Изобретение относится к области оборудования для переработки термопластичных полимеров экструзией, в частности к конструкциям, плоскощелевых фильер для изготовления пленок и листов, и является усовершенствованием известной фильеры, описанной в авт.св. № 1650459.
Целью изобретения является повышение качества изготавливаемых изделий за счет интенсификации процесса подготовки расплава.
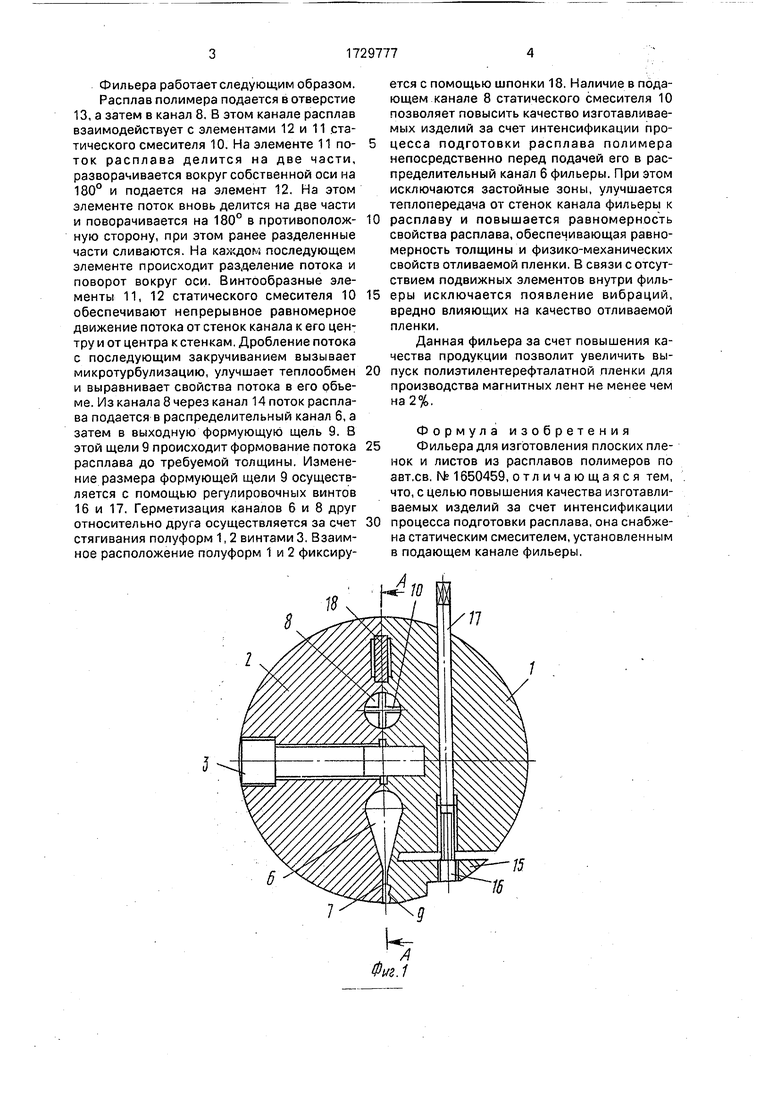
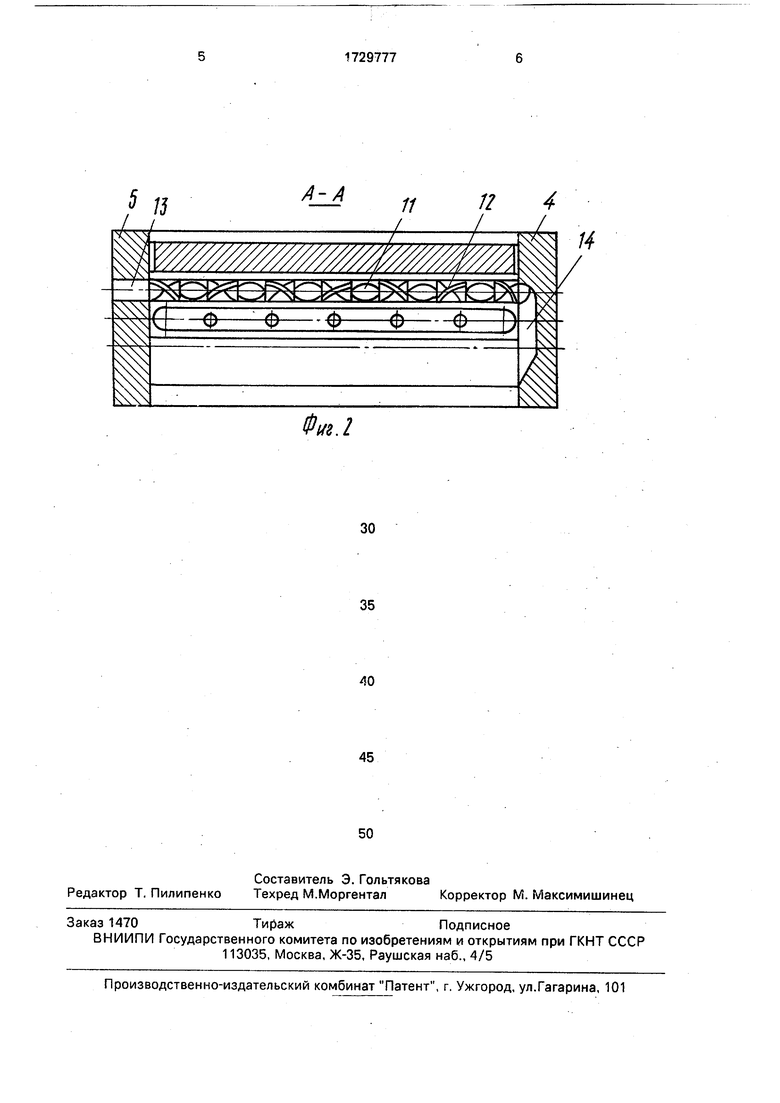
На фиг. 1 изображена фильера, поперечный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Фильера состоит из двух полуформ 1 и 2, скрепленных между собой винтами З.К торцам полуформ прикреплены крышки 4 и 5. Полуформы 1, 2 смонтированы с образованием между собой распределительного 6, выравнивающего 7, подающего 8 каналов и выходной формующей щели 9. Подающий канал 8 выполнен параллельно формующей щели 9 и снабжен статическим смесителем 10, состоящим из отдельных винтообразных элементов 11, 12 соответственно с левым и правым направлениями навивки.
