Изобретение относится к переработке пластмасс в изделия преимущественно ма- лыхобъемов, методом литья под давлением.
Известны механизмы для пластикации и впрыска литьевых машин, имеющие раздельные узел пластикации (поршневой или червячный) с приводом, узел инжекции с приводом, в материальный цилиндр которого подается порция расплава из пластика- ционного цилиндра, узел клапана-иглы с приводом .
. Недостатками данных механизмов являются сложность их конструкции (наличие трех приводов), большой ход поршней ин- жекционного и пластикацией кого (поршневого) узлов и связанная с этим меньшая надежность, долговечность, производительность и повышенная энергоемкость механизмов.
Известен также механизм для пластикации и впрыска литьевой машины, содержащий узел пластикации, выполненный в виде материального цилиндра с червячным пластикатором, инжекционный узел с поршнем и соплом, для запирания которого между пластикационным и инжекционным узлами размещен шток, соединенный с приводом для его перемещения и выполненный со сквозным отверстием для сообщения рабочих полостей пластикациейного и инжек- ционного узлов при перекрытом сопле.
Недостатками этого устройства являются сложность конструкции, обусловленная наличием трех приводов, большой ход поршня инжекционного гидроцилиндра. Кроме того, наличие отверстия в штоке не обеспечивает высокую начальную скорость впрыска расплава.
VJ
N5 О VI J
Наиболее близким к предлагаемому является устройство пластикации и впрыска литьевой машины, содержащее сопло с расположенным на его оси узлом клапан-игла с силовым цилиндром, узел пластикации с наклоном к оси сопла корпусом с размещен- ным в нем приводным штоком и совмещенным с ним узлом инжекции, плунжер которого размещен в наклонном корпусе.
Однако известное устройство не обеспечивает высокую гомогенизацию расплава и скорость впрыска, что приводит к ухудшению качества отливаемых тонкостенных изделий.
Цель изобретения - повышение гомогенизации расплава и качества отливаемых тонкостенных изделий.
Указанная цель достигается тем, что в устройстве для пластикации впрыска литьевой машины, содержащем сопло с расположенным на его оси узлом клапан-игла с силовым цилиндром, узел пластикации с наклонным к оси сопла материальным цилиндром с размещенным в нем приводным штоком и совмещенный с ним узел инжекции, плунжен которого размещен в наклонном материальном цилиндре, в последнем и на свободном конце плунжера выполнены проточки, образующие щелевые зазоры для перетекания материала, а на конце приводного штока выполнены продольные пазы и поперечная проточка для перетекания материала.
