Изобретение относится к производству дренажных трубофильтров с переменной по толщине стенки плотностью способом осевого послойного прессования.
Известна установка для получения труб с переменной по толщине стенки плотностью, содержащая головку с расположенной по винтовой линии вокруг цилиндрического корпуса прессующей лопастью, снабженной на верхней поверхности параллельными вертикальными перегородками, образующими накопители, причем установка содержит кольцевой вибрационный.сепа- ратор, а уплотняющая головка имеет на верхнем торце цилиндрического корпуса метатель.
Установка предусматривает формирование переменной плотности из бетонной смеси одного состава, однако она отличается сложностью конструкции и имеет невысокую производительность.
Цель изобретения - получение изделий высокого качества, упрощение конструкции
головки и повышение производительности установки.
Указанная цель достигается тем, что формующая головка установки выполнена таким образом, что рабочая поверхность прессующей лопасти ее выполнена в поперечном сечении ступенчатой, состоящей из горизонтального участка, сопряженного с расположенной по спирали конической поверхностью наклонного участка и рабочая поверхность цилиндрического корпуса головки ниже уровня рабочей поверхности прессующей лопасти выполнена шероховатой.
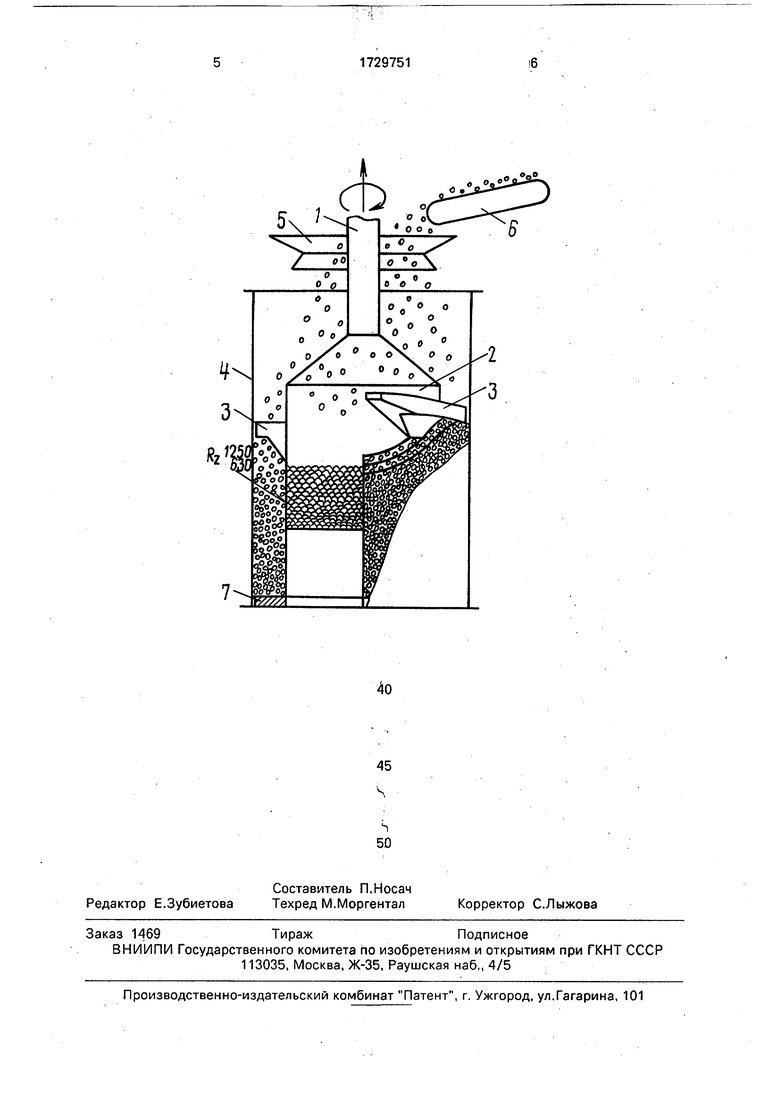
На чертеже изображена предлагаемая конструкция формующей головки.
Формующая головка содержит следующие основные элементы: вал 1, цилиндрический корпус 2, прессующую лопасть 3. Вал 1 посредством конической поверхности соединен с цилиндрическим корпусом 2, в верхней части наружной поверхности которого
СО
С
vj го ю VI ел
по винтовой линии закреплена прессующая лопасть 3.
В состав вспомогательного оборудования входят форма 4 с поддоном 7.
Формующая головка работает следующим образом.
Головку устанавливают в исходном положении внутри разъемной формы 4. Посредством приводных механизмов головка вовлекается во вращательное движение. Через бункер 5 транспортером 6 подается в форму 4 беспесчаная смесь пористого бетона. При поступлении бетонной смеси под прессущую лопасть 3, жестко закрепленную по винтовой линии в верхней части цилиндрического корпуса 2, происходит подьем головки в вертикальном направлении и осуществляется формование трубофильтра.
