологической подложки в рулон.
Посредством тянущих роликов 13 пленка подается на разделочный стол 22, где дисковыми ножами 19 механизма продольной резки она разрезается на ряд параллельных продольных полос 17. После того, как торец пленки достигнет датчика 23 периодического ее останова, движение пленки прекращается. Затем посредством отрезного ножа 21 полосы разрезаются на прямоугольные пластинчатые заготовки карты.
После отрезки от продольных полос полученные заготовки подаются поперечным подъемно-опускным транспортером 25 в приемную тару 24. Отделенная от пленки технологическая подложка посредством приводного ролика 10 и отклоняющего ролика подается в рулон 19 механизма намотки 8.
Синхронность подачи пленки и намотки в рулон технологической подложки достигается за счет создаваемой регулировочной петли пленки, обеспечивающей прерывистое ее движение.
В предлагаемой конструкции предусмотрена регулировка механизмов резки для
изменения размеров получаемых заготовок.
Формула изобретения
1.Линия литья керамической пленки и изготовления из нее пластинчатых заготовок, содержащая установленные на станине механизм размотки бобины с технологической подложкой, литьевое устройство для налива на подложку слоя шликера, литьевой
барабан, сушильную камеру и механизм намотки технологической подложки в рулон с приводным роликом, отличающаяся тем, что, с целью увеличения производительности, повышения качества заготовок и
уменьшения занимаемой производственной площади, линия снабжена конвейером транспортировки технологической подложки, устройством отделения получаемой керамической пленки от технологической
подложки, образующим с роликами протягивания пленки компенсационную петлю, датчиками для поддержания необходимой длины компенсационной петли, механизмом продольной резки пленки на ряд параллельных полос, имеющим два сопряженных приводных вала с дисковыми ножами по числу разрезаемых полос, механизмом поперечной резки полос на заготовки, содержащим отрезной нож, разделочный стол и
датчик периодического останова движения пленки, при этом для подачи отрезанных заготовок в приемную тару, механизм поперечной резки полос снабжен подъемно-опу- скным транспортером, с подвижной
кареткой.
2.Линия по п.1,отличающаяся тем, что наклонная ветвь компенсационной петли пленки расположена с возможностью соприкосновения с приводным роликом механизма намотки в рулон технологической подложки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКОЙ ПЛЕНКИ | 1992 |
|
RU2037415C1 |
| Линия литья керамической пленки | 1990 |
|
SU1747275A1 |
| Установка для литья керамической пленки | 1986 |
|
SU1447661A1 |
| Установка для литья керамической пленки | 1990 |
|
SU1759633A1 |
| Устройство для литья керамической пленки | 1982 |
|
SU1144885A1 |
| Линия для литья керамической пленки | 1985 |
|
SU1283104A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU347206A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| Устройство для литья керамической пленки | 1986 |
|
SU1335470A1 |
Изобретение относится к области производства керамических пленок способом литья шликеров на технологическую подложку. Получаемая пленка затем разрезается на пластинчатые заготовки, предназначенные для изготовления многослойных металлокерамических корпусов интегральных схем, используемых в радиоэлектронной промышленности. Изобретение позволяет увеличить производительность, повысить качество заготовок и уменьшить занимаемую производственную площадь. Для достижения цели линия снабжена конвейером транспортировки технологической подложки, устройством отделения получаемой керамической пленки от технологической подложки, образующим с роликами протягивания пленки компенсационную петлю, необходимая длина которой поддерживается посредством датчиков, механизмом гГродольной резки пленки на ряд параллельных полос, имеющим два сопряженных приводных вала с дисковыми ножами по числу разрезаемых полос, механизмом поперечной резки полос на заготовки, содержащим отрезной нож, разделочный стол и датчик периодического останова движения пленки. Для подачи отрезанных заготовок в приемную тару, механизм поперечной резки полос снабжен подъемно-опускным транспортером с подвижной кареткой. Чтобы избежать перегиба и излома подаваемой пленки, наклонная ветвь компенсационной петли расположена с возможностью соприкосновения с приводным роликом механизма намотки технологической подложки. 1 з.п. ф-лы, 2 ил. СО с
| Установка для литья керамической пленки | 1986 |
|
SU1447661A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