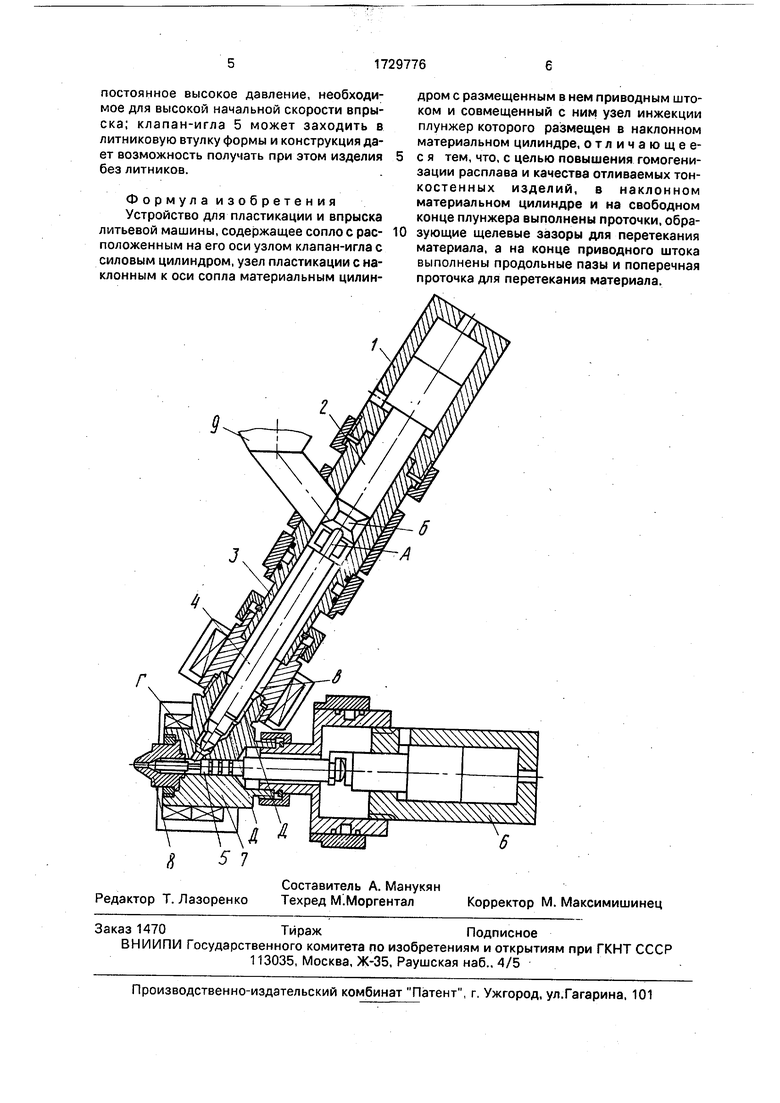
На чертеже изображено предлагаемое устройство при промежуточном рабочем положении плунжера (двух типоразмеров) и сопле, закрытом клапан-иглой.
Устройство для пластикации и впрыска литьевой машины содержит узел пластикации с приводным цилиндром 1, шток 2, на одном конце которого выполнены продольные пазы А и поперечная проточка Б, наклонный к оси сопла материальный цилиндр
3с зоной Б и инжекционной камерой Г.
К концу штока 2 присоединен плунжер
4инжекции, на свободном конце которого выполнены проточки, образующие с материальным цилиндром 3 щелевые зазоры Д
.для перетекания материала. Узел клапана- иглы 5 с приводным цилиндром 6 того же типоразмера, что и гидроцилиндр 1. На корпусе 7 установлены узлы пластикации и клапана-иглы. Сопло 8 закреплено на корпусе 7, а загрузочная воронка 9 - на материальном цилиндре 3.
Устройство для пластикации и впрыска литьевой машины работает следующим образом.
Материал из загрузочной воронки 9 поступает в полость материального цилиндра 3 между плунжером 4 и корпусом материального цилиндра, Далее штоком 2 материал подается в зону В материального цилиндра, где материал пластицируется. После заполнения полости материального цилиндра материалом, а также инжекционной камеры Г расплавом при дальнейшем
0 перемещении штока 2 с плунжером 4 последний вытесняет избыток расплава обратно по щелевым зазорам Д, образуемым проточками на плунжере 4 и в корпусе 7. При этом в материальном цилиндре 3 обра5 зуется избыточное давление и часть материала, преодолевая сопротивление в пазах а и в проточке б на штоке, перетекает обратно в загрузочную воронку 9.
Перемещение штока 2 с плунжером 4
0 происходит до тех пор, пока не наступит инжекция, т.е. посадочная часть плунжера 4 не войдет в сопряжение с посадочным отверстием корпуса 7 и не будет создано необходимое давление инжекции в
5 инжекционной камере Г, которое будет поддерживаться постоянным с помощью гидроцилиндра 1.
При перемещении клапана-иглы 5 вправо открывается отверстие сопла 8 и проис0 ходит впрыск расплава в пресс-форму. При этом, поддерживая постоянным давление инжекции, перемещается шток 2, а избыток материала из материального цилиндра 3 перетекает обратно в воронку. По окончании
5 впрыска и выдержки под давлением клапан- игла 5 возвращается приводом 6 в исходное положение (закрывает отверстие сопла 8). После охлаждения и извлечения изделия из пресс-формы производится очередной
0 впрыск. После израсходования расплава из инжекционной камеры Г производится очередная подача материала из загрузочной воронки 9 штоком 2 в материальный цилиндр 3. Цикл повторяется.