За счет того, что нижняя рабочая поверхность уступа прессующей лопасти выполнена в поперечном сечении ступенчатой, состоящей из горизонтального участка сопряженного с наклонным коническим участком, усилие при формовании передается на бетонную смесь неравномерно. Горизонтальный участок, формирующий наружный слой трубофильтра, из-за меньшей, чем у наклонного участка, площади (при одинаковой силе) уплотняет бетонную смесь большим удельным давлением, чем наклонный участок. Ширина горизонтального участка из условия формования слоя, соответствующего глубине кольматации пор в процессе эксплуатации трубофильтра, целесообразно назначать равной 1/2 - 1/3 от ширины прессующей лопасти.
Горизонтальный участок уплотняет бетонную смесь в осевом направлении, а наклонный - в осе-радиальном направлении. При разложении результирующего усилия на наклонном участке образуется усилие, направленное в радиальном направлении, и усилие, направленное в осевом направлении. Радиально направленное усилие еще более доуплотняет бетонную смесь в наружном слое, формируемом горизонтальным участком. В результате направленное в осевом направлении усилие под наклонным участком воздействует на бетонную смесь меньше, чем усилие того же направления под горизонтальным участком, что способствует формированию в стенке трубофильтра переменной плотности.
Таким образом, путем изменения угла наклона конического участка рабочей поверхности прессующей лопасти достигается эффект формирования переменной плотности по толщине стенки трубофильтра. Эффективные значения угла наклона участка конической поверхности подошвы прессую- щей лопасти к вертикальной оси из условия наилучшего сочетания прочности изделия и достижения формирования переменной плотности находится в пределах 15-45°. Для усиления эффекта формирования
переменной плотности в стенке трубофильтра рабочая поверхность цилиндрического корпуса головки ниже уровня рабочей поверхности прессующей лопасти выполнена шереховатой. При таком исполнении рабочей поверхности цилиндрического корпуса происходит увеличение трения скольжения его с бетонной смесью. Это способствует процессу раздвижки зерен заполнителя и формированию менее плотной их упаковки
во внутренней части трубофильтра, что также способствует формированию переменной плотности по толщине в стенке трубофильтра. Наиболее эффективно процесс раздвижки проявляется при шероховатости с высотой неровностей профиля рабочей поверхности цилиндрического корпуса головки 630-1250 мкм.
После прекращения подачи бетонной смеси головка с вращением вокруг своей
оси поднимается вверх до полного выхода ее из формы 4. Разъемная форма 4 с готовым изделием отправляется на пост твердения и распалубки, а на ее место подается очередная форма с поддоном.
Формула изобретения
Головка для формования дренажных трубофильтров, содержащая закрепленный на нижнем конце приводного вала цилиндрический корпус с изогнутой по винтовой
линии на его боковой поверхности в верхней части прессующей лопастью со ступенчатой в поперечном сечении рабочей поверхностью, отличающаяся тем, что, с целью повышения качества, рабочая
поверхность уступа прессующей лопасти выполнена в поперечном сечении составной из горизонтального участка, составляющего 1/2-1/3 от ширины прессующей лопасти и сопряженного со спиральной поверхностью участка наклонного под углом 15-45° к вертикальной оси, причем рабочая поверхность цилиндрического корпуса ниже уровня рабочей поверхности прессующей лопасти имеет шероховатость с
высотой неровностей профиля 630 - 1250 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования трубчатых изделий | 1984 |
|
SU1284838A1 |
| ТРУБЧАТОЕ ИЗДЕЛИЕ ИЗ ПРЕССОВАННОГО ДИСПЕРСНО-АРМИРОВАННОГО БЕТОНА И ФОРМУЮЩАЯ ГОЛОВКА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072467C1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2530814C1 |
| Дренажный трубопровод | 1979 |
|
SU829775A1 |
| ГОЛОВКА ДЛЯ РАДИАЛЬНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1992 |
|
RU2008218C1 |
| Вертикально-подвижная головка трубоформовочного станка | 1977 |
|
SU772872A1 |
| Устройство для формования трубчатых изделий из бетонных смесей | 1977 |
|
SU707807A1 |
| БУМАЖНЫЙ СТАКАН И СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2502659C2 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2132253C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2026783C1 |
Изобретение относится к производству дренажных трубофильтров способом осевого послойного прессования. Целью изоДРЕдству осе изобретения является повышение качества. Это достигается тем, что рабочая поверхность уступа прессующей лопасти выполнена в поперечном сечении составной, состоящей из горизонтального участка, состоящего 1/2-1/3 от ширины прессующей лопасти, сопряженного со спиральной поверхностью участка, наклоненного под углом 15-45° к вертикальной оси, причем рабочая поверхность цилиндрического корпуса головки ниже уровня рабочей поверхности прессующей лопасти выполнена шероховатой. 1 ил.
| Линейный электропривод для рельсового транспортного средства | 1984 |
|
SU1284858A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