В крышке 5 соосно с подающим каналом 8 выполнено отверстие 13 для ввода расплава полимера в фильеру. В крышке 4 выполнен соединительный канал 14, сообщающий подающий канал 8 с распределительным каналом 6. Полуформа 1 имеет упругодеформируемую губку 15. В этой же полуформе 1 установлены регулирующие винты 16 и 17.Между полуформами 1 и 2 установлена шпонка 18.
Ч
ГО
ю
3
м
i
ю
Фильера работает следующим образом.
Расплав полимера подается в отверстие 13, а затем в канал 8. В этом канале расплав взаимодействует с элементами 12 и 11 статического смесителя 10. На элементе 11 по- ток расплава делится на две части, разворачивается вокруг собственной оси на 180° и подается на элемент 12. На этом элементе поток вновь делится на две части и поворачивается на 180° в противополож- ную сторону, при этом ранее разделенные части сливаются. На каждом последующем элементе происходит разделение потока и поворот вокруг оси. Винтообразные элементы 11, 12 статического смесителя 10 обеспечивают непрерывное равномерное движение потока от стенок канала к его центру и от центра к стенкам. Дробление потока с последующим закручиванием вызывает микротурбулизацию, улучшает теплообмен и выравнивает свойства потока в его объеме. Из канала 8 через канал 14 поток расплава подается в распределительный канал 6, а затем в выходную формующую щель 9. В этой щели 9 происходит формование потока расплава до требуемой толщины. Изменение размера формующей щели 9 осуществляется с помощью регулировочных винтов 16 и 17. Герметизация каналов 6 и 8 друг относительно друга осуществляется за счет стягивания полуформ 1, 2 винтами 3. Взаимное расположение полуформ 1 и 2 фиксируется с помощью шпонки 18. Наличие в подающем канале 8 статического смесителя 10 позволяет повысить качество изготавливаемых изделий за счет интенсификации процесса подготовки расплава полимера непосредственно перед подачей его в распределительный канал 6 фильеры. При этом исключаются застойные зоны, улучшается теплопередача от стенок канала фильеры к расплаву и повышается равномерность свойства расплава, обеспечивающая равномерность толщины и физико-механических свойств отливаемой пленки. В связи с отсутствием подвижных элементов внутри фильеры исключается появление вибраций, вредно влияющих на качество отливаемой пленки.
Данная фильера за счет повышения качества продукции позволит увеличить выпуск полиэтилентерефталатной пленки для производства магнитных лент не менее чем на 2%.
Формула изобретения Фильера для изготовления плоских пленок и листов из расплавов полимеров по авт.св. N 1650459, отличающаяся тем, что, с целью повышения качества изготавливаемых изделий за счет интенсификации процесса подготовки расплава, она снабжена статическим смесителем, установленным в подающем канале фильеры.
Фм.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Фильера для изготовления плоских пленок и листов из расплавов полимеров | 1988 |
|
SU1650459A1 |
| Плоскощелевая экструзионная головка | 1985 |
|
SU1315338A1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1395521A1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1382653A1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛЕНОК И ЛИСТОВ | 1993 |
|
RU2060888C1 |
| Экструзионная головка для изготовления полимерных изделий | 1988 |
|
SU1578007A1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1390054A1 |
| Плоскощелевая экструзионная головка | 1984 |
|
SU1219396A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕТЧАТОГО ПОЛИМЕРНОГО МАТЕРИАЛА, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ПОЛУЧЕНИЯ И СЕТЧАТЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2007 |
|
RU2333101C1 |
| СПОСОБ УТИЛИЗАЦИИ ОТХОДОВ ДВУХОСНО-ОРИЕНТИРОВАННОЙ ПОЛИСТИРОЛЬНОЙ ПЛЕНКИ | 2006 |
|
RU2356732C2 |
Изобретение относится к области оборудования для переработки термопластичных полимеров экструзией, в частности к конструкциям плоскощелевых фильер для изготовления пленок и листов. Цель изобретения - повышение качества изготавливаемых изделий за счет интенсификации процесса подготовки расплава. Фильера содержит две полуформы, закрытые торцовыми крышками. Полуформы смонтированы с образованием между ними распределительного, выравнивающего, подающего каналов и выходной формующей щели. В подающем канале установлен статический смеситель. Расплав полимера, поступая в подающий канал, взаимодействует с винтообразными элементами статического смесителя . На каждом элементе смесителя происходит дробление потока с последующим его закручиванием. Это улучшает теплообмен и выравнивает свойства потока в его ©бъеме, что позволяет повысить качество изготавливаемых изделий. 2 ил. ё
| Фильера для изготовления плоских пленок и листов из расплавов полимеров | 1988 |
|
SU1650459A1 |
| Солесос | 1922 |
|
SU29A1 |