5 Конструкция предлагаемого устройства позволяет при подаче материала после его предварительной пластикации в зоне В материального цилиндра за счет вытеснения избытка расплава обратно по щелевым за0 зорам Д осуществлять перемешивание (гомогенизацию) расплава, а избыток материала при его подаче или впрыске перетекает обратно в загрузочную воронку 9 по пазам А и проточке Б штока 2; сменные
5 плунжеры 4 позволяют набирать объем расплава в инжекционную камеру Д на изготовление нескольких деталей (несколько впрысков), а впрыск осуществляется с помощью клапана-иглы 5, при этом в инжекционной камере Г поддерживается
постоянное высокое давление, необходимое для высокой начальной скорости впрыска; клапан-игла 5 может заходить в литниковую втулку формы и конструкция дает возможность получать при этом изделия без литников.
Ф о р м у л а и з о б р е т е н и я Устройство для пластикации и впрыска литьевой машины, содержащее сопло с расположенным на его оси узлом клапан-игла с силовым цилиндром, узел пластикации с наклонным к оси сопла материальным цилин0
дром с размещенным в нем приводным штоком и совмещенный с ним узел инжекции плунжер которого размещен в наклонном материальном цилиндре, отличающее- с я тем, что, с целью повышения гомогенизации расплава и качества отливаемых тонкостенных изделий, в наклонном материальном цилиндре и на свободном конце плунжера выполнены проточки, образующие щелевые зазоры для перетекания материала, а на конце приводного штока выполнены продольные пазы и поперечная проточка для перетекания материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм пластикации и впрыска литьевой машины | 1978 |
|
SU712256A1 |
| УСТРОЙСТВО ПЛАСТИКАЦИИ И ИНЖЕКЦИИ ДЛЯ ЛИТЬЕВОГО ОБОРУДОВАНИЯ | 1992 |
|
RU2015019C1 |
| Ротор инжекции роторно-конвейерной литьевой машины | 1989 |
|
SU1703474A1 |
| ТЕРМОПЛАСТАВТОМАТ | 1966 |
|
SU181264A1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008222C1 |
| УЗЕЛ ВПРЫСКА ЛИТЬЕВОЙ МАШИНЫ | 1971 |
|
SU291803A1 |
| Роторно-конвейерная литьевая машина | 1988 |
|
SU1622147A1 |
| Литьевая машина для переработки термопластичных полимерных материалов | 1960 |
|
SU141300A1 |
| Способ переработки под давлением термопластичной полимерной композиции и устройство для его осуществления | 1980 |
|
SU939262A1 |
| ЛИТЬЕВОЙ ИНЖЕКЦИОННЫЙ РОТОР | 1992 |
|
RU2097188C1 |
Назначение: переработка пластмасс в изделия, преимущественно малых объемов, методом литья под давлением при повышении гомогенизации расплава и качества отливаемых тонкостенных изделий. Сущность изобретения: в наклонном материальном цилиндре и на свободном конце плунжера выполнены проточки, образующие щелевые зазоры для перетекания материала. На конце приводного штока выполнены продольные пазы и поперечная проточка для перетекания материала. Устройство позволит значительно улучшить гомогенизацию расплава за счет вытеснения избытка расплава обратно по щелевым зазорам и повысить начальную скорость впрыска за счет поддержания постоянного высокого давления в инжекционной камере. 1 ил.
| Завгородний В.К | |||
| Механизация и автоматизация переработки пластических масс | |||
| М.: Машиностроение, 1970, с.185-191 | |||
| Механизм пластикации и впрыска литьевой машины | 1978 |
|
SU712256A1 |
| Солесос | 1922 |
|
SU29A1 |
| Завгородний В.К | |||
| Литьевые машины для термопластов и реактопластов | |||
| М.: Машиностроение, 1968, с.102. | |||
